Hot-rolled steel inspection is the most technically demanding application for AI vision systems in metal manufacturing. The environment combines 900–1,100°C strip temperatures radiating intense heat, fine iron oxide scale particles that coat every surface within metres of the mill, electromagnetic interference from multi-megawatt drive systems, and strip speeds exceeding 1,000 metres per minute — four factors that rule out every class of vision hardware used in standard manufacturing inspection. The defects that matter most in hot-rolled coil — roll marks, scale pits, seams, edge cracks, and laps — are often sub-millimetre in width, low in contrast against the hot metallic strip surface, and present only for 50–100 milliseconds as they pass the inspection camera. Yet catching them before the coil ships to a cold rolling mill or external customer is worth $80–180 per tonne in avoided downgrade costs, and not catching them risks $100,000–400,000 per customer claim on automotive-grade product. iFactory's AI Vision Inspection system is purpose-engineered for the hot strip mill environment — with water-cooled camera enclosures, multi-spectral illumination arrays rated for 75°C ambient, deep learning models trained on 2.8 million hot-rolled defect images, and real-time MES integration that closes the quality loop within the same production sequence.
Hot-Rolled Steel Defect Detection: AI Vision System Implementation Guide
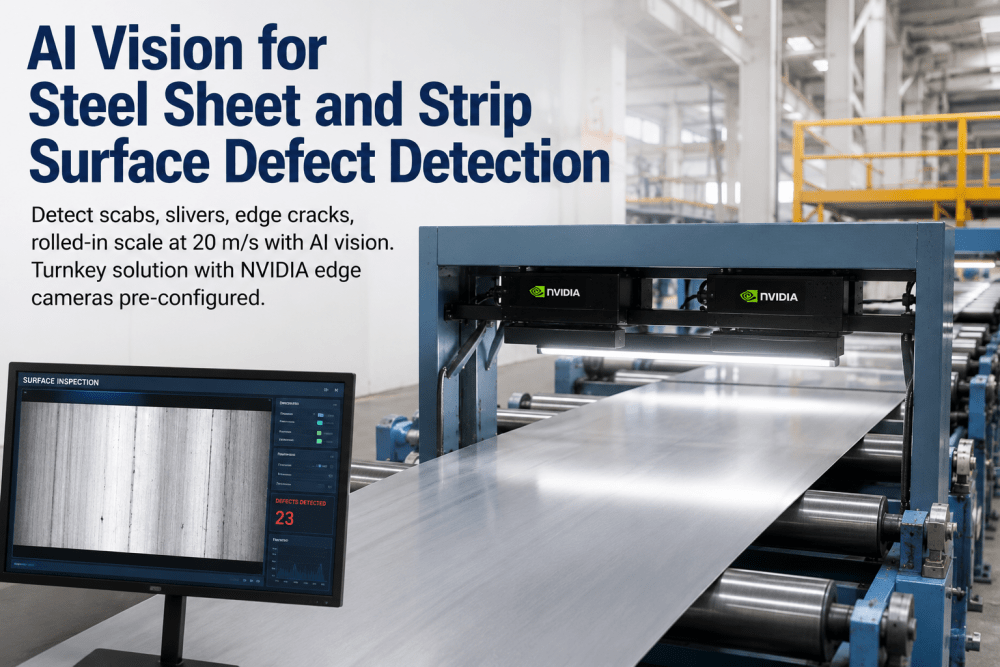
Camera selection for 1,000°C+ environments, lighting configurations for the runout table, defect classification models, and step-by-step MES integration for hot strip mills.
Why Hot Strip Mill Inspection Fails Without Purpose-Built Hardware
Standard industrial vision cameras fail within days in the hot strip mill runout table area. At 900–1,100°C strip temperature, ambient air temperature at the inspection point reaches 55–75°C. Fine iron oxide scale becomes airborne at strip speeds above 200 m/min. Cooling water misting creates humidity that fogs conventional optics within hours. See iFactory's HSM-rated hardware in a live demo.
Camera & Hardware Selection Guide — By HSM Installation Zone
The correct hardware specification depends on where in the hot strip mill the camera is positioned. Each zone has different temperature, contamination, and vibration profiles. iFactory's hardware team specifies and installs the complete system — cameras, enclosures, lighting, and cables — with no customer procurement required.
| Installation Zone | Temperature | Camera Type | Enclosure | Lighting |
|---|---|---|---|---|
| Finishing Mill Exit Between F7 and runout table entry |
65–75°C ambient | 16,384px line-scan · 100kHz line rate | Water-cooled · IP67 · EMI-shielded | Pulsed 850nm LED · air curtain |
| Runout Table (Mid) Coil temperature 700–900°C |
55–65°C ambient | 8,192px line-scan · 50kHz line rate | Air-cooled · IP65 · top-mount | Pulsed multi-spectral · raking angle |
| Downcoiler Entry Final quality gate before coiling |
45–55°C ambient | 16,384px line-scan · 80kHz line rate | Air-cooled · IP65 · above/below pair | Dual multi-spectral · both faces |
| Side Trimmer / Edge Edge quality after shearing |
35–45°C ambient | Area camera · 12MP · 3fps | Standard IP54 · side mount | Diffuse white LED · both edges |
18 Hot-Rolled Steel Defect Types — Classification & Root Cause
Hot-rolled coil defects originate at five process stages — continuous caster, reheating furnace, roughing mill, finishing mill, and runout table. iFactory's model is trained to classify defects by type and trace them back to the originating process stage automatically.
