Steel plant safety failures do not happen without warning. They happen when the warning is present in the data and no system exists to interpret it, escalate it, and convert it into action before the failure threshold is crossed. The U.S. steel industry's incident record — water-steel contact explosions in EAF melt shops, ladle transfers that became molten metal releases, combustible gas accumulations in confined spaces, overhead crane failures during active production — shows a consistent pattern: the equipment that catastrophically failed was generating detectable anomaly signals in the hours, days, and in many cases weeks before the event. Delta temperatures on water-cooled panels were climbing. Bearing vibration was trending up. Gas pressure balances between isolation valves were drifting. Ladle campaign counts were approaching limits without triggering inspection queues. What was missing in every case was not sensor coverage. It was an AI analytics layer that connected those signals, applied consequence-weighted thresholds, and delivered actionable intelligence to a decision-maker with enough lead time to intervene. iFactory's predictive safety analytics platform closes exactly that gap — continuously monitoring critical assets, automating inspection workflows, and escalating compound risk conditions before they become incident reports. Operations that have deployed iFactory's safety analytics platform are reporting 68% reductions in safety-related unplanned stoppages and 38% reductions in OSHA recordable incident rates within the first year of live monitoring.
Why Steel Plant Safety Failures Follow a Predictable Pattern — and Why Most Plants Miss It
Post-incident investigations at U.S. steel facilities consistently reveal the same anatomy: catastrophic outcomes that were not caused by a single failure but by the convergence of multiple degraded conditions that individually appeared manageable. A water-cooled EAF panel with a rising delta temperature — within the "monitor and manage" threshold — combined with a clogged drainage port and a three-week-overdue inspection cycle produces a water-steel contact explosion. A ladle preheater gas valve with a sticky seat — documented in a maintenance request 21 days prior — fails to close fully during a transfer sequence and ignites a burn event. A caster cooling pump with trending bearing vibration — 12% above baseline but not yet at the work order trigger — fails mid-cast and initiates a strand breakout. None of these events were inevitable. All of them were documented in the maintenance data before they became safety incidents.
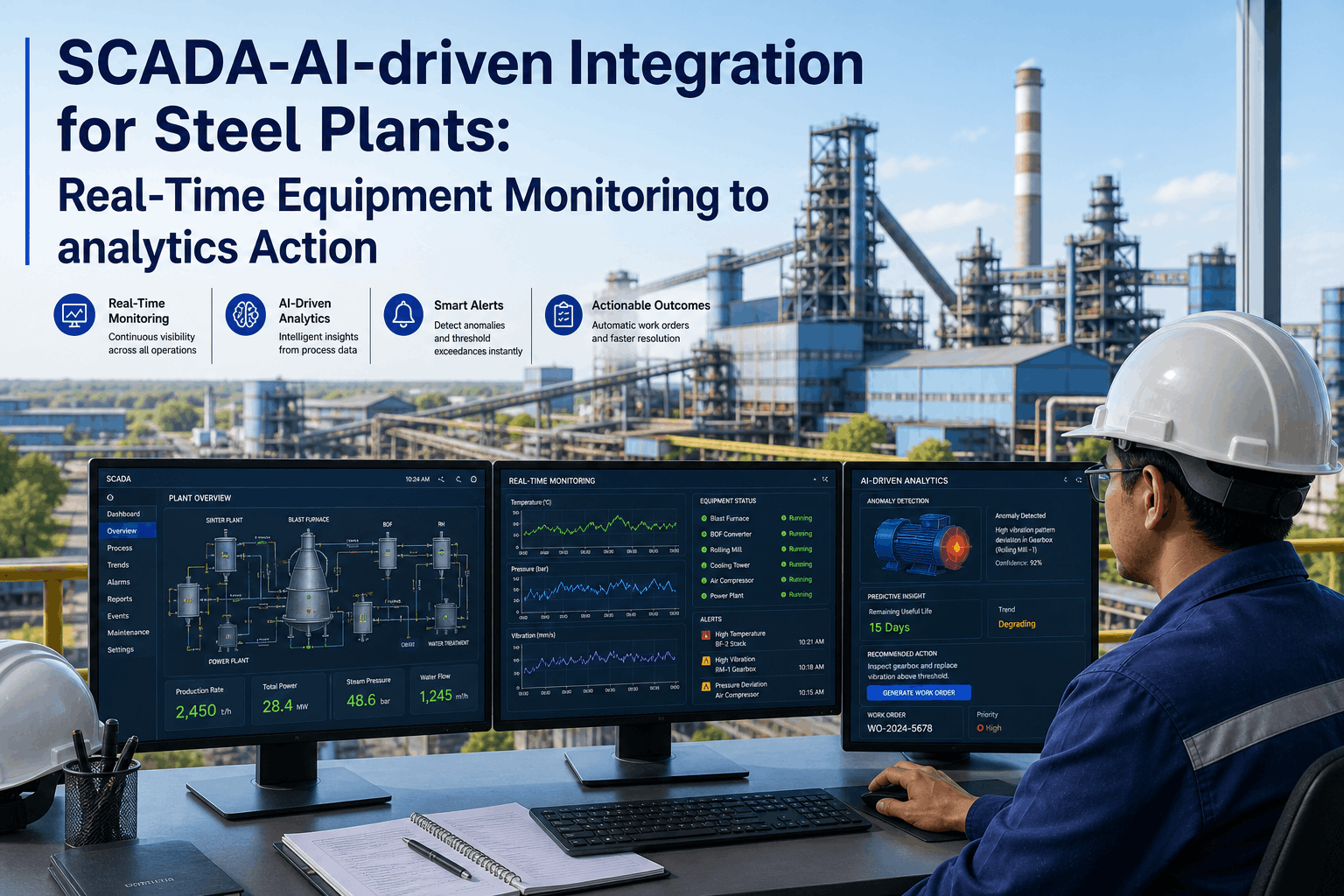
The analytics gap is structural. Most steel plants generate thousands of condition data points per hour across SCADA, historian, CMMS, and inspection records — but these systems do not communicate with each other. A compound condition that spans three systems (panel temperature, cooling water flow, inspection overdue status) is invisible to any single-system alarm. iFactory's safety analytics platform addresses this gap through multi-system data aggregation, consequence-based risk scoring, and compound risk detection that surfaces failure signatures before any single parameter reaches its standalone threshold.
