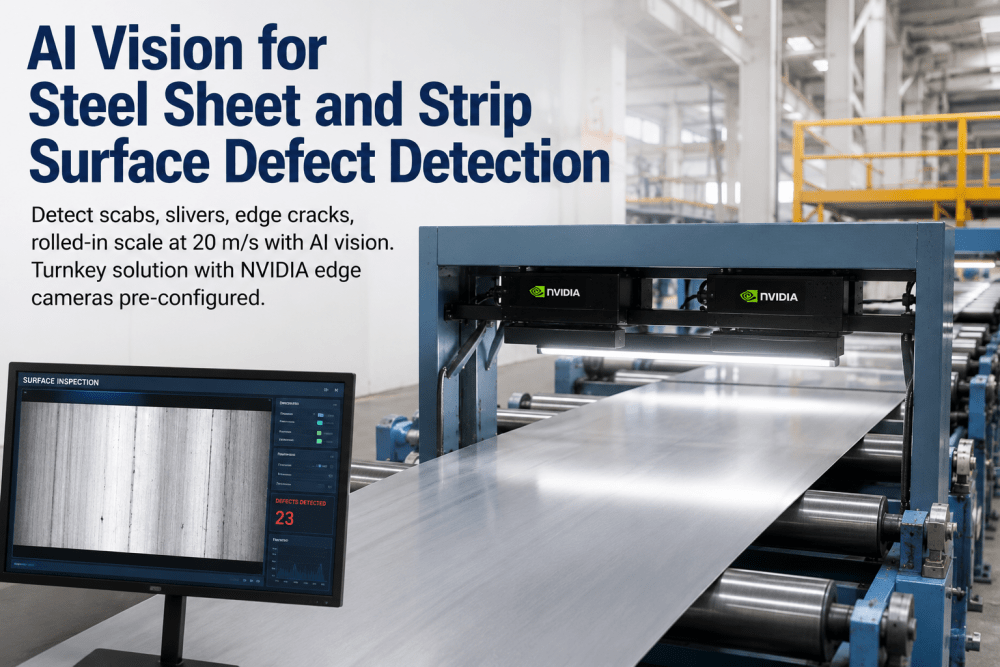
Hot strip mills and cold strip mills operating at speeds up to 20 meters per second produce surface defects across every square meter of steel that escapes detection — scabs, slivers, edge cracks, rolled-in scale, and indentations that render coils unsuitable for automotive outer panels, appliance finishes, and structural applications requiring defect-free surfaces. The inspection challenge is overwhelming: a hot strip mill producing 4 million tons annually generates over 1,200 kilometers of strip surface per hour, and conventional inspection methods — manual visual checks at the coil exit, offline sample grinding, and periodic laboratory analysis — cover less than 0.01 percent of the total surface area. Defects that evade detection at the mill are discovered at the customer's facility after the coil has been processed, formed, and finished, generating claim costs that routinely exceed $10,000 per incident and eroding supplier relationships that took years to establish. iFactory's Surface AI Vision platform replaces this reactive sampling approach with continuously learning AI models running on NVIDIA edge cameras that detect and classify scabs, slivers, edge cracks, rolled-in scale, and indentations across 100 percent of the strip surface at full line speed — achieving 95 percent detection accuracy, sub-millimeter defect resolution, and real-time quality routing that prevents defective coils from advancing to the next process stage. Book a Demo to see iFactory's Surface AI Vision configured for your hot strip or cold strip mill's product mix, line speed, and defect quality standards.