5-Step MES Integration — From Camera to Quality Disposition
The hardware is only half the implementation. The business value comes from connecting the vision system output to your MES, quality record system, and process control loop — so every defect detection triggers an automatic quality response rather than a manual re-grading decision.
MES Coil Order Feed
Day 1–2iFactory connects to MES via REST API or OPC-UA to receive real-time coil production order data — grade, thickness, width, customer, and quality specification — so defect severity thresholds are dynamically set per coil by grade and destination.
PLC Coil Tracking Signal
Day 2–3iFactory reads the coil head/tail detection signal from the rolling mill PLC via OPC-UA — enabling per-coil defect mapping with position tracking from 0m to coil end. Every defect is tagged with distance from head (metres) and width offset (mm from edge).
SAP QM Quality Record Write
Day 3–4At coil completion, iFactory generates a SAP QM quality notification with the full defect map — defect type, count, area (cm²), severity grade, and position. Usage decision is pre-populated based on grade and defect severity rules. Quality engineer confirms or overrides in SAP.
Process Parameter Correlation
Week 2iFactory correlates every detected defect with PLC process parameters at the exact timestamp — roll force, furnace temperature zone, descaler pressure, strip speed, and AGC deviation. Root cause hypothesis is generated automatically and displayed to the quality engineer with supporting data.
Real-Time Process Feedback
Month 2For validated defect-process parameter pairs, iFactory sends corrected setpoint recommendations to the L2/MES control system within 2 seconds of defect detection — enabling correction before the next coil on the same roll pass. 14 parameter pairs auto-correct without operator input.
Before vs After — iFactory AI Vision at a 3.2 MTPA Hot Strip Mill
Results from a 3.2 MTPA hot strip mill in Jharkhand, 14 months post deployment. Verified by plant quality director and validated against SAP QM rejection records.
What the Hot Strip Mill Quality Head Said
We had 6 inspectors on the runout table in 2 shifts, catching about 63% of defects. The descaler pressure defects were the worst — a blocked nozzle would run for 2–3 coils before someone spotted the scale pitting pattern. iFactory caught the first coil with the blocked nozzle and traced it to the exact header. We now have zero repeat descaler incidents because the system tells us which header caused it, every time, within 3 seconds of detection.
Frequently Asked Questions
How does iFactory handle the strip luminance from hot strip — doesn't the glowing steel overwhelm the camera?
Yes — this is the critical hardware challenge. iFactory uses pulsed 850nm near-infrared LED illumination synchronised to the camera at 100,000 pulses per second. At 850nm, the LED illumination is outside the peak emission spectrum of 900°C steel (~2,500nm), and bandpass optical filters on the camera lens block visible and short-IR emission from the strip itself. The camera sees only reflected illumination light — not strip glow — giving high-contrast defect images even on the hottest strip.
How long does the AI model take to learn our specific defect types and false positive sources?
iFactory's model arrives pre-trained on 2.8 million HRC defect images covering all 18 standard defect types. From Day 1, detection accuracy for standard defects is 95%+. Plant-specific variant training — your roll mark patterns, your furnace skid geometry — takes 2–3 weeks via active learning, reaching 99%+ accuracy for all variants by Week 4. False positive suppression for your specific process artefacts (cooling water patterns, edge oxide, etc.) is calibrated during commissioning.
Can the system inspect both the top and bottom faces of the strip simultaneously?
Yes — the standard iFactory HSM installation uses a top/bottom camera pair at the downcoiler entry, with separate illumination arrays for each face. Top and bottom defect maps are merged into a single per-coil defect record. For defects that appear on only one face (like roll marks from a specific work roll), the top/bottom pair allows the AI to identify which roll is the source by correlating defect position with roll engagement geometry.
What is the camera maintenance requirement — how often do enclosures need to be cleaned or serviced?
Standard maintenance interval is 30 days for lens auto-cleaning system service and 90 days for cooling water circuit check. Positive-pressure air purging keeps scale off the optical path continuously between service intervals. Enclosure body inspection is performed at each planned mill stop. Mean time between unplanned camera downtime events across all iFactory HSM installations is 1,400+ hours.
Deploy iFactory AI Vision on Your Hot Strip Mill
Full hardware install, model training, and MES integration — delivered in 4 days during a planned mill stop.