The Four High-Consequence Asset Groups Where AI Analytics Prevents the Most Serious Failures
Steel plant safety analytics must be calibrated to the actual consequence hierarchy of the facility — not all equipment carries equal risk, and not all monitoring frameworks are equally appropriate across asset types. iFactory's safety analytics library defines four high-consequence asset groups responsible for the most severe potential outcomes in U.S. steel operations, each with distinct failure physics, monitoring parameters, and escalation logic designed for the specific risk profile of that equipment class.
EAF Water-Cooled Panel and Roof System Monitoring
Water-steel contact is the highest-consequence failure mode in electric steelmaking. A single panel burnthrough delivering water to molten steel at 1,600°C generates a steam explosion with energy equivalent to several kilograms of TNT. The pre-failure signal — rising inlet-outlet delta temperature on the affected panel circuit — is present 12–72 hours before burnthrough in documented incidents. iFactory monitors every panel circuit individually at 30-second intervals, applying the 8°C delta temperature alert threshold recommended by AIST guidelines and escalating to immediate tap suspension recommendation when 12°C is exceeded for 90 continuous seconds.
Ladle Handling, Tundish Systems, and Overhead Crane Safety
Overhead cranes handling ladles of molten steel are the highest single-consequence assets in a steel plant — a failure during ladle transfer or casting can release hundreds of tons of steel at 1,600°C into an occupied area. iFactory integrates crane load cell data, hoist brake condition monitoring, wire rope inspection records, ladle preheater valve leak detection, and ladle lining campaign tracking into a unified ladle handling safety dashboard that monitors every lift from the ladle yard to the teeming position.
Combustible Gas Infrastructure: Natural Gas, CO, and Hydrogen
Steel plants distribute natural gas, blast furnace gas (CO-rich), coke oven gas, and hydrogen across extensive networks at pressures that make any leak a potential ignition source. The hazard is compounded by confined spaces — furnace basements, valve pits, underground tunnels — where gas can reach explosive concentrations before a single-point detector triggers. iFactory's gas infrastructure monitoring integrates fixed-point gas detectors, pressure balance monitoring between isolation valve segments, and portable detection survey records into a single gas safety status dashboard.
Pressure Vessel and Boiler Inspection Compliance Tracking
Pressure vessels and boilers in steel plant utilities — steam generators, compressed air receivers, heat exchangers, accumulator vessels — are subject to ASME and state-jurisdiction inspection intervals that are not optional. A vessel with a lapsed inspection interval is an unquantified risk operating at full design pressure. iFactory automates inspection interval tracking for every pressure vessel and boiler in the facility, integrating with inspection contractor records to ensure no vessel's certification lapses undetected.