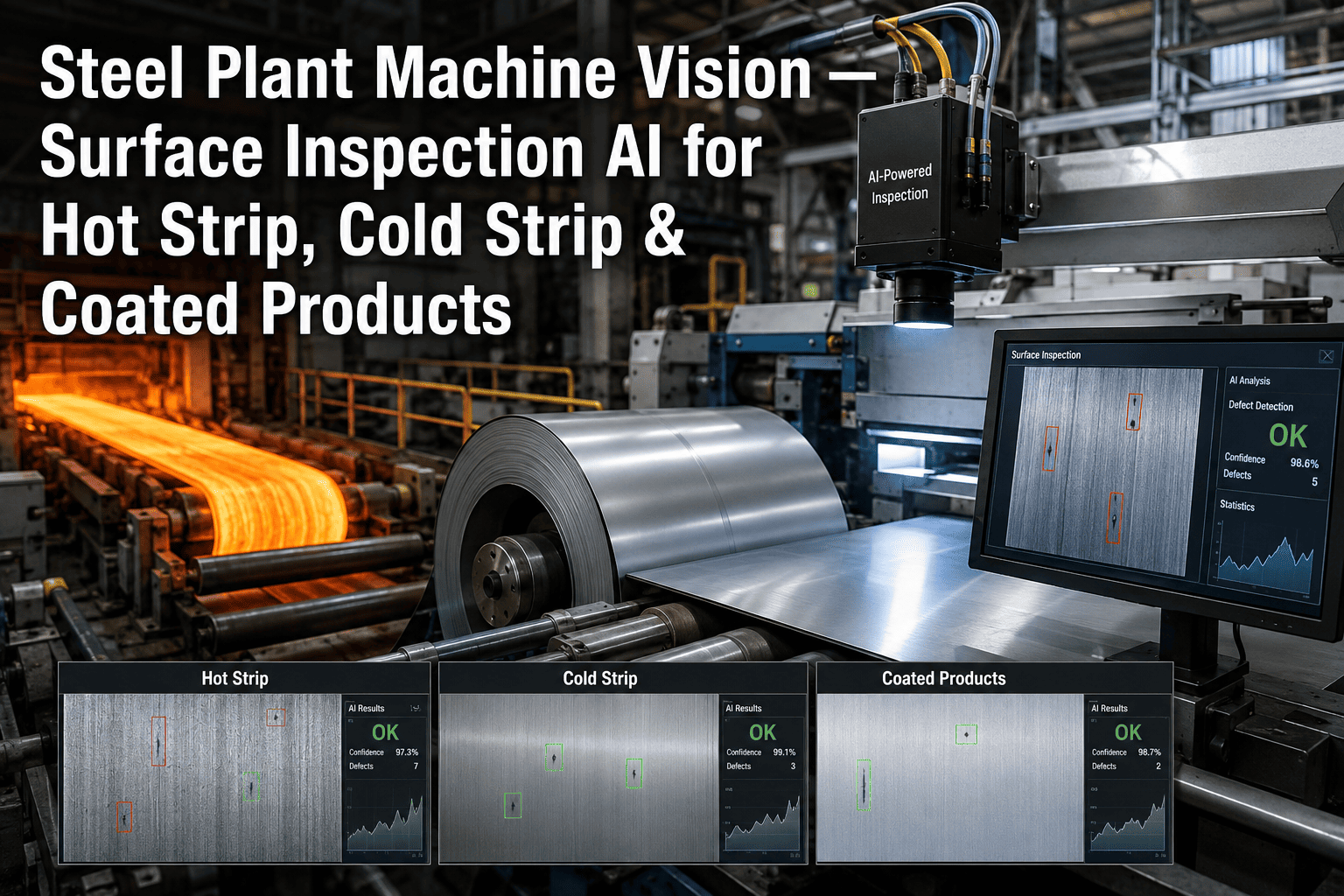
Detect Scabs, Slivers, Edge Cracks, and Rolled-In Scale at Full Line Speed with AI-Powered Surface Vision
iFactory's Surface AI Vision platform combines high-resolution line-scan cameras, NVIDIA edge inference, and deep learning defect classification to inspect 100 percent of the strip surface at speeds up to 20 m/s — detecting and classifying defects at sub-millimeter resolution with 95 percent accuracy across hot strip, cold strip, and finishing mill applications.
Surface Defect Detection Challenges in Hot Strip and Cold Strip Production
Surface defect detection on high-speed strip mills is fundamentally a big-data problem: each square meter of strip contains millions of pixels of image data that must be processed in milliseconds to identify defects that can be as small as 0.5 mm while the strip travels at speeds exceeding 20 m/s. For quality managers at integrated steel producers and mini-mills, the consequences of missed defects cascade through the production chain, converting a coil that would have sold at prime pricing into a downgraded or rejected product with substantially lower margin. The four most economically significant defect categories on hot strip mills — scabs (material protruding from the surface that originates from ingot or slab defects), slivers (thin rolled-in surface folds), edge cracks (transverse or longitudinal separation at the strip edge), and rolled-in scale (oxide particles pressed into the surface during rolling) — each require different lighting angles, camera configurations, and detection algorithms to identify reliably. Most mills that have attempted machine vision inspection have struggled with false positive rates exceeding 20 percent on hot surfaces where scale, water, and lighting variation create image artifacts that rule-based systems cannot distinguish from real defects.
