A single missed taphole opening or a runner refractory failure can idle an entire blast furnace campaign within hours, backing up hot metal and forcing an emergency furnace slowdown that costs six figures per shift. Casthouse equipment — taphole drills, mud guns, runner refractory, and tilting spouts — operates in one of the harshest thermal environments in any steel plant, and most maintenance teams still schedule inspections on fixed calendars rather than actual wear. Maintenance managers who move to condition-based monitoring of casthouse assets are cutting unplanned tapping delays significantly, and you can see how at ifactoryapp.com/support.
Why Casthouse Equipment Is the Weakest Link in Blast Furnace Uptime
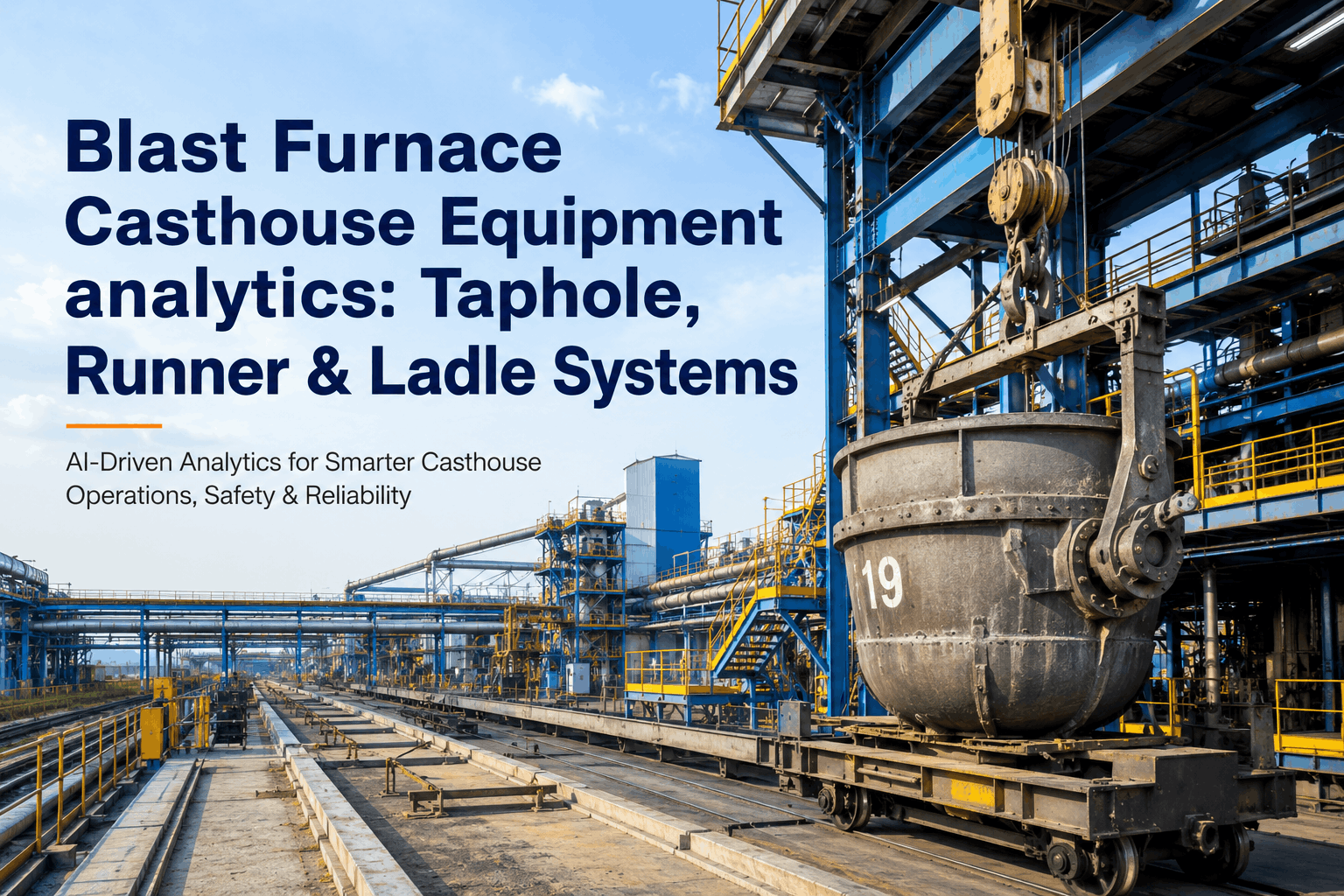
The casthouse is where hot metal and slag exit the furnace, and every component in that path is consumed by design — taphole clay erodes, runner refractory spalls, and tilting spout linings crack under thermal cycling. Maintenance managers typically rely on end-of-campaign visual inspection and operator reports of "it looked rough today," which means failures are caught after damage has already started, not before. A cracked runner that lets hot metal breach the trough can halt tapping for a full shift while repairs are made under extreme heat conditions, and a worn taphole drill bit that misjudges depth can open the hole off-center, damaging the surrounding brickwork.
