Hot-dip galvanizing (HDG) lines represent one of the most precisely controlled continuous processes in steel manufacturing, where strip traveling at speeds up to 200 meters per minute passes through a bath of molten zinc at approximately 460°C while air knives on both sides adjust coating weight to within ±2 grams per square meter. For coating line managers at automotive-grade HDG facilities, the margin between prime-quality galvanized steel and costly downgrades or reruns is measured in microns of coating thickness, degrees of bath temperature, and fractions of a percent of dissolved aluminum in the zinc bath. iFactory AI's Coating Weight AI module provides HDG operators with a unified predictive platform that anticipates coating weight variations before they occur, optimizes air knife parameters in real time, and correlates upstream process variables with downstream quality outcomes to achieve target coating weights with minimal zinc consumption and zero-defect surface quality. Book a Demo to see the platform configured for your HDG line's product mix, coating weight specifications, and quality targets.
Achieve Precision Coating Weight Control Across Your HDG Line with AI-Driven Optimization
iFactory's Coating Weight AI module combines real-time air knife optimization, zinc bath chemistry prediction, and surface defect anticipation in a single platform purpose-built for hot-dip galvanizing lines producing automotive-grade and construction-grade coated steel products.
Coating Weight Precision — The Critical Variable in HDG Quality and Profitability
Coating weight control is the single most important quality parameter on any hot-dip galvanizing line, directly affecting corrosion protection performance, formability, weldability, and paint adhesion for downstream automotive and construction applications. For coating line managers, the challenge is maintaining target coating weights within tight specification windows while minimizing zinc consumption, which at $1.30 to $1.80 per pound represents one of the largest variable costs in HDG production. A typical automotive-grade HDG line producing 400,000 tons annually with an average coating weight of 70 g/m² spends $8 million to $12 million per year on zinc alone, meaning every gram per square meter of coating weight reduction at the lower end of the specification range translates directly to bottom-line savings.
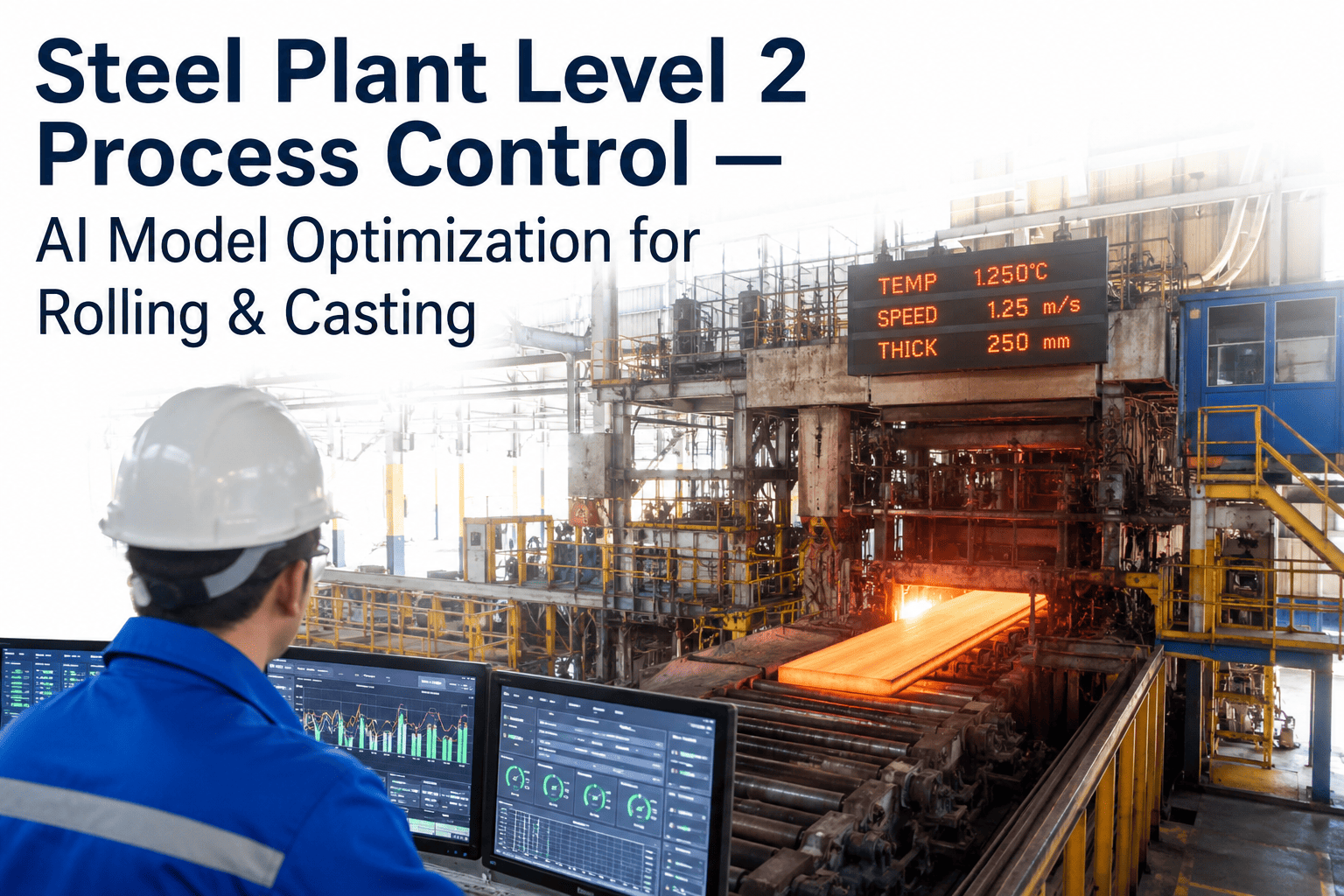
The physics of coating weight control is governed by the relationship between air knife pressure, knife-to-strip distance, strip speed, bath temperature, and zinc viscosity, with each variable interacting in ways that make manual or PID-based control inadequate for modern high-speed HDG lines operating at the tightest coating weight tolerances. As strip speed varies during coil transitions, tail-out events, and tension changes, air knife parameters must be adjusted continuously to maintain uniform coating weight from the head end to the tail end of each coil. iFactory's Coating Weight AI model ingests these process variables in real time and predicts the optimal air knife pressure and gap settings for every meter of strip, maintaining coating weight consistency across speed changes, product transitions, and coil-to-coil variations that would otherwise produce off-specification coating at transition points.