Surface Defect Types Detected and Classified by AI Vision
iFactory's Surface AI Vision platform is trained on millions of labeled defect images from hot strip, cold strip, and finishing mill operations, enabling reliable detection and classification of the full spectrum of surface defects that affect steel product quality. The platform's deep learning models are continuously refined through feedback from downstream inspection results, laboratory sample analysis, and customer quality claims, improving detection accuracy over time as new defect patterns are encountered across the product mix.
Scab Detection — Identifying Protruding Surface Laminations
Scabs are among the most costly surface defects on hot strip mill products, originating from slab surface defects — blowholes, subsurface inclusions, or ingot casting irregularities — that elongate and open during rolling to produce protruding or overlapping surface layers that can exceed 50 mm in length. Scabs detected at the hot strip mill can be removed through scarfing or grinding before the coil advances to the cold mill or finishing operations, but undetected scabs that reach downstream processes cause roll damage, surface quality downgrades, and customer rejections. AI detection of scabs requires lighting configurations that emphasize topographic surface features, with dark-field illumination and multi-angle camera arrays that capture the shadow patterns created by protruding material. iFactory's scab detection models are trained on over 200,000 labeled scab images across hot strip, plate mill, and heavy gauge products, achieving 94 percent detection accuracy with less than 2 percent false positive rate on top and bottom surface inspection.
- Dark-field illumination configuration optimized for topographic defect features on hot and cold surfaces
- Multi-class scab sub-typing distinguishing open scabs, closed scabs, and laminar scabs for root cause analysis
- Scab severity scoring based on height, area, and elongation for automated quality routing decisions
- Slab tracking integration linking detected scabs to upstream casting parameters for process improvement
Silver and Fold Detection — Thin Surface Laminations from Rolling Deformation
Slivers are thin, elongated surface laminations that form when subsurface defects in the slab — typically alumina clusters, calcium aluminates, or other non-metallic inclusions from the steelmaking process — are exposed and elongated during rolling reduction. Unlike scabs, slivers lie flat against the strip surface and can be extremely difficult to detect with conventional bright-field illumination because they produce minimal topographic contrast. Detecting slivers requires specialized lighting techniques including polarized light and structured light projection that reveal the subtle surface material discontinuity at the sliver edge. AI models trained on sliver defects across IF steel, HSLA, and advanced high-strength steel (AHSS) grades achieve reliable detection at sliver widths as narrow as 0.3 mm, enabling mills to identify sliver-prone slabs from specific casting sequences and adjust process parameters to reduce sliver generation rates.
- Polarized and structured light imaging for detection of low-topography slivers and surface folds
- Grade-specific detection models calibrated for IF steel, HSLA, and AHSS surface characteristics
- Sliver source attribution linking detected defects to casting sequence and tundish data
- Machine learning classification distinguishing rolling slivers from substrate-origin slivers for targeted corrective action
Edge Crack Detection — Identifying Longitudinal and Transverse Edge Separations
Edge cracks — transverse or longitudinal separations at the strip edge — are among the most dangerous surface defects in hot strip rolling, capable of propagating during cold rolling or forming operations to cause complete strip breaks that damage mill equipment and create safety hazards for operators. Edge cracks originate from edge quality issues in the slab, improper furnace temperature profiles, or excessive edge cooling during roughing mill rolling. Detection requires dedicated edge cameras positioned to capture both the top edge and bottom edge of the strip at angles optimized for revealing edge surface separation, combined with AI models that distinguish genuine edge cracks from edge burrs, edge wave, and decarburization artifacts that can trigger false alarms in traditional vision systems. iFactory's edge crack detection module processes top and bottom edge images from both drive-side and operator-side cameras, providing complete 360-degree edge coverage across the full coil length.
- Dedicated top-edge and bottom-edge camera arrays with optimized lighting for edge surface defect contrast
- Transverse crack vs longitudinal crack classification for root cause identification and corrective action
- Edge crack severity and propagation risk scoring based on crack depth, length, and orientation relative to rolling direction
- Integration with crop shear control for automatic defective edge removal optimization
Rolled-In Scale Detection — Oxide Defects Embedded During Rolling
Rolled-in scale is the most common surface defect on hot strip mill products, occurring when iron oxide particles from the slab surface or from scale that accumulates in the mill environment are pressed into the strip surface during rolling reduction. The appearance of rolled-in scale ranges from small isolated oxide spots less than 1 mm in diameter to continuous scale patches that cover large areas of the strip surface, creating surface discontinuities that affect downstream cold rolling surface quality, coating adhesion, and paint appearance. Scale detection is particularly challenging because the thermal signature of hot scale on hot strip can mimic real defects while being a normal process artifact that does not affect product quality. AI models trained on thermal and visible spectrum images from the hot strip mill can distinguish between harmful rolled-in scale that requires coil diversion and cosmetic scale that is acceptable within customer specification limits, significantly reducing unnecessary downgrades while maintaining quality standards.
