Blast Furnace Hot Stove — Dome Temperature, Checker Condition & Combustion AI
By James Smith on July 16, 2026
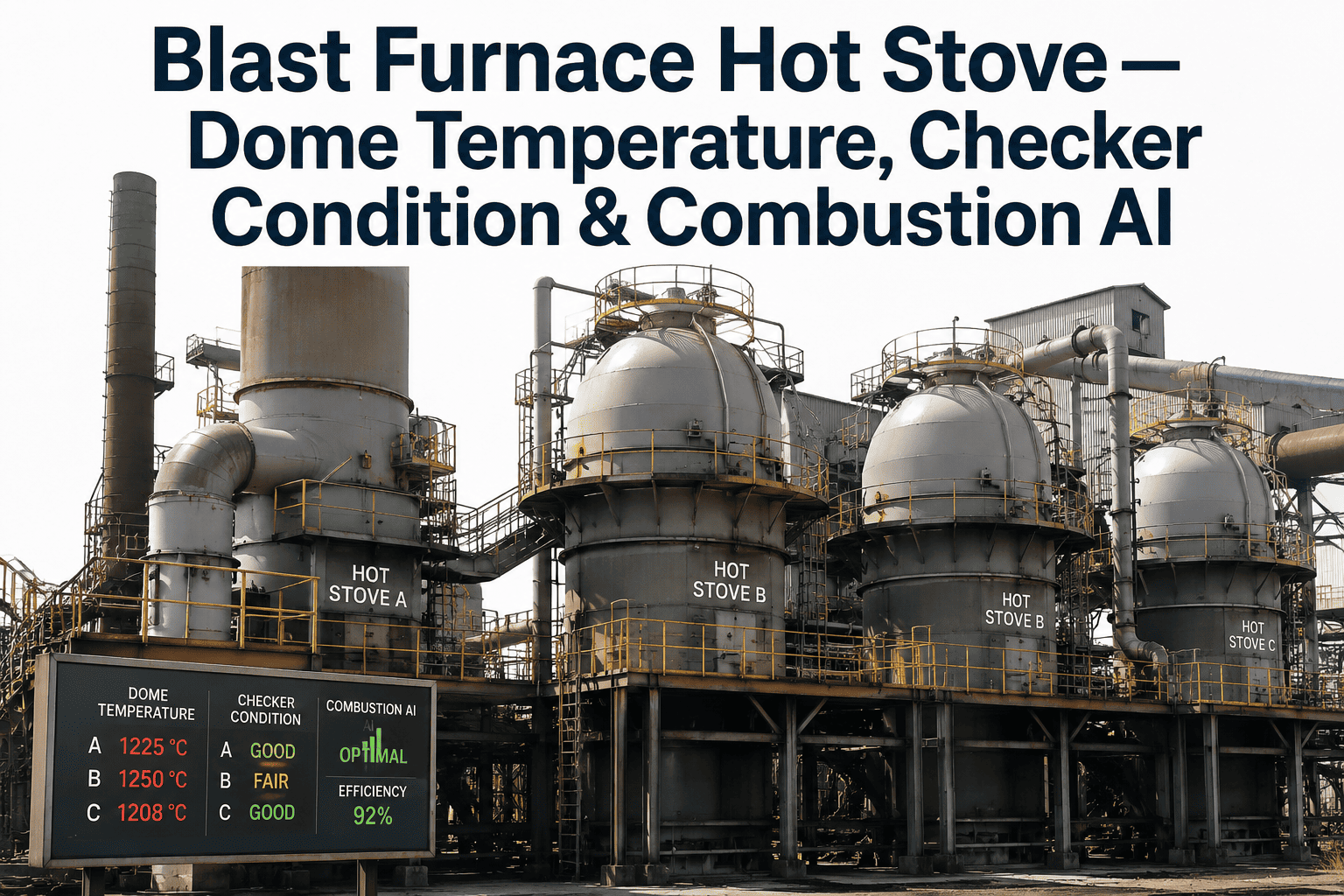
Hot stove performance sets the ceiling for everything downstream of it — hot blast temperature, coke rate, and ultimately how much hot metal a furnace can produce per day. Yet most stove operations are still run on fixed firing schedules and dome temperature setpoints that were tuned years ago, with checker condition assessed mostly by combustion efficiency drift rather than direct measurement. iFactory's Hot Stove Combustion AI continuously analyzes dome temperature curves, checker heat transfer efficiency, and combustion air-to-fuel ratios to help process engineers push hot blast temperature higher while protecting stove campaign life. Book a demo to see live hot stove combustion analytics on a working stove battery.
