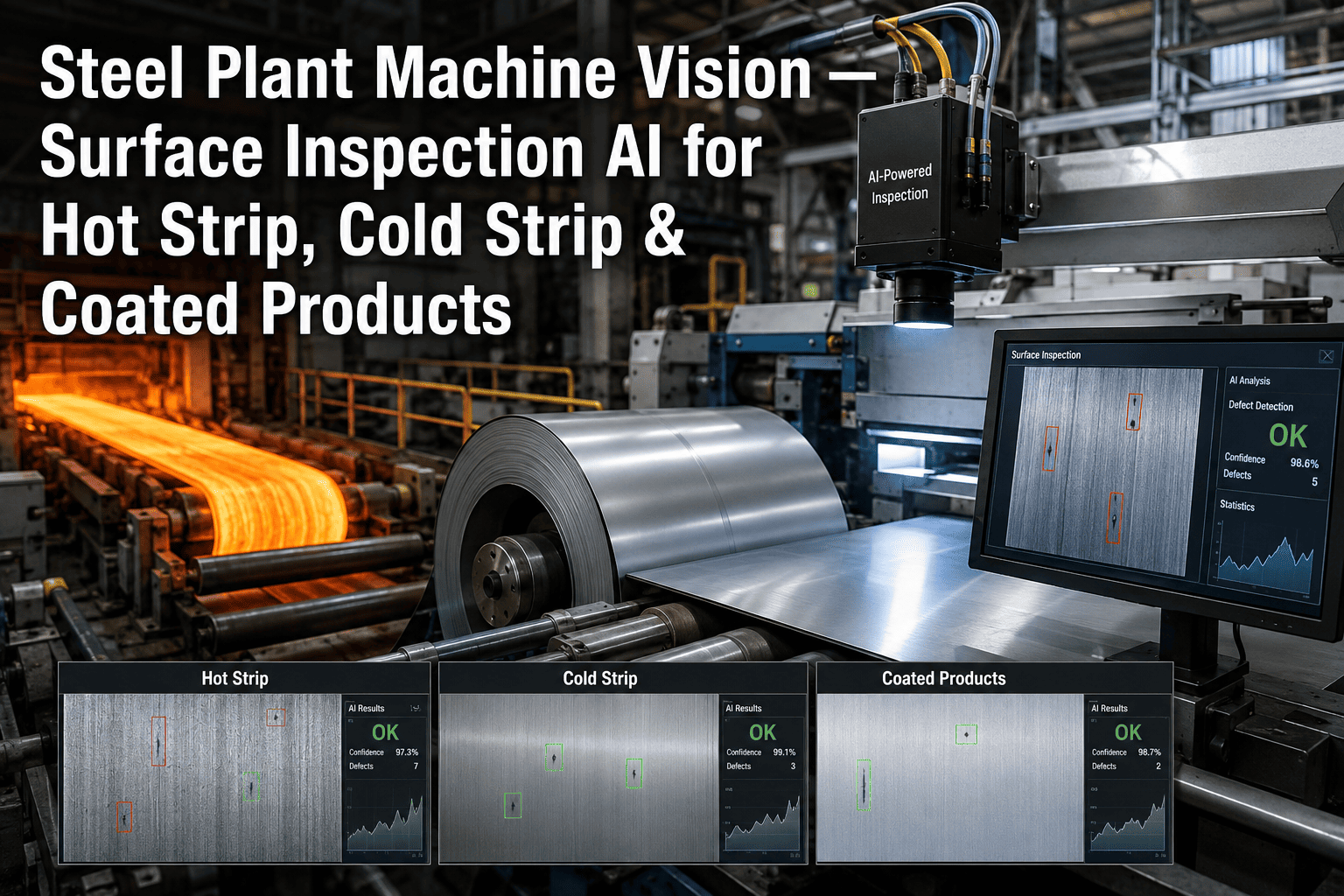
Bar mill operations producing rebar from 10 mm to 40 mm diameter for construction, infrastructure, and precast concrete applications face a fundamentally different quality control challenge than flat product rolling. Each billet exits the reheating furnace at 1150–1200°C and is reduced through a sequence of roughing, intermediate, and finishing stands, with the finished bar emerging at speeds up to 20 m/s onto the cooling bed where quality inspectors visually assess surface condition, straightness, and dimensional tolerance on a sample basis covering less than 5% of bars produced per shift. The consequences of undetected defects cascade: off-rib rebar failing bond strength testing under ASTM A615 and BS 4449, surface laps creating stress concentration points that initiate fracture under bending diameter drift violating weight-per-meter tolerances that are the contractual basis for rebar pricing in every market — each resulting in rejected shipments, project delays, material replacement costs, and potential structural liability for the producer. iFactory's Rebar Vision AI platform replaces operator-dependent visual sampling with continuous AI-powered inspection of 100% of bar surface and geometry at full mill speed — detecting rib height deviations, surface laps and fins, diameter drift and ovality, and straightness anomalies with over 95% detection accuracy while providing real-time dimensional data for mass per meter verification. Book a Demo to see Rebar Vision AI configured for your bar mill product mix, diameter range, grade specifications, and quality targets.