AI-Driven Coating Control Strategy Across the Galvanizing Line
Effective coating weight control requires coordination across every section of the galvanizing line, from the annealing furnace exit temperature and strip entry condition at the zinc bath to the air knife geometry, bath chemistry management, galvanneal furnace profile (if applicable), and downstream surface inspection feedback. Each variable affects coating weight either directly through the wiping process or indirectly through the zinc-steel reaction kinetics that determine intermetallic layer formation and final coating structure. iFactory's Coating Weight AI platform integrates data from all of these process zones into a unified control model that optimizes coating weight across the full HDG line rather than treating the air knife as an isolated control variable.
Air Knife Geometry Optimization and Pressure Control
The air knife is the primary actuator for coating weight control, using high-velocity nitrogen or compressed air jets to wipe excess zinc from both surfaces of the strip as it exits the zinc bath. Knife parameters include slot gap (typically 0.5 to 2.0 mm), air pressure (50 to 400 mbar), knife-to-strip distance (5 to 30 mm), and knife impact angle, each of which must be adjusted dynamically as strip speed and gauge change across the product mix. Traditional PID controllers react to coating weight deviations after they occur, creating transient off-specification coating at every speed change and coil transition. iFactory's AI model predicts the optimal knife parameter combination for each product and process condition before the transition occurs, maintaining coating weight within specification throughout the entire coil.
- Predictive knife pressure and gap adjustment based on incoming strip speed, gauge, and temperature data from upstream sensors
- Cross-knife balancing algorithms that maintain equal coating weight on top and bottom surfaces within ±0.5 g/m²
- Knife edge wear monitoring through coating weight pattern analysis, scheduling maintenance before off-specification production occurs
- Product-specific parameter presets that learn from historical quality outcomes for each SKU and coating weight specification
Zinc Bath Chemistry and Temperature Management
The zinc bath at 455–470°C contains approximately 98.5 to 99.8 percent zinc with controlled additions of aluminum (typically 0.12 to 0.30 percent for spangle control and intermetallic formation), antimony, and other trace elements that affect coating adhesion, spangle appearance, and corrosion performance. Bath aluminum content directly influences the Fe–Zn intermetallic layer growth, with deviations outside the target window causing either excessive Fe–Zn alloy growth (leading to coating brittleness and poor formability) or insufficient alloy growth (leading to poor coating adhesion and flaking during forming). iFactory's bath chemistry model predicts aluminum depletion rates based on strip throughput, bath temperature, and dross generation, recommending small-batch aluminum additions that maintain target chemistry within ±0.006 percent.
