The blast furnace blower is the single most consequential rotating asset in an integrated steel plant. Without continuous blast air supply at the designed pressure and volume, the blast furnace cannot sustain the raceway combustion that drives hot metal production — a blower emergency shutdown forces a furnace damping-down within minutes, triggering the same thermal shock cycle that shortens campaign life and costs $4 million or more per event when production loss, refractory damage, and emergency repair are fully costed. What makes blower failure particularly damaging is the combination of size, speed, and criticality: centrifugal blowers and axial turbo-compressors handling 150,000 to 800,000 cubic meters of blast air per hour operate at tip speeds above 300 meters per second under continuous thermal and mechanical stress. The failure modes — bearing degradation, impeller fouling and imbalance, surge and stall events, oil system contamination, shaft seal deterioration — all develop progressively, generating detectable condition signals weeks before they reach the threshold of forced shutdown. Blast furnace blower and turbo-machinery predictive analytics is the discipline that connects those signals to maintenance action before the emergency. Operations that have deployed iFactory's vibration monitoring and predictive analytics platform on their blower houses report a 92% reduction in unplanned blower-related shutdown events and an average of $6.8 million in annual avoided production loss per furnace.
The challenge for most U.S. blast furnace operations is not an absence of instrumentation on the blower — most turbo-machinery installations include vibration pickups, bearing temperature sensors, and process performance monitoring as part of the original installation. The gap is between those data streams and a maintenance analytics system that interprets them correctly, applies machine-specific baselines rather than generic alarm setpoints, and routes the right alert to the right person with enough lead time to schedule a planned intervention. If your operation is evaluating platforms, book a live blower analytics demo scoped to your blower house configuration.
The Four Failure Modes That Cause Most Blast Furnace Blower Emergency Shutdowns
Understanding which failure modes are responsible for the most production-stopping blower events is the prerequisite to deploying monitoring resources correctly. The four categories below account for more than 85% of unplanned blast furnace blower shutdowns across U.S. integrated steel operations, and each has a distinct condition signature that is detectable with the right analytics framework weeks before the failure event.
The reason most blast furnace blower failures result in emergency shutdowns rather than planned interventions is that the monitoring programs in place treat these failure modes with generic alarm thresholds rather than machine-specific baselines. A bearing vibration alarm set at 0.15 inches per second on a machine whose normal operating vibration is 0.08 in/s has 87% of its warning lead time consumed before the alarm fires. The same signal interpreted against the machine's actual baseline triggers at 20–30% above normal — typically 14 to 21 days before the alarm threshold is reached.
Vibration Monitoring and Condition Analytics: The Technical Foundation
Vibration analysis is the primary condition monitoring technology for blast furnace blowers and turbo-compressors, and it delivers the most specific and actionable information of any monitoring parameter available for these machines. The richness of the vibration spectrum — containing independent signals at shaft rotation frequency, bearing pass frequencies, blade pass frequency, and structural natural frequencies — allows analysts and AI systems to distinguish between bearing degradation, impeller imbalance, misalignment, and looseness from a single sensor array. The key requirement is that the analysis be applied against machine-specific baselines and frequency-resolved spectra, not against broadband vibration amplitude alarms.
Want to see iFactory's blower vibration analytics running on a real blower house dataset? Schedule a live platform walkthrough and bring your current blower configuration and monitoring gaps to the conversation.
Blower Performance Analytics: Efficiency, Specific Power, and Surge Prevention
Vibration analysis detects mechanical degradation. Performance analytics detects aerodynamic degradation — and the two must be combined to protect blast furnace blower reliability comprehensively. Specific power (kWh per 1,000 Nm³ of blast air delivered at the design pressure) is the most sensitive performance indicator for centrifugal and axial blowers because it integrates impeller efficiency, internal leakage, inlet and outlet conditions, and mechanical friction losses into a single measurable metric. A specific power rise of 3% above the post-overhaul baseline indicates degradation that warrants investigation; a 7% rise indicates an intervention is overdue and surge risk is elevated.