- Dual-spectrum imaging combining visible and thermal cameras for scale detection on hot strip surfaces
- Scale severity classification distinguishing surface-cosmetic scale from structurally damaging embedded scale
- Scale source attribution identifying primary scale from slab reheat vs secondary scale from inter-stand formation
- AI models that learn product-specific scale acceptance criteria from downstream quality feedback and customer specifications
Surface Indentation Detection — Mechanical Imprints and Roll Mark Defects
Surface indentations include imprinted defects transferred from work roll surface damage, roll bite debris, pinch roll marks, and guide scratches that create surface depressions or raised impressions on the strip surface. Unlike material-origin defects such as scabs and slivers that are intrinsic to the steel, indentation defects are process-origin defects that signal a mechanical issue in the mill — a damaged work roll, a stuck guide, or debris in the roll bite — that will continue producing defective strip until the underlying mechanical issue is identified and corrected. AI detection of indentations requires analysis of the periodic pattern of defect occurrence across the strip surface, distinguishing between random material defects and repeat-pattern mechanical defects that occur at fixed intervals corresponding to roll circumference. iFactory's indentation analysis module automatically identifies repeat-pattern defects and correlates them with specific roll positions, enabling maintenance teams to identify and address the root cause before additional defective coils accumulate.
- Periodic pattern analysis for automatic identification of roll-cycle defects at fixed intervals
- Indentation depth and area measurement for severity classification and customer specification compliance
- Multi-surface detection capturing top surface, bottom surface, and edge indentation defects simultaneously
- Integration with roll shop tracking for automated work roll defect correlation and grinding scheduling
AI Vision System Architecture — From Image Capture to Defect Classification
The iFactory Surface AI Vision platform is engineered for real-time operation on high-speed strip mills, with a distributed architecture that processes image data at the edge — using NVIDIA GPU-accelerated cameras and inference servers — while centralizing defect data for cross-coil analysis, process improvement, and quality reporting. The system architecture is designed for deployment flexibility, supporting both greenfield installation with new camera arrays and retrofit integration with existing surface inspection systems through standard camera link, GigE Vision, and CoaXPress interfaces.
High-Speed Image Capture with Synchronized Illumination
Line-scan cameras operating at 16 to 64 kHz capture continuous strip surface images at resolutions from 0.2 mm to 1.0 mm per pixel depending on the defect detection requirements and surface type. Camera arrays are deployed across top surface, bottom surface, and both edges, with each camera position configured with dedicated LED illumination optimized for the specific defect types expected at that location. Encoder-triggered image capture synchronized with actual strip speed ensures consistent spatial resolution across speed variations from threading speed to maximum production speed.
NVIDIA Edge GPU Inference at Line Speed
Image data streams to NVIDIA Jetson AGX Orin edge inference servers mounted in the mill environment, where deep learning models process each image frame in sub-50 milliseconds to detect and classify defects before the next frame arrives. The edge inference architecture eliminates the latency and bandwidth constraints of cloud-based processing, enabling real-time defect detection at the full line speed of 20 m/s without image compression artifacts or transmission delays that would reduce detection accuracy.
Real-Time Defect Classification and Defect Mapping
Each detected defect is classified by type (scab, sliver, edge crack, rolled-in scale, indentation), measured for length, width, area, and severity, and mapped to its precise location on the strip surface. The defect map for each coil is generated in real time, showing the position, type, and severity of every defect detected across the full strip length — enabling quality decisions to be made at the exit end of the mill before the coil is transferred to the next process stage.
Automated Coil Quality Routing Based on Defect Severity
Coil quality decisions are automated based on configurable severity thresholds per defect type and product grade. Coils with zero defects or defects below the severity threshold for the scheduled product receive prime quality designation and proceed to standard processing. Coils with defects above the severity threshold are automatically routed for inspection, surface conditioning, or downgrade classification, eliminating the risk that a defective coil will be shipped to a customer without human review of the defect map.