Why AI Vision Delivers the Highest ROI in Rebar and Bar Product Inspection
The rebar market operates on tight margins where material cost, yield, and claim rate determine profitability. A single rejected shipment of 500 tons at $650 per ton represents a $325,000 claim that consumes the profit from multiple production days — and the root cause quality issues that produce these claims are distributed across the entire bar mill process. Rib geometry deviations originate from roll pass wear in the finishing stands; surface laps result from improper pass reduction sequences or billet seam propagation through the rolling process; diameter drift indicates temperature variation across the bar length or roller guide misalignment; straightness anomalies are caused by uneven cooling bed deposition or quenching water flow variation in TMT bar production. Without real-time detection at each stage, operators cannot identify the root cause before multiple tons of off-spec product accumulate — and the cost of downgrading rebar to a lower grade or selling as prime scrap can reach $100–$200 per ton in lost value. iFactory's Rebar Vision AI closes this gap by detecting and classifying every defect type at the point of occurrence across the full bar surface, enabling immediate process correction and eliminating the downstream cost of undetected defects. Book a Demo to model the defect reduction potential for your bar mill product mix and annual tonnage.
Rebar Vision AI Core Capabilities
iFactory's Rebar Vision AI platform targets the three most impactful inspection domains in the bar mill — surface defect detection, rib geometry and dimensional measurement, and cooling bed straightness monitoring — integrating each into a unified real-time quality control framework that operates at full mill speed across every bar from every strand.
Bar Mill AI Inspection Workflow — 5 Stages of AI Integration
AI vision integration across the bar mill production process enables comprehensive quality control at every critical stage — from billet entry to finished bundle verification.
Key Rebar Defect Categories Detected by AI Vision
Rebar Vision AI detects and classifies four primary defect categories that account for over 90% of rebar quality rejections and customer claims across ASTM A615, BS 4449, and IS 1786 standards. Select each tab to explore the defect type, root cause, and AI detection approach.
Rib Geometry Defects
Rib height below tolerance is the single most common cause of rebar rejection in global markets. ASTM A615 requires minimum rib height of 0.038 in. for #4 bar up to 0.071 in. for #18 bar; BS 4449 B500B specifies minimum rib height of 5% of nominal diameter for transverse ribs. Rib geometry defects also include uneven rib spacing caused by roll pass pattern wear and rib angle deviation from improper roll alignment relative to the bar axis. These defects directly affect bond strength between rebar and concrete — the fundamental engineering requirement for reinforced concrete structures. AI vision models measure rib height, spacing, and angle from 3D camera profiles at full mill speed, achieving sub-0.1 mm measurement accuracy and flagging any bar that approaches the minimum tolerance limit before off-spec product accumulates.
Surface Laps and Fins
Surface laps form when metal folds over itself during rolling — typically at the bar corners where metal flow in the roll pass exceeds the available spread. Fins are thin protrusions of metal at the bar edges or corners caused by excessive roll gap at the pass junction or improper roll barrel alignment. Seams originate from billet surface defects (pinholes, blowholes, or longitudinal cracks) that propagate through the reduction sequence and open into linear surface discontinuities. Each of these defects creates a stress concentration point that can initiate cracking under bending or fatigue loading — presenting a structural safety risk in reinforced concrete applications. AI models trained on libraries of defect images from hot bar surfaces detect these defects with over 95% accuracy, distinguishing them from harmless surface scale and oxidation patterns that generate false positives in traditional vision systems.
Dimensional Drift and Ovality
Bar diameter variation across the length is caused by roll thermal expansion during continuous operation, roller guide misalignment in the finishing stands, and temperature gradients along the bar entering the finishing train. Ovality — the difference between major and minor diameter — indicates non-uniform reduction in the final pass and directly affects weight-per-meter tolerance, which is the contractual basis for rebar pricing. ASTM A615 permits weight variation of +/- 3.5% for #4 through #7 bars and +/- 2.5% for #8 through #18 bars. AI vision systems measure bar diameter from multiple camera angles at 1000+ points per second, calculating ovality and weight per meter in real time and flagging bars that approach tolerance limits before they reach the cooling bed — enabling stand adjustment before off-spec product accumulates.
Straightness and Camber Anomalies
Camber — curvature along the bar length in the horizontal plane — is caused by uneven cooling bed deposition where bars entering from adjacent strands experience different cooling rates. Hook curvature at bar ends results from shear blade clearance or improper cold shear timing. Bowing in TMT rebar occurs when quenching water flow at the finishing stand exit is uneven across the bar circumference, creating asymmetric martensitic transformation that bends the bar. Straightness tolerances per ASTM A615 require deviation not exceeding 1/2 in. in any 5 ft length. AI vision cameras positioned along the cooling bed monitor each bar's straightness continuously, detecting curvature that violates end-use fabrication requirements and enabling operators to adjust cooling bed walking beam timing and quenching ring water flow symmetry before multiple bars are affected.