How iFactory's Consequence-Weighted Risk Engine Converts Condition Data into Prevented Accidents
Standard SCADA alarm systems monitor individual parameters against fixed setpoints. When one parameter breaches its threshold, an alarm fires — regardless of whether that threshold breach represents a 2% exceedance on a non-critical asset or a 20% exceedance on equipment whose failure mode involves molten metal release. The result is the alarm flood that characterizes every steel plant control room: 500–2,000 alarms per day, 60–80% requiring no action, operators trained by experience to dismiss alarms that have historically been false positives. iFactory's safety analytics replaces this flat alarm architecture with a consequence-weighted risk model that calibrates every condition deviation against the specific safety consequence of that asset's failure mode.
Automated Inspection Scheduling: Closing the Gap Between Condition and Action
The most common finding in post-incident investigations at U.S. steel plants is not the absence of a maintenance or inspection program — it is the failure of an existing program to trigger the right inspection at the right time. Paper-based checklists, calendar-triggered CMMS work orders, and inspection records stored separately from real-time condition data are structural failures in the safety management system. The table below documents how iFactory's automated inspection scheduling changes each element of this system — and what safety impact the change delivers.
| Inspection Element | Traditional Approach | iFactory AI Approach | Safety Impact | Compliance Benefit |
|---|---|---|---|---|
| EAF Panel Inspection | Quarterly calendar schedule regardless of condition | Condition-triggered by delta temperature trend rate | Inspections happen when risk is elevated, not when calendar says | OSHA PSM documentation maintained per condition event |
| Crane Wire Rope NDT | Annual interval, manually scheduled | Cycle-count triggered automatic work order | No rope operates past rated cycle count undetected | OSHA 1910.179 compliance records complete and auditable |
| Gas Valve Exercise | Manual log entry, frequently missed | Automatic escalation at interval expiry, locked permit system | 100% valve exercise compliance, emergency operability assured | PSM PHA action item closure documented automatically |
| Pressure Vessel Certification | Spreadsheet tracked, certification gaps common | 90/30/14-day advance work orders, contractor scheduling integrated | Zero lapsed certifications, ASME compliance maintained continuously | State-jurisdiction inspection records linked to vessel register |
| Ladle Lining Retirement | Campaign count tracked by shift supervisor | System-enforced retirement trigger, override requires documented approval | No ladle operates past safe campaign limit under any condition | Ladle history auditable for incident investigation and insurance |
| Safety Relief Valve Testing | Annual requirement, frequently deferred | Interval tracking with automated contractor scheduling and record integration | SRV operability verified on schedule for every pressure vessel | ASME Section VIII compliance documented per vessel per interval |
iFactory customers deploying automated inspection scheduling report a 91% increase in safety-critical inspection completion rate within 60 days of go-live — converting from a program where overdue inspections were discovered reactively into one where no inspection interval lapses without a visible, accountable work order in the maintenance queue. Schedule a safety inspection workflow assessment for your facility.
The True Financial Cost of a Serious Steel Plant Safety Incident
The financial case for predictive safety analytics is unambiguous, and it is routinely underestimated in capital justification discussions. Direct OSHA penalty exposure, while significant, represents a fraction of the total incident cost. The largest components are operational: production downtime during investigation and remediation, equipment damage and emergency repair, legal liability from worker compensation and third-party litigation, and the insurance premium increases that follow a reported serious incident. For a mid-size U.S. integrated steel facility, the fully loaded cost of a single serious safety incident — one resulting in hospitalization — averages $4.2 million over a 24-month post-incident period.