Closed-Loop Process Feedback for Defect Reduction
Aggregated defect data across coils, shifts, and product families is analyzed by the AI platform to identify process patterns correlated with defect generation — specific casting sequences with elevated slab defect rates, furnace temperature profiles that increase scale generation, or roll campaign stages with higher indentation frequencies. These insights are fed back to process engineers and operators through real-time dashboards and automated alerts, enabling continuous defect rate reduction through targeted process improvements.
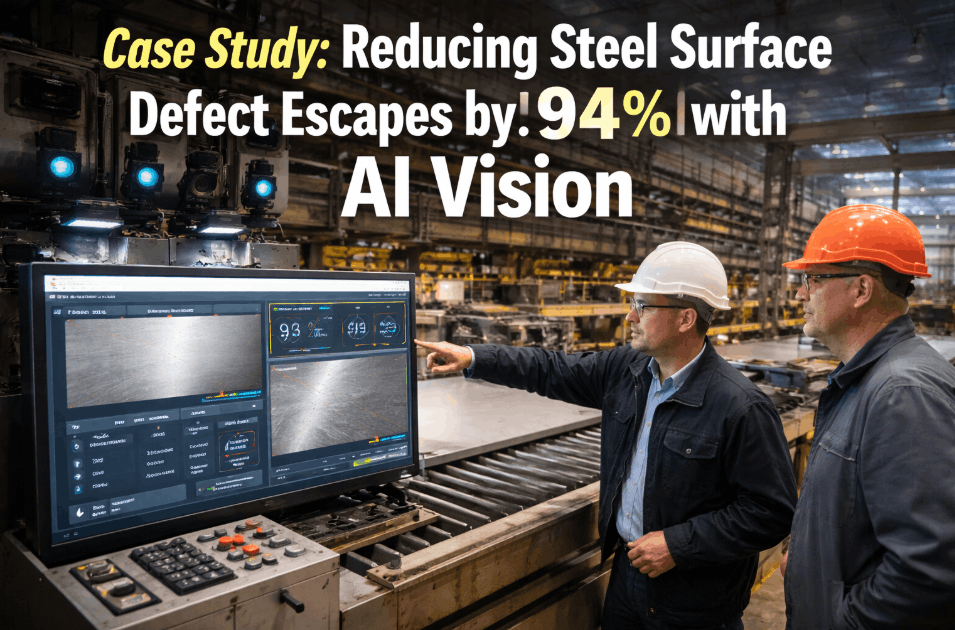
I have spent 18 years managing surface quality for a major integrated steel producer operating two hot strip mills and three cold rolling complexes serving the automotive, appliance, and construction markets. Our hot strip mill produces approximately 3.8 million tons annually across 800 product grades, and surface defect claims were our single largest source of customer dissatisfaction — averaging 47 claims per year at an average cost of $12,400 per claim plus the hidden cost of lost future business from customers who diverted volume to competitors with better surface quality performance. We had attempted machine vision inspection twice before, both times from established equipment vendors, and both systems were decommissioned within 18 months because false positive rates above 25 percent on hot strip surfaces led the operators to ignore the inspection system entirely. The fundamental problem was that rule-based vision algorithms could not distinguish between real defects and the overwhelming variety of surface artifacts — water stains, scale patches, thermal gradients — that are part of normal hot strip production.
iFactory's Surface AI Vision platform was different because the deep learning models were trained on actual defect images from our mill across all 800 product grades over a 24-month training period. Within 90 days of deployment, the system was detecting and classifying defects with 95 percent accuracy and a false positive rate below 3 percent. Our operators began trusting the system during the first shift of closed-loop operation because they could see that the AI was identifying defects at sub-millimeter resolution that no human inspector could detect at line speed. In the first year of operation, surface defect claims dropped from 47 to 6, saving $510,000 in direct claim costs, and three of our four major automotive customers removed our hot strip mill from their annual quality audit cycle based on 12 consecutive months of zero surface defect claims. The platform paid for itself in 11 months through claim reduction alone, and the additional value from reduced downgrades and optimized crop loss pushed the total annual benefit beyond $2.1 million.
Deploy AI-Powered Surface Defect Detection Across Your Hot Strip and Cold Strip Mills
From scab detection and sliver identification to edge crack monitoring and rolled-in scale classification — iFactory's Surface AI Vision platform delivers 95 percent defect detection accuracy at full line speed with sub-50 ms inference latency, false positive rates below 3 percent, and automated coil quality routing that eliminates surface defect claims.