What AI Casthouse Monitoring Actually Tracks
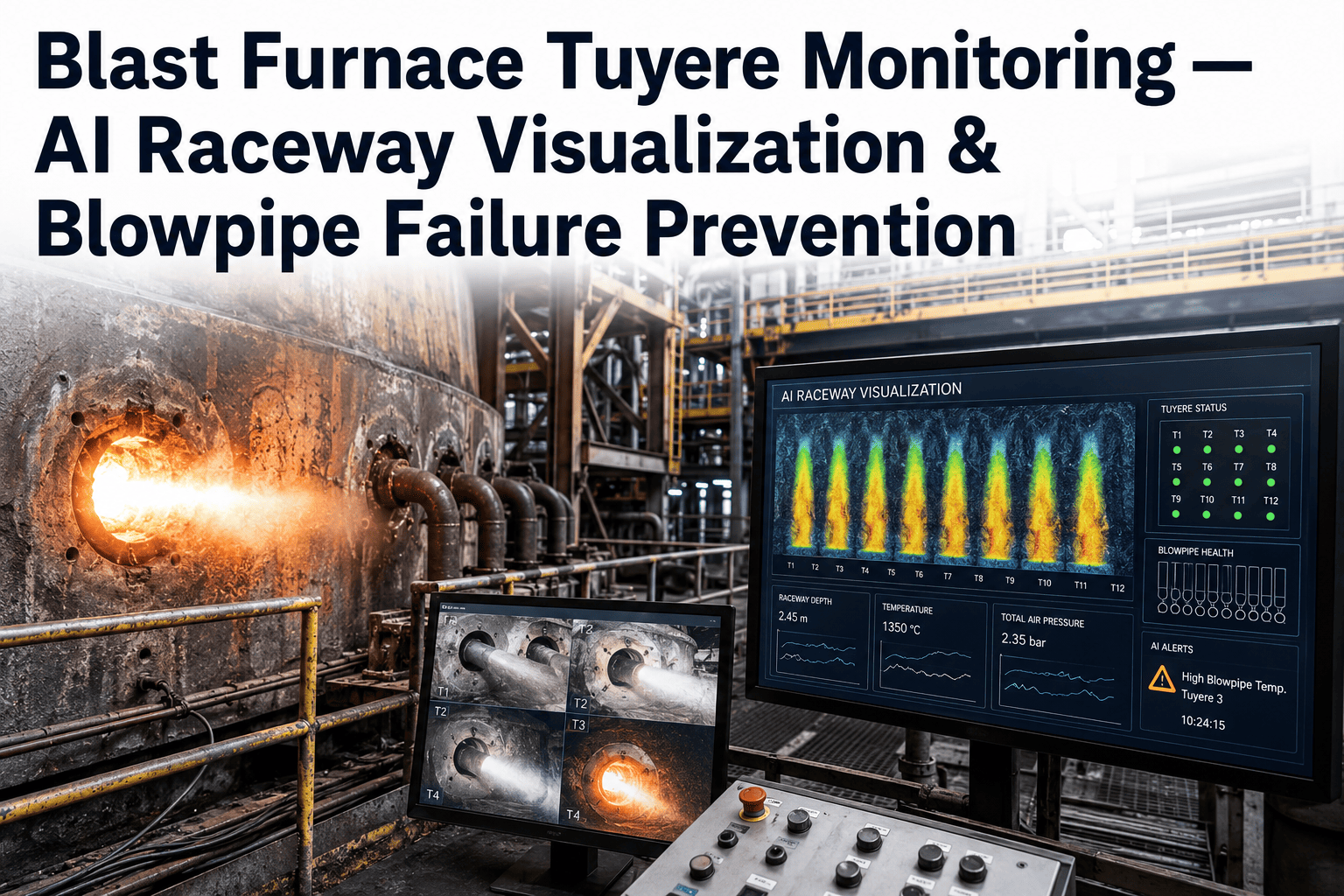
AI monitoring for casthouse equipment fuses thermal imaging of the runner and taphole area, vibration data from the drill and mud gun drive units, and hydraulic pressure trends from the tilting spout into a single condition score per asset. Instead of a maintenance manager checking five separate readouts across a shift, the system flags the one component trending toward failure and estimates a remaining-life window in days rather than showing a raw sensor value with no context.