- Real-time aluminum concentration monitoring using in-line XRF sensors with AI model validation against laboratory ICP results
- Bath temperature optimization per product type, balancing coating adhesion requirements with dross generation minimization
- Automated aluminum addition scheduling based on predicted depletion curves and upcoming product sequence
- Iron ingress tracking from strip surface, predicting top dross and bottom dross generation rates for bath management decisions
Strip Entry Condition and Bath Interaction Control
The condition of the strip entering the zinc bath is a major determinant of coating quality, with strip temperature at the bath entry (typically 470–520°C after the annealing furnace), strip surface cleanliness (reducing atmosphere dew point and hydrogen concentration), strip roughness and topography, and strip flatness all affecting the zinc-steel reaction and final coating characteristics. Inadequate strip heating or excessive cooling between the furnace exit and the bath entry can cause localized coating defects including bare spots, heavy edge coating, and uneven intermetallic growth. iFactory's strip entry model integrates furnace temperature profile data, strip temperature measurements at the bath entry, and atmosphere composition data to predict coating quality outcomes before the strip contacts the zinc.
- Strip temperature prediction at bath entry based on furnace exit temperature, strip speed, and cooling section parameters
- Reducing atmosphere quality monitoring with dew point and hydrogen content alarm thresholds for surface defect prevention
- Strip roughness correlation with coating weight and intermetallic growth for skin-pass and temper mill setting optimization
- Strip flatness tracking to predict and correct edge coating weight deviations caused by strip buckling or edge wave
Galvanneal Furnace Profile Optimization
For galvannealed (GA) products — which represent a large and growing share of automotive coated steel demand — the post-coating galvanneal furnace heats the zinc-coated strip to 480–550°C to drive iron diffusion into the coating layer, converting the pure zinc coating to a Fe–Zn intermetallic layer with improved weldability, paint adhesion, and corrosion performance. The galvanneal furnace temperature profile, strip residence time, and furnace atmosphere must be precisely controlled to achieve the target iron content in the coating (typically 8 to 12 percent Fe for automotive outer panel applications) while avoiding over-annealing that produces brittle delta phase or under-annealing that leaves excessive eta phase at the coating surface.
- Furnace zone temperature profiling with AI optimization of heating rates per product type and strip gauge
- Fe content prediction model using furnace temperature, line speed, and incoming coating weight as input variables
- Galvanneal powdering resistance prediction based on intermetallic phase composition and coating thickness uniformity
- Cross-zone temperature balancing to maintain uniform coating properties across the full strip width and coil length
Real-Time Quality Feedback and Closed-Loop Control
Coating weight control cannot be fully optimized without real-time quality feedback from downstream measurement systems. On-line coating weight gauges using X-ray fluorescence or magnetic induction methods provide direct measurement of coating weight on both surfaces at rates of one to five measurements per second, while surface inspection systems detect coating defects including dross pick-up, bare spots, edge over-coating, and spangle uniformity variations. iFactory's closed-loop control architecture correlates downstream quality measurements with upstream process parameters, continuously refining the AI model's predictions and adjusting air knife, bath, and furnace settings to maintain coating weight within specification across every coil.