- Manual visual inspection at coil exit covering less than 0.01% of strip surface; defects routinely missed on both top and bottom surfaces
- Offline sample grinding and etching with 2-4 hour delay between sample collection and defect identification
- Traditional machine vision with rule-based thresholding producing 20-30% false positive rates on hot strip surfaces
- Standalone inspection systems with no integration to process data historians or downstream quality systems
- Reactive quality management: defects discovered at customer facility generate claims after coil has been processed and shipped
- No systematic defect data collection across coils, preventing pattern identification for root cause process improvement
- 100% surface coverage across top, bottom, and both edges at full line speed up to 20 m/s; sub-millimeter defect resolution
- Real-time AI inference on NVIDIA edge GPU with sub-50 ms latency; defects classified and mapped within same coil pass
- Deep learning defect classification with 95% accuracy and <3% false positive rate across all surface types and grades
- Integrated platform connecting camera arrays, edge inference, coil tracking, quality routing, and process historian systems
- Proactive quality management: defective coils identified and routed for inspection or conditioning before exit end of the mill
- Continuous defect data aggregation and pattern analysis for root cause identification and process improvement across shifts
- Coil-to-coil learning with AI model refinement based on downstream and customer quality feedback
Surface AI Vision for Steel — Frequently Asked Questions
What surface defect detection accuracy can AI vision achieve on hot strip mills compared to traditional machine vision?
AI-driven surface defect detection typically achieves 93 to 97 percent detection accuracy across the major defect categories — scabs, slivers, edge cracks, rolled-in scale, and indentations — compared to 60 to 75 percent for traditional rule-based machine vision systems. The most significant improvement is in false positive rate reduction: deep learning models achieve less than 3 percent false positives versus 20 to 30 percent for traditional systems, which is the critical factor for operator trust and system adoption in production environments where excessive false alarms lead to operators ignoring the inspection system entirely.
How does the AI platform handle the challenging imaging conditions on hot strip mills — scale, water, steam, and thermal radiation?
iFactory's Surface AI Vision platform employs a combination of hardware and software approaches to manage challenging mill conditions: high-intensity pulsed LED illumination synchronized with camera exposure to overcome thermal radiation interference, air curtains and water shields for lens protection in steam and scale environments, and AI models specifically trained to distinguish between real defects and surface artifacts caused by water, scale, and thermal gradients. The platform maintains detection accuracy across the full range of mill operating conditions from hot strip finishing temperatures above 850 degrees C to cold strip ambient temperature operation.
What is the expected ROI timeline for deploying AI surface defect detection on a hot strip mill?
Hot strip mills deploying iFactory's Surface AI Vision platform typically achieve full investment recovery within 8 to 14 months, driven primarily by surface defect claim reduction. For a mill with an average of 40 to 60 claims per year at an average cost of $10,000 to $15,000 per claim, eliminating 80 to 90 percent of claims generates $400,000 to $800,000 in annual savings. Additional ROI contributors include reduced downgrade losses, optimized crop loss through edge crack detection, and improved customer retention from consistent surface quality performance.
Can the system detect defects on both top and bottom strip surfaces simultaneously?
Yes. iFactory's Surface AI Vision platform deploys dedicated camera arrays for top surface, bottom surface, drive-side edge, and operator-side edge inspection simultaneously, providing 100 percent surface coverage with independent AI models optimized for each surface type. Bottom surface inspection uses under-strip camera mounting with upward-facing illumination, while edge inspection uses angled camera positions capturing both the strip edge face and the edge-adjacent top and bottom surfaces. All camera streams are synchronized to the same encoder position for consistent defect mapping across all surfaces.
What operator training and cultural change is required for adopting AI-based surface inspection on a hot strip mill?
iFactory provides a structured training program that includes classroom sessions covering AI model fundamentals and platform interface navigation, hands-on simulator training for advisory mode operation, and on-the-floor coaching during the initial closed-loop deployment phase. Most quality inspectors and mill operators become proficient with the platform within 1 to 2 weeks of advisory mode operation and transition comfortably to closed-loop control within 3 to 4 weeks. The platform is designed for operator acceptance from day one, with a clear recommendation interface showing AI-detected defect maps alongside confidence indicators and manual override capability for all quality routing decisions. Book a Demo to discuss a deployment timeline and training program for your specific mill configuration.