| Casthouse Asset | Primary Failure Signal | Traditional Detection | AI Detection Window |
|---|---|---|---|
| Taphole Drill | Bit wear, spindle vibration | After a ragged or off-center opening | 7-14 days ahead via vibration trend |
| Runner Refractory | Shell temperature hot spots | Visual inspection, often post-erosion | 2-4 weeks ahead via thermal trend |
| Tilting Spout | Hydraulic pressure drift | Cylinder leak observed during operation | 10-20 days ahead via pressure trend |
| Mud Gun | Injection pressure variance | Incomplete taphole plug, reopening risk | 5-10 days ahead via pressure pattern |
The Cost of Reactive Casthouse Maintenance
Fixed-interval maintenance schedules exist because there is no other reliable signal to plan against, but they force a maintenance manager into one of two bad outcomes — replace refractory or drill components too early and waste serviceable life, or wait too long and risk an in-service failure during an active cast. Neither outcome is a maintenance failure so much as a visibility failure, and it is exactly the gap that condition monitoring closes. Reach out at ifactoryapp.com/support if you want to see how the scoring model handles your specific furnace configuration.
Rollout Path for a Casthouse Monitoring Program
What Maintenance Managers Say After Switching to Condition-Based Casthouse Care
Our runner failures used to show up mid-shift with no warning, and the crew would scramble to patch refractory while hot metal was still flowing nearby. Once we had thermal trend data on the runner shell, we started catching the same degradation two to three weeks out and scheduled the reline during a planned stop instead of an emergency one. That single change removed most of our overtime call-outs on the casthouse crew.
— Maintenance Manager, integrated steel plant, 12 years in blast furnace operationsFrequently Asked Questions
No — thermal cameras are mounted at a safe standoff distance from the runner and taphole area, and vibration sensors attach to the drill and mud gun drive housings during a routine maintenance window rather than a dedicated furnace stop. Most installations are completed across one or two scheduled outages without extending their normal duration. The wiring and data gateway are positioned away from the hot face to avoid interference with tapping operations. Full details on a site-specific installation plan are available through ifactoryapp.com/support.
Accuracy depends on how much historical campaign data is available to train against, but most deployments reach a useful confidence band within the first full campaign of live data collection. The model improves further as it observes actual reline events and compares its prediction against the true failure point. Early estimates are presented as a range rather than a single number specifically because early-campaign confidence is lower. By the second campaign, most sites see the estimate window narrow to within a week of the actual replacement need.
Yes, standard integration supports common drill and mud gun PLC platforms through OPC-UA or Modbus connections without requiring changes to the existing control logic. The monitoring layer reads pressure and position data passively rather than issuing commands back to the equipment, so there is no risk to the drill's operating sequence. Sites running older or custom PLC configurations can typically still connect through a gateway device. A technical review of your current control architecture can confirm compatibility ahead of installation.
Every alert includes a confidence score and the underlying sensor trend so the maintenance team can visually confirm whether the flag matches physical evidence before acting on it. False alarms are logged and fed back into the model as correction data, which reduces their frequency over successive campaigns. During the initial shadow-mode period, all alerts are reviewed against actual inspection outcomes specifically to tune this threshold before the system moves into standard operating use. This review step is part of the standard rollout rather than an optional add-on.
Generic vibration monitoring platforms are typically tuned for rotating equipment like motors and pumps, not for the thermal-mechanical wear patterns specific to taphole and runner components in a blast furnace casthouse. This system combines thermal imaging with vibration and hydraulic data specifically because refractory wear and hot-spot progression do not always show up in vibration alone. The scoring model is trained on casthouse-specific failure modes rather than a generic rotating-equipment baseline. That specificity is what allows the multi-week lead time on refractory degradation rather than a same-day vibration alarm.