- Closed-loop coating weight correction cycle time of less than 2 seconds from measurement to knife parameter adjustment
- Multi-sensor fusion combining coating weight gauge, surface inspection, and bath chemistry data for holistic quality assessment
- Coil-to-coil learning that improves coating weight prediction accuracy across product transitions and production campaigns
- Real-time quality dashboards for coating line managers with SPC alarms and automated coil tagging for downstream processing
Dross Formation and Surface Quality Management
Dross formation is the most persistent quality challenge on HDG lines, with zinc-iron intermetallic particles forming continuously in the zinc bath through the reaction between dissolved iron from the strip surface and the molten zinc. Dross particles that become entrained in the coating produce surface defects ranging from small cosmetic inclusions to large dross streaks that render automotive outer panel steel unusable. Managing dross generation and removal is a continuous balancing act between bath chemistry control, temperature management, and mechanical skimming operations. iFactory's dross management module predicts dross generation rates based on iron input from the strip, bath temperature, and aluminum content, enabling proactive skimming and bath management that minimizes dross-related surface defects without excessive zinc removal.
Iron Ingress Prediction and Bath Loading Management
Iron enters the zinc bath primarily from the strip surface, with the iron dissolution rate determined by strip temperature at bath entry, strip surface roughness, and the reducing atmosphere quality in the furnace. Higher strip entry temperatures increase iron dissolution rates, while better reducing atmosphere quality reduces surface oxide content that would otherwise accelerate iron dissolution. iFactory's iron ingress model predicts the total iron load entering the bath for each coil and product segment, enabling proactive dross management that anticipates high-dross periods before they produce surface defects on critical automotive grades.
Bath Temperature Optimization for Dross Minimization
Bath temperature directly affects dross generation rates, with higher temperatures increasing the solubility of iron in zinc but also accelerating the intermetallic reaction that forms dross particles. The optimal bath temperature for dross minimization is the lowest temperature that maintains adequate coating fluidity for the specific product's coating weight and surface quality requirements. iFactory's temperature optimization model balances these competing factors, recommending bath temperature setpoints that minimize dross generation while maintaining coating weight control capability and surface quality for the active product mix.
Aluminum Management and Intermetallic Control
Aluminum content in the zinc bath suppresses Fe-Zn intermetallic formation by creating a thin Fe-Al inhibition layer on the strip surface, reducing iron dissolution and controlling the intermetallic reaction that produces dross. However, aluminum also reacts with iron to form Fe-Al dross particles that can be even more problematic than Fe-Zn dross in certain coating applications. Maintaining aluminum content within the optimal window for each product type is critical for dross management, with the target window typically narrower for exposed automotive grades than for construction-grade products.
Predictive Skimming and Bath Maintenance
Regular dross skimming is required to remove accumulated intermetallic particles from the bath surface, but excessive skimming removes usable zinc and increases operating cost while infrequent skimming allows dross buildup that produces surface defects. iFactory's predictive skimming module recommends optimal skimming timing based on dross generation rate predictions, bath sampling results, and surface defect trends from the downstream inspection system, enabling coating line operators to schedule skimming operations at the lowest-cost intervals for combined dross management and zinc conservation.
Real-Time Surface Defect Detection and Classification
AI-powered surface inspection systems using high-resolution cameras and deep learning defect classification enable real-time detection of dross-related surface defects including dross pick-up, dross streaks, and coating inclusions. iFactory's defect classification models are trained on millions of labeled defect images from HDG lines, enabling automated defect identification by type, severity, and root cause category. Defect data feeds back into the bath management and air knife control models, creating a closed loop between surface quality detection and upstream process optimization that continuously reduces defect rates across the product mix.