Rebar Inspection Approaches — Manual vs Traditional Machine Vision vs AI Real-Time Detection
The table below compares three approaches to rebar and bar product inspection. Manual visual inspection depends on operator sampling frequency and attention span. Traditional machine vision systems use rule-based algorithms with fixed thresholds that struggle with hot bar surface conditions, scale, and water. AI real-time detection adapts continuously to product variations, surface conditions, and mill speed changes.
| Inspection Parameter | Manual Visual Inspection | Traditional Machine Vision | iFactory Rebar Vision AI |
|---|---|---|---|
| Defect detection method | Operator visual scan on cooling bed — intermittent sampling of bars | Rule-based pixel thresholding with fixed parameters for surface anomaly detection | Deep learning CNN models trained on hot bar defect libraries — adapts to scale, water, and surface condition |
| Rib geometry measurement | Manual caliper check on cold samples — 1 per 20–50 bars | Laser profilometer at finishing stand exit — unreliable with scale and water spray | AI vision from 2D/3D cameras measuring rib height, spacing, and angle at full speed with sub-0.1 mm accuracy |
| Dimensional verification | Manual micrometer gauge at cooling bed sampling table | Single-point laser sensors at strand exit — limited coverage | Full-length AI dimensional measurement from multi-angle cameras at 1000+ readings per second |
| Straightness inspection | Visual estimation against reference straightedge — subjective | Not typically automated for rebar cooling bed inspection | AI vision monitoring full cooling bed length — quantitative camber and hook curvature measurement per bar |
| Mass per meter verification | Weighing sampled lengths on platform scale | Not available | AI calculated from continuous dimensional data — reported per bar and per bundle |
| False positive rate | N/A — defects missed, not false alarms | 15–30% on hot bar surfaces with scale, water, and variable lighting | <3% false positive rate with continuous model refinement and domain adaptation |
| Coverage | <5% of bars produced | Sampled zones — not continuous across all strands | 100% of bars from every strand at full production speed |
Industry Expert Perspective: Why AI Vision Is Transforming Rebar and Bar Mill Quality Control
I spent 14 years as quality control manager at a rebar mill producing 400,000 tons annually across ASTM A615 Grade 60 and BS 4449 B500B for domestic and export markets. Our cooling bed had four inspectors walking the length of two 80-meter cooling beds checking surface quality, straightness, and end condition on a sample basis — they could physically inspect fewer than 5% of the bars produced per shift. The worst part was that we would occasionally receive rejections for rib height non-compliance from precast concrete customers: a coiled bundle would fail their bond test, and we would face a $50,000–$100,000 claim plus replacement material cost. The rib height issue was intermittent, caused by roll pass wear in the finishing stands that progressed over days and was invisible to operators until cold samples were measured in the lab hours later — by which time 50–100 tons of off-spec product had accumulated. We tried laser profilometers at the finishing stand exit from two vendors, but the combination of high-temperature scale, rolling solution water spray, and mill vibration made the readings unreliable more than half the time. iFactory's Rebar Vision AI changed our quality control approach entirely. The AI models were trained on our defect library covering five years of quality data across 12 rebar diameters and three grades, then deployed on an edge appliance connected to cameras at the finishing stand exit and cooling bed. Within 45 days of go-live, the system was detecting rib height deviations 15 minutes before they would have produced out-of-tolerance rebar, and we eliminated rebar dimensional claims entirely for the first time in the mill's history. The payback from claim reduction and yield improvement was under eight months, and the system has been running 24/7 for over two years without a single unplanned outage.
Three Business Outcomes Delivered by Rebar Vision AI Deployment
Beyond defect detection and quality assurance, Rebar Vision AI creates measurable business outcomes across rejection rate, yield, and customer satisfaction that directly impact the bar mill's bottom line.
Rebar Vision AI — Frequently Asked Questions
The Decision That Determines Your Bar Mill Quality Trajectory — Sampling-Based Visual Inspection or 100% AI-Powered Real-Time Detection
The difference between bar mills that inspect fewer than 5% of bars on the cooling bed and mills that inspect every bar from every strand at full production speed compounds with every shift. Each bar that exits with an undetected surface lap or rib geometry deviation becomes a potential rejection, a customer claim, or — in the worst case — a structural failure in a reinforced concrete structure bearing design loads. Each shipment rejected for weight-per-meter non-compliance costs the producer the replacement value of the steel, the freight both ways, the re-inspection cost, and the customer relationship that may take years to rebuild. Each bundle downgraded to a lower grade because dimensional drift was not detected in time sells for $100–$200 per ton below prime rebar pricing — a direct margin loss that erodes the mill's profitability on every off-spec ton shipped. iFactory's Rebar Vision AI eliminates these risks by inspecting every bar from every strand at every production speed — providing the quality assurance foundation that enables bar mills to ship rebar with confidence to any market under any standard, any grade, any diameter.