| Parameter | Measurement Method | Normal Range | Degradation Signal | Failure Mode Indicated | Advance Warning |
|---|---|---|---|---|---|
| Bearing Vibration (Overall) | Accelerometer, all bearing housings | Machine-specific baseline ±20% | Sustained rise >30% above baseline | Bearing degradation, imbalance, misalignment | 14–28 days |
| Shaft Displacement (Radial) | Proximity probe, journal bearing | Design clearance ±10% | Eccentricity ratio >0.6 at speed | Journal bearing oil film degradation | 7–14 days |
| Bearing Metal Temperature | Embedded RTD or thermocouple | Design temp ±15°C at load | Rise >20°C above baseline at same load | Oil film degradation, oil contamination | 3–10 days |
| Specific Power (kWh/1000Nm³) | Motor power ÷ corrected flow | OEM design ±3% | >7% above post-overhaul baseline | Impeller fouling, blade damage, labyrinth wear | 21–45 days |
| Surge Margin (%) | Operating point vs. surge line model | >20% above surge line at all loads | Margin <15% at normal blast volume | Impeller fouling, off-design operation | Hours to days (dynamic) |
| Oil Particle Count (ISO 4406) | In-line particle counter, lube system | ISO Class 16/14/11 or better | Particle count increase of 2 ISO classes | Bearing or gear wear, filter bypass, contamination | 14–30 days |
| Oil Cooler ΔT Efficiency | Oil inlet-outlet temperature vs. cooling water | Design ΔT ±10% at load | ΔT degradation >15% at constant load | Oil cooler fouling, reduced cooling capacity | 7–21 days |
| Seal Gas Differential Pressure | Pressure transmitter, seal gas supply | OEM minimum ΔP maintained | ΔP below minimum or rising gas consumption | Seal wear, contamination of seal gas system | 3–14 days |
Planned vs. Emergency Blower Maintenance: The Cost Case for Predictive Investment
The financial argument for blower predictive analytics is built on a single comparison: what does a planned blower intervention cost versus what does an emergency blower shutdown cost? The gap between these two numbers is so large that even a modest improvement in the ratio of planned to unplanned events produces a return that dwarfs the platform investment within the first year of deployment.
Ready to model the ROI of predictive analytics for your specific blower configuration and production rate? Book a 30-minute blower analytics assessment and bring your current blower event history and downtime cost data to the conversation.
Oil System Monitoring: The Overlooked Element of Blower Reliability
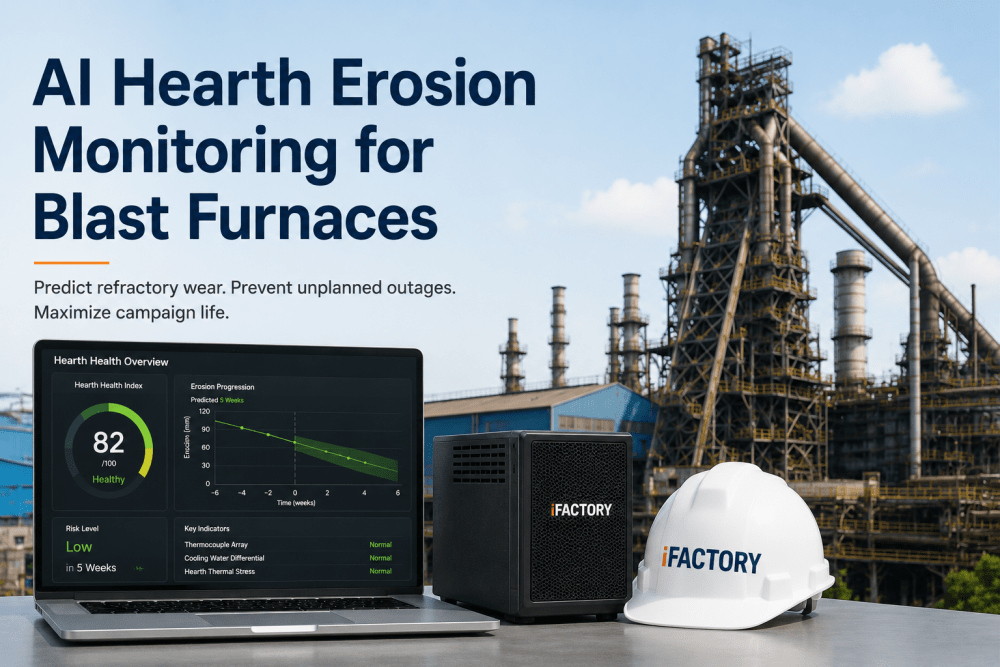
The lube and seal oil system is the life support system of a blast furnace turbo-blower — oil film bearing protection, shaft seal pressurization, gear lubrication, and coupling lubrication all depend on a clean, correctly viscosified, thermally controlled oil supply. Oil system failures are responsible for a disproportionate share of bearing failures in turbo-machinery, and most of them are preventable with continuous oil condition monitoring that most blower house programs do not currently run.