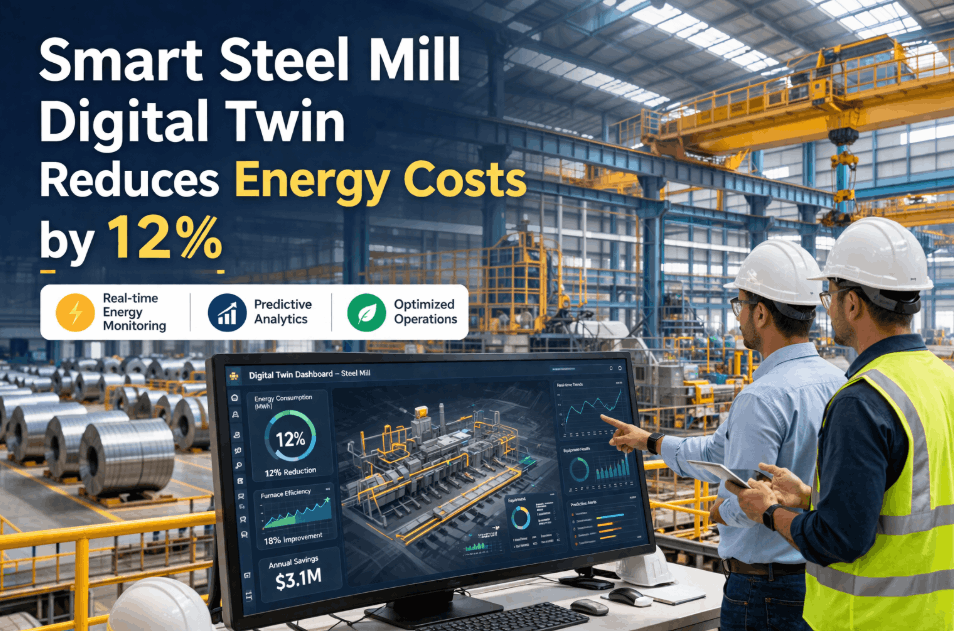
Our HDG line in the Midwest produces approximately 420,000 tons of galvanized and galvannealed steel annually, serving major automotive OEM stamping plants and construction supply chain customers across North America. The line runs at speeds up to 190 meters per minute with coating weights ranging from 50 g/m² light-coat construction grades to 140 g/m² heavy-coat structural applications, and the coating weight specification windows have been tightening every year as our automotive customers demand tighter tolerances for stamping consistency and weight reduction programs. Before deploying iFactory's Coating Weight AI platform, our coating weight distribution had a standard deviation of approximately 5.2 g/m² around the target, which meant we were running an average coating weight well above the minimum spec to avoid producing out-of-spec material at the lower tail of the distribution.
The AI model reduced our coating weight standard deviation to 2.1 g/m² within the first three months of deployment, enabling us to shift our average coating weight 6 g/m² closer to the minimum spec limit. On a line consuming approximately $9.5 million in zinc annually, that 6 g/m² reduction represents zinc savings of $780,000 per year without a single coating weight-related quality claim. The dross management module has been equally impactful, reducing dross-related surface defects on exposed automotive grades by 62 percent through predictive bath management that prevents high-dross conditions before they affect production. We are now planning to deploy the platform across our second HDG line and our hot-dip aluminum-silicon coating line as part of a broader coating control standardization initiative.
Deploy AI-Powered Coating Weight Control Across Your Hot-Dip Galvanizing Line
From predictive air knife optimization and zinc bath chemistry management to dross prediction and real-time surface inspection integration — iFactory's Coating Weight AI delivers the complete HDG quality control stack in one unified platform built for continuous galvanizing line operations.
Implementation Roadmap and Measurable Impact
Implementing AI-driven coating weight control on an HDG line is a structured process that typically spans 12 to 20 weeks from initial data integration to full closed-loop control. The implementation follows a phased approach designed to build confidence in the AI model's predictions while maintaining uninterrupted production on the coating line. iFactory's deployment team works alongside the coating line's process engineering and automation groups to integrate data streams from the line's existing sensors, gauges, and control systems, configure the AI model for the specific product mix and coating weight specifications, and train operators on the platform's recommendation interface and closed-loop control capabilities.
- PID-based air knife control with reactive adjustments after coating weight deviations occur; off-spec transitions at every speed change
- Bath chemistry management based on periodic laboratory sampling with 2–4 hour delay between sample and result
- Dross management by fixed-interval skimming schedule without real-time dross generation data or predictive modeling
- Surface inspection with manual defect review and delayed root cause analysis disconnected from upstream process data
- Coating weight target set above minimum spec to protect against distribution tail risk, consuming excess zinc on every coil
- Standalone control systems for air knife, bath management, furnace, and inspection with limited cross-system data sharing
- Predictive air knife control with sub-second response to speed, gauge, and temperature transitions; zero off-spec coating at transition points
- Real-time bath chemistry prediction via AI model validated against in-line and laboratory sensors; automated aluminum addition scheduling
- Predictive dross management with generation rate forecasting and optimal skimming timing based on iron ingress and bath conditions
- AI-powered surface defect detection with automated classification and closed-loop feedback to upstream process parameters
- Coating weight distribution tightened enough to shift average target 6–8 g/m² closer to minimum spec without quality risk
- Unified cross-system data integration connecting air knife, bath, furnace, gauge, and inspection data in a single optimization model
- Coil-to-coil learning with continuous model improvement based on downstream quality feedback and production outcomes
Optimize Coating Weight, Reduce Zinc Consumption, and Eliminate Surface Defects on Your HDG Line
iFactory tracks every process variable from furnace exit to coating weight gauge, predicts coating outcomes before they occur, and adjusts air knife, bath, and galvanneal parameters in real time — giving coating line managers the precision control they need to produce prime-quality coated steel at minimum material cost.