- Willful OSHA violations: up to $165,514 per violation cited
- Serious violations: $1,000–$15,625 per violation per day unabated
- Multiple violation citations in a single EAF incident: $200K–$800K typical total penalty exposure
- Targeted inspection program following serious violation finding: 12–24 months of elevated regulatory oversight
- OSHA contest proceeding legal defense: $80,000–$250,000 average cost
- EAF water-steel explosion or caster breakout: 3–8 weeks partial or full shutdown typical
- $180,000–$400,000 per day of lost production for a mid-size integrated facility
- Emergency equipment repair and replacement: $300,000–$1,500,000 depending on damage scope
- Regulatory investigation-mandated shutdown extension beyond repair completion
- Customer order diversion costs, spot purchasing premiums, delivery penalty exposure
- Serious injury workers compensation claims: $380,000–$1.2M direct costs average
- Third-party contractor injury claims: $500,000–$5M depending on severity and jurisdiction
- Wrongful death litigation exposure where fatality occurred
- Civil penalty exposure under state environmental and safety statutes beyond federal OSHA
- D&O liability exposure where executive awareness of defects can be documented
- Insurance premium increases: 15–35% for 3–5 policy years following a reported serious incident
- Automotive and defense supply chain audit requirements increase materially after documented incident
- Recruitment and retention cost increases at facilities with documented safety records
- Capital investment restrictions when insurance coverage conditions are triggered by incident history
- Total strategic cost compounds for 3–5 years after incident date — majority not captured in year-one accounting
Expert Review: Why Steel Plant Safety Programs Need AI, Not Better Alarm Systems
In 27 years of process safety engineering in steel, I have reviewed more than 60 serious incident investigations at U.S. and Canadian facilities. The finding that appears in the majority of those reports — the one that never makes it into the press release version — is that the data was there. Vibration trending, panel temperature history, inspection overdue reports sitting in the queue. The plant had the information to prevent the incident. What they lacked was a system that connected the dots across those data streams, applied consequence-based urgency rather than parameter-based urgency, and delivered the right alert to the right person with enough lead time to act. The gap is not instrumentation. It is not training. It is the absence of a platform that treats safety-critical equipment condition data with the same analytical rigor that production yield gets. When I see a steel plant run a six-sigma program on coating weight variation and a calendar-based checklist on EAF panel inspection, I know exactly where the next incident report is going to come from. The investment calculus is not complicated. One serious incident costs 20 to 45 times the annual cost of a properly deployed predictive safety analytics system. The question is never whether the ROI is there. The question is whether the organization has the will to act on the data it already has before someone gets hurt.
Conclusion: The 48-Hour Window That Separates Prevented Incidents from Filed Reports
Steel plant safety failures are not inevitable. The 48-hour average warning window that exists in sensor data before most critical equipment failures means that every serious incident that does occur is a failure of data utilization, not a failure of technology availability. The instrumentation exists. The data is being generated. The historians are storing it. What is missing in facilities that continue to experience serious incidents is the analytics layer that aggregates those signals across systems, applies consequence-weighted thresholds rather than generic alarm setpoints, and delivers actionable intelligence to the right decision-maker before the failure threshold is crossed.
iFactory's safety analytics platform delivers exactly that capability: consequence-weighted risk scoring across EAF water systems, ladle and crane handling, gas distribution infrastructure, and pressure vessel compliance; automated inspection workflow that converts condition alerts into accountable work orders before certifications lapse; and compound risk detection that surfaces failure signatures invisible to any single-system alarm. The economic case for deployment is unambiguous: a single prevented serious incident recovers the full platform investment 20 to 45 times over. The human case does not require a financial argument. The data is available. The question is whether your safety management system is connected to it.
Frequently Asked Questions
The most common cause of serious explosions in U.S. steel plants is water-steel contact in EAF and BOF operations — specifically, water from a degraded or failed water-cooled panel entering the molten steel bath. One liter of water contacting steel at 1,600°C produces approximately 1,700 liters of steam instantaneously, with an explosive energy release equivalent to several kilograms of TNT. The failure mode is almost always preceded by a detectable signal: rising inlet-outlet delta temperature on the affected panel cooling circuit, indicating reduced heat transfer that precedes burnthrough. This signal is present 12–72 hours before the failure event in documented incidents. iFactory monitors every water-cooled panel circuit individually at 30-second intervals, applying the 8°C delta temperature alert threshold recommended by AIST safety guidelines and escalating to immediate tap suspension recommendation when 12°C is exceeded for 90 continuous seconds. The second significant explosion mechanism is combustible gas accumulation — natural gas, blast furnace gas rich in CO, coke oven gas — in confined spaces from undetected valve or pipeline leaks. iFactory addresses this through pressure balance monitoring between isolation valve segments, which detects leakage across a valve seat before gas reaches a fixed-point concentration detector. Both prevention mechanisms depend on the same fundamental capability: multi-system condition monitoring connected to consequence-weighted escalation that reaches a decision-maker in time to act before the failure threshold is crossed.
A standard SCADA alarm system monitors individual parameters against fixed setpoints and alerts when a single parameter exceeds its threshold. This architecture has two fundamental limitations for safety-critical applications. First, fixed setpoints cannot account for asset-specific baseline variation — a pump temperature alarm set at 95°C will false-alarm on a pump whose normal operating temperature is 88°C under full load, training operators to dismiss the alarm before the actual failure threshold is reached. Second, SCADA alarms are single-parameter and cannot detect compound failure modes — the convergence of multiple degraded conditions that produces catastrophic outcomes without any single parameter breaching its individual threshold. iFactory addresses both limitations through asset-specific baseline calibration, which eliminates the false alarm rate that desensitizes safety teams, and compound risk detection, which monitors pre-defined multi-system failure signatures — combinations of two or more parameters from interconnected systems whose simultaneous deviation indicates an emerging catastrophic condition. The operational difference is significant: SCADA generates 500–2,000 alarms per day in a typical steel plant, with 60–80% requiring no action. iFactory generates 15–30 prioritized safety actions per day, ranked by consequence severity, each with specific context about which asset is at risk, what the failure mode is, and what action is required. The result is a maintenance team that responds to every safety alert — because every alert has been filtered through consequence weighting before it reaches them.