Expert Perspective
Conclusion: The Blower House as a Campaign Management Asset
Blast furnace blower and turbo-machinery reliability is not a maintenance department problem — it is a campaign management problem. Every unplanned blower emergency shutdown that forces a furnace damping-down imposes a thermal shock cycle on the hearth refractory, shortens campaign life, and costs $4 to $8 million in production loss and emergency repair. The aggregate impact of two to four such events per year — the typical frequency for U.S. blast furnace operations without a structured predictive monitoring program — can shorten a planned 18-year campaign to 14 years, adding $15 to $25 million in unscheduled reline cost to the already substantial production loss tally. Treating blower reliability as a campaign management input rather than a maintenance task changes the investment calculus: the cost of a comprehensive predictive analytics program for the blower house is recovered in the first prevented emergency shutdown event, and the value compounds over the life of the campaign.
iFactory's blower analytics platform connects your existing vibration sensors, process instruments, and oil system monitoring to a continuously updated machine health picture that turns the 14 to 28 days of advance warning already present in your sensor data into planned maintenance actions rather than emergency responses. The first question is not whether the data to prevent the next blower emergency shutdown is available at your facility — it almost certainly is. The question is whether the analytics system to convert it into action is in place before that next event occurs.
Frequently Asked Questions
When a blast furnace blower trips on protective shutdown, blast air supply to the furnace is interrupted within seconds. The blast furnace control system initiates an emergency damping-down sequence — closing blast valves, initiating furnace seal gas, and reducing burden input — to protect the furnace from thermal damage. Within 2 to 4 hours of blast interruption, the raceway combustion zones begin to cool and scaffold formation can begin in the lower furnace if the damping-down procedure is not executed correctly. The furnace typically requires 24 to 72 hours from blower restart to return to full production rate, depending on the severity of the thermal disruption and the condition of the raceway and hearth at the time of shutdown. The cost structure of a blower emergency shutdown breaks into four components: direct production loss during the shutdown period (typically $500,000 to $1,500,000 per day depending on hot metal price and furnace production rate), emergency repair labor and parts at 40 to 80% premium over planned rates, refractory damage from thermal cycling that accelerates hearth wear and shortens campaign life by an estimated 6 to 18 months per event, and customer commitment penalties for delayed hot metal deliveries to downstream steelmaking units or external customers. The total cost per event at a mid-size U.S. blast furnace ranges from $4 million to $8 million when all four components are included over the 30 days following the event.