Hot-Dip Galvanizing Coating Control — Frequently Asked Questions
What coating weight tolerances can AI control achieve on a high-speed HDG line compared to conventional PID control?
AI-driven coating weight control typically reduces coating weight standard deviation by 50 to 65 percent compared to conventional PID-based air knife control, from approximately 5–6 g/m² down to 2–3 g/m² depending on line speed, product mix, and measurement system capability. This tighter distribution enables coating line managers to shift the average coating weight target 6 to 8 g/m² closer to the minimum specification limit without increasing out-of-specification risk, translating directly to zinc savings of $600,000 to $1.2 million per year on a typical automotive-grade HDG line producing 400,000 tons annually. The AI model achieves this precision by predicting process transitions before they occur and adjusting air knife parameters proactively rather than reactively.
How does the AI platform integrate with existing HDG line sensors, gauges, and control systems?
iFactory's Coating Weight AI platform connects to existing HDG line sensors and control systems through standard industrial communication protocols including OPC-UA, Modbus TCP, Profinet, and EtherNet/IP, reading data from air knife PLCs, bath temperature and chemistry sensors, coating weight gauges, surface inspection systems, and furnace control systems without requiring modifications to the existing control infrastructure. The platform operates in parallel with existing line controls, initially operating in advisory mode by displaying AI recommendations to operators before transitioning to closed-loop control through analog or digital outputs to the air knife and bath management controllers. Typical data integration and model configuration requires 4 to 6 weeks of on-site and remote engineering work.
What is the expected ROI timeline for deploying AI coating weight control on an HDG line?
HDG lines deploying iFactory's Coating Weight AI platform typically achieve full investment recovery within 6 to 14 months, driven primarily by zinc consumption reduction from tighter coating weight targeting. For a line consuming $9 million to $12 million in zinc annually, an 8 to 12 percent zinc savings generates $720,000 to $1.44 million per year in direct material cost reduction. Additional ROI contributors include reduced dross-related downgrade and rerun costs, decreased surface defect claims from automotive customers, reduced coating weight gauge calibration waste, and improved throughput from fewer coating-related slowdowns and stops. Total annual value for a mid-size HDG line typically ranges from $1.2 million to $2.5 million.
Can the AI platform handle galvannealed (GA) product coating control in addition to pure galvanized (GI)?
Yes, the iFactory platform includes dedicated galvanneal furnace optimization models that manage the additional control variables specific to GA production, including furnace zone temperature profiling, residence time optimization for target Fe content in the coating layer, and intermetallic phase composition prediction for powdering and flaking resistance. The platform is designed for lines that produce both GI and GA products with frequent product transitions, automatically switching control strategies based on the active product type in production. The AI model for GA production typically targets Fe content within 8 to 12 percent by weight with temperature zone control precision of ±2°C across the full strip width for uniform coating properties from head to tail.
What operator training and change management is required for deploying AI-based coating control on an HDG line?
iFactory provides a structured operator training program that includes classroom sessions covering AI model fundamentals and platform interface navigation, hands-on simulator training for advisory mode operation, and on-the-floor coaching during the initial closed-loop deployment phase. Most HDG line operators become proficient with the platform within 1 to 2 weeks of advisory mode operation and transition comfortably to closed-loop control within 3 to 4 weeks. The platform is designed for operator acceptance from day one, with a clear recommendation interface that shows the AI-proposed settings alongside current actual values, confidence indicators for each recommendation, and an override capability that allows operators to maintain manual control at any time. Training includes comprehensive SOP updates for air knife setup, bath management, and quality response procedures incorporating AI recommendations while maintaining operator authority over all production decisions. Book a Demo to discuss a deployment timeline and training program for your specific HDG line configuration.