Several OSHA standards create specific documentation and monitoring requirements for steel plant equipment that iFactory's safety analytics platform helps satisfy. OSHA 29 CFR 1910.179 (Overhead and Gantry Cranes) requires documented periodic inspection records including wire rope condition, brake performance, and structural integrity — records that iFactory maintains automatically with date, inspector, and finding documented for every inspection. OSHA 29 CFR 1910.147 (Control of Hazardous Energy) requires documented energy control procedures for all equipment undergoing service, with inspection verification that procedures are being followed — iFactory integrates LOTO work permit records with the equipment asset register to ensure no service work order is released without a verified procedure on file. For facilities with covered processes under OSHA 29 CFR 1910.119 (Process Safety Management), the Mechanical Integrity element requires documented inspection and testing of process equipment at frequencies based on manufacturer recommendations and previous inspection findings — exactly the condition-based interval adjustment that iFactory's predictive analytics enables and documents automatically. ASME Boiler and Pressure Vessel Code compliance (Section VIII for unfired pressure vessels) requires state-jurisdiction inspection at intervals ranging from 2–10 years depending on service, with operating condition records available to the inspector on request. iFactory maintains the full operating history, inspection records, and condition trending data that inspectors require, and automates the advance scheduling that prevents certification lapse.
Ladle lining management is one of the highest-consequence safety management functions in a steel plant — a lining failure during teeming or transport releases hundreds of tons of molten steel at 1,600°C in an occupied area. iFactory tracks four parameters simultaneously for every ladle in the fleet: campaign count (heats since last reline), residual lining thickness from hot gunning crew measurements, shell temperature trending from infrared or thermocouple measurement, and lining condition assessment from each turnaround inspection. The campaign limit for each ladle is set based on lining material specification, grade sequence processed (high-alloy grades accelerate wear), and the plant's safety margin policy — typically 90% of OEM-rated campaign count as the work order trigger, with mandatory retirement at 100% regardless of other condition indicators. When a ladle approaches its campaign limit, iFactory generates an advance work order 3–5 heats before the limit to pre-position reline material and schedule the relining window. When the limit is reached, the ladle ID is flagged as prohibited from service — it cannot be assigned to a new heat without a supervisor override that creates an auditable exception record. For ladles where shell temperature trending indicates abnormal lining wear independent of campaign count, iFactory generates an urgent inspection work order and recommends early retirement before the campaign limit is reached. This prevents the operating-past-safe-life condition that has preceded multiple ladle failure incidents across the U.S. industry in the past decade.
For a mid-size U.S. integrated steel facility — EAF melt shop, one caster, hot strip mill, with an existing SCADA system and partial condition monitoring sensor coverage — a full safety analytics deployment with iFactory runs $90,000 to $185,000 in total investment over a 10–16 week implementation timeline. The cost breakdown is approximately: sensor connectivity and OPC-UA data integration for existing SCADA and PLC networks ($20,000–$45,000), iFactory platform configuration including consequence-based risk matrix build, asset criticality registration, and inspection interval setup ($35,000–$75,000), inspection workflow automation including work order templates, escalation logic, and mobile inspection checklist deployment ($20,000–$40,000), and training and commissioning including safety team onboarding and 30-day supervised operation ($15,000–$25,000). Additional sensor hardware for assets currently without condition monitoring — EAF panel temperature transmitters, gas distribution pressure balance instrumentation, crane brake monitoring — is typically $15,000–$40,000 and is included in the Phase 1 gap assessment. The implementation breaks into three stages: Stage 1 (weeks 1–4) covers asset criticality register build, sensor connectivity, and data validation; Stage 2 (weeks 5–10) covers risk matrix configuration, inspection workflow deployment, and initial alert threshold calibration; Stage 3 (weeks 11–16) covers system optimization and safety team training to full operational confidence. ROI is typically demonstrated within the first 90 days from improved inspection compliance and the first prevented equipment failure detected before reaching the incident threshold. The single-incident prevention value — $4.2M average fully loaded cost — recovers the full platform investment 20–45 times over.




-for-steel-plant-critical-equipment.png)