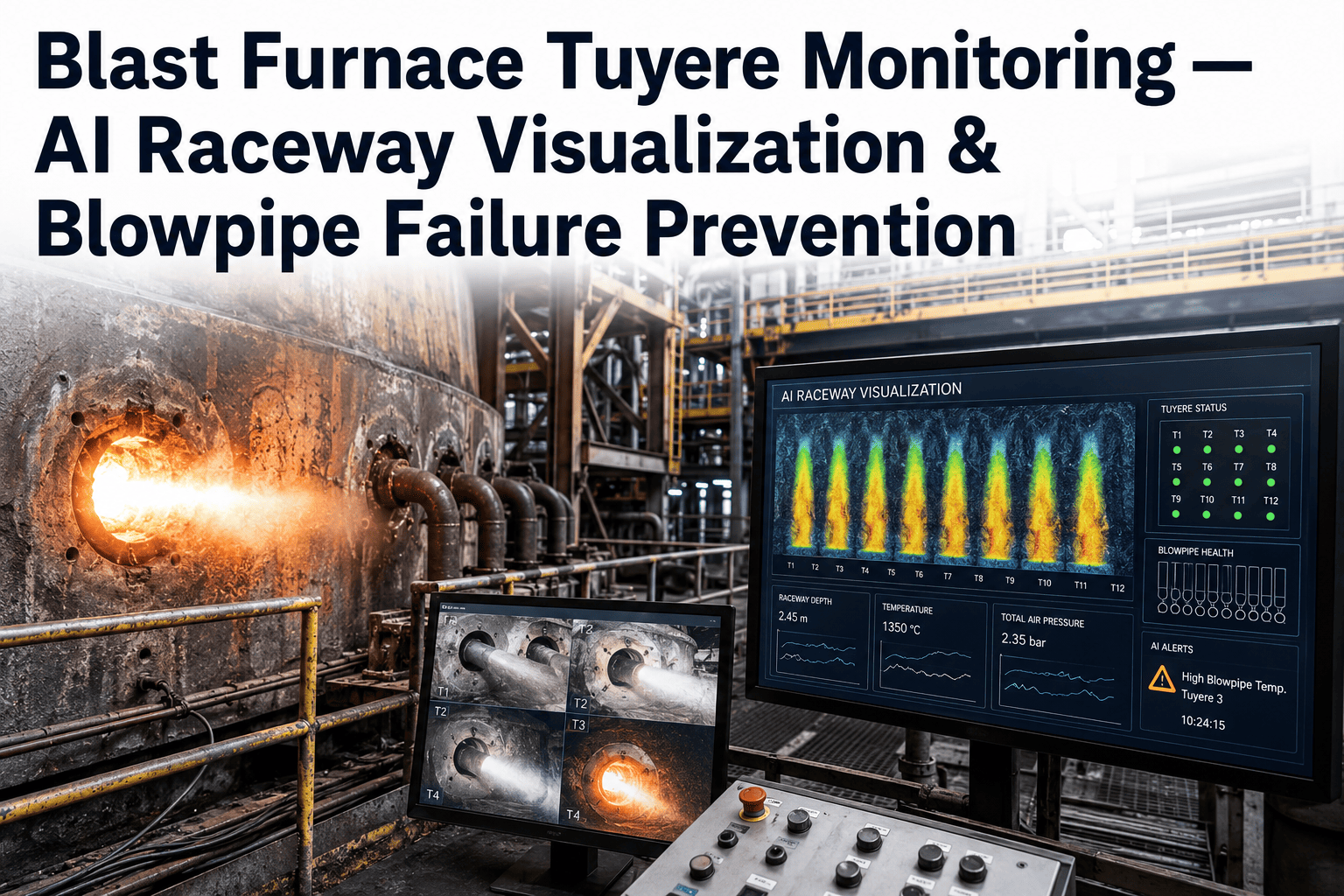
Aerodynamic surge is a dynamic instability condition in centrifugal compressors and blowers that occurs when the operating flow rate falls below the minimum stable flow at the current pressure ratio. When the impeller can no longer sustain the pressure rise against the system resistance — typically because flow has reduced below the surge limit — flow reversal occurs: air briefly flows backward through the impeller, the pressure ratio collapses, forward flow re-establishes, pressure rises again, and the cycle repeats at frequencies of 1 to 10 Hz. Each surge cycle imposes an impulsive pressure and velocity reversal across the impeller blades and shaft bearings, generating forces that can fracture impeller blades, destroy bearing clearances, and damage shaft seals within seconds of sustained surging. For blast furnace blowers, surge risk increases when impeller fouling reduces aerodynamic efficiency and moves the surge line to higher flow rates, when blast pressure rises due to furnace burden changes or burden slides, or when the blower is operating at part load for furnace management reasons. iFactory prevents surge events by continuously monitoring the blower's operating point (current pressure ratio vs. corrected flow rate) against the manufacturer's surge line and generating an alert when the operating point approaches within 15% of the surge limit. The alert identifies whether the approach is being driven by fouling (specific power rising simultaneously), blast pressure increase (furnace-side cause), or flow reduction (control issue), and recommends the specific corrective action appropriate to each cause — allowing the operator to address the developing surge condition before the machine trips on the protective surge detection system.
ISO 10816 and ISO 20816 provide general vibration severity criteria for rotating machinery classified by machine type, power, and bearing type. These standards define acceptable, alert, and danger thresholds for overall vibration velocity or acceleration measured on bearing housings. For general industrial machinery, these thresholds provide a useful safety net. For high-speed turbo-machinery like blast furnace blowers, they are structurally insufficient for two reasons. First, the absolute threshold values in ISO standards are derived from population statistics across machine types and do not account for the specific vibration signature, dynamic characteristics, and operating conditions of any individual machine. A blower that operates normally at 0.09 in/s RMS on its drive-end bearing has 67% of its ISO alert threshold consumed in normal operation — leaving only 0.06 in/s of threshold margin to detect a genuine fault before the alarm fires. If that machine develops a bearing defect that progresses from 0.09 in/s to 0.20 in/s over four weeks, the ISO alert fires with less than one week of remaining lead time instead of the three to four weeks that a machine-specific baseline would have provided. Second, ISO standards measure overall vibration amplitude but do not address frequency-specific fault analysis. A bearing defect frequency component rising at 50% above the machine baseline while overall vibration is unchanged does not trigger any ISO threshold alarm — but it is a highly specific early warning of the failure mode that will eventually drive overall vibration above the alarm level. iFactory uses machine-specific baselines calibrated to each monitored position at each operating point, combined with frequency-resolved fault detection at specific bearing, imbalance, and aerodynamic frequencies, to provide the 14 to 28 days of advance warning that ISO threshold monitoring alone cannot deliver.
Most blast furnace blowers installed in the U.S. in the past 25 years have sufficient existing instrumentation for iFactory to deliver meaningful predictive analytics without any new sensor investment. The minimum viable sensor set for Phase 1 deployment is the existing bearing vibration sensors (accelerometers or proximity probes at each bearing housing), bearing metal temperature sensors, motor power measurement (available from the MCC), and the process transmitters for blast volume, blast pressure, and inlet conditions. From these data streams, iFactory can establish machine-specific vibration baselines, calculate specific power, plot the operating point against the performance map, and detect bearing degradation, impeller fouling, and surge risk. This typically represents 65 to 75% of the maximum analytics value available from comprehensive monitoring. The remaining 25 to 35% of value comes from incremental sensor additions that iFactory identifies during the Phase 1 gap assessment: in-line oil particle counters for continuous oil condition monitoring (the single highest-value sensor addition for most blower programs at approximately $8,000 to $15,000 installed per system), shaft displacement proximity probes if not already installed at journal bearing positions ($12,000 to $25,000 per bearing set), and seal gas ΔP transmitters if seal gas monitoring is not currently in place. A full Phase 1 deployment including these additions is typically complete within 6 to 8 weeks of contract execution, with live fault detection beginning as baselines are established in the first 90 days of operation.
For a single blast furnace blower house with two to three operating blowers and existing vibration and process instrumentation, iFactory's predictive analytics deployment runs $45,000 to $110,000 in total platform investment over a 6 to 8 week implementation timeline. The cost breakdown is approximately: sensor connectivity and data integration including PLC, SCADA, and historian connections ($12,000 to $28,000), iFactory platform configuration including machine baseline establishment, performance map model build, and alert threshold calibration ($18,000 to $45,000), work order automation and CMMS integration ($8,000 to $20,000), and training and commissioning ($7,000 to $17,000). Incremental sensor hardware (oil particle counters, shaft probes) adds $25,000 to $60,000 where required. The ROI model for this investment has a simple structure: at a $4 to $8 million cost per prevented emergency blower shutdown, a single prevented event recovers the full platform investment 40 to 180 times over. Even if the analytics program prevents only one additional major failure event per two years — a conservative estimate based on iFactory steel customer data showing an average of 2.3 additional prevented events per year — the first-year ROI exceeds 1,500%. The more financially meaningful metric is the reduction in the annualized expected value of blower emergency events: at two events per year average frequency and $5 million average cost, the expected annual downtime cost is $10 million. A 92% reduction in unplanned events reduces that to $800,000 expected annual cost — an $9.2 million annual value against a $45,000 to $110,000 platform investment.