+38°C
Average hot blast temperature gain achieved
14%
Fuel consumption reduction per tonne of hot metal
18–24 mo
Additional campaign life gained through checker protection
Every Degree of Hot Blast Temperature You Can't Reach Is Coke Rate You're Paying For
iFactory models the real relationship between dome temperature, checker heat transfer, and combustion efficiency across your stove battery — so you can push firing harder on the stoves with headroom and protect the ones approaching their limits.
Why Fixed Firing Schedules Leave Hot Blast Temperature on the Table
Most stove batteries rotate through firing, blast, and heating phases on a schedule designed around conservative dome temperature limits set to protect the weakest checker zone in the weakest stove. That approach is safe, but it means every stove in the battery is firing to the limit of its worst-performing neighbor rather than its own actual condition.
This conservatism compounds as a stove battery ages. Stoves commissioned together on the same schedule inevitably diverge in condition — one stove might see slightly more dust carryover, another might have a hotter burner zone, and a third might simply have accumulated more operating cycles due to rotation sequencing quirks. Over a multi-year campaign, these small differences add up to a meaningful spread in real capability, yet the firing schedule usually treats every stove as if it still matches its neighbors exactly as it did at commissioning.
✓
Dome temperature curves vary meaningfully between stoves in the same battery due to age, checker fouling, and refractory condition — but fixed schedules rarely account for this individually.
✓
Checker heat transfer efficiency degrades gradually with dust fouling, yet is almost never measured directly — only inferred after hot blast temperature has already dropped.
✓
Combustion air-to-fuel ratio tuning is often set once during commissioning and rarely revisited as burner condition and fuel gas composition shift over a campaign.
✓
Stove rotation sequencing is typically fixed rather than dynamically adjusted to the actual thermal state of each stove at handover time.
How iFactory Models Combustion and Checker Performance Together
Rather than a single battery-wide setpoint, each stove's dome temperature curve is modeled against its own checker condition and refractory age, identifying individual headroom.
02
Checker Heat Transfer Efficiency Estimation
Using firing and blast phase temperature differentials, the model estimates real checker heat transfer efficiency without requiring new internal instrumentation.
03
Combustion Air-to-Fuel Optimization
Continuous analysis of flue gas composition and firing efficiency recommends air-to-fuel ratio adjustments as fuel gas quality and burner condition shift.
04
Dynamic Rotation Sequencing Guidance
Rotation recommendations account for each stove's actual thermal state at handover, rather than a fixed sequence that treats every stove identically.
Why Fixed-Schedule Firing Falls Short Compared to Model-Guided Firing
The gap between fixed firing schedules and a per-stove combustion model widens over a campaign, as checker condition and refractory wear diverge between stoves that started out identical.
Hot Blast Temperature Consistency
Fixed Schedule
iFactory Model
Fuel Efficiency per Tonne Hot Metal
Fixed Schedule
iFactory Model
Checker Fouling Detection Speed
Fixed Schedule
iFactory Model
These comparisons reflect relative performance scores observed across stove batteries before and after moving from fixed schedules to model-guided firing recommendations, based on deployment data across multiple furnace operations.
Push Hot Blast Temperature Where Your Stoves Actually Have Headroom
Stop firing every stove in the battery to the limit of the weakest one. Get per-stove combustion and checker analysis that shows exactly where you can push and where you need to protect.
The Real Cost of Treating Checker Fouling as a Refractory Problem Only
Checker fouling is usually discussed as a refractory maintenance issue — something to plan for at the next reline. That framing misses how much of the cost shows up long before any physical checker replacement happens. As checker heat transfer efficiency declines, the stove needs more firing time to reach the same dome temperature, which increases fuel consumption per cycle. To compensate, some operations extend firing phases at the expense of blast phase duration, which in turn can affect hot blast temperature consistency delivered to the furnace.
None of this shows up as a single dramatic event. It shows up as a slow upward creep in fuel consumption per tonne of hot metal and a slow downward drift in average hot blast temperature, both of which are easy to attribute to other causes — burden quality, ambient conditions, coke rate targets — unless someone is specifically isolating checker heat transfer efficiency as its own variable. Process engineers reviewing monthly fuel consumption reports often see the aggregate trend without the stove-level detail needed to trace it back to a specific checker's condition.
This is also where campaign life planning intersects with day-to-day combustion tuning. A stove firing harder than its checker condition can sustain is accumulating thermal stress that shortens refractory life, even if hot blast temperature targets are being met in the short term. Being able to see checker heat transfer efficiency and thermal stress accumulation side by side with firing decisions gives process engineers the information needed to balance near-term production targets against long-term campaign life — a tradeoff that is difficult to manage well without stove-level visibility.
What Process Engineers Get Access To
iFactory's hot stove combustion platform is built around the specific decisions process engineers make daily and weekly — firing schedule adjustments, rotation sequencing, and campaign life tradeoffs — rather than presenting raw sensor data that still requires manual interpretation.
✓
Stove-by-stove performance dashboards showing dome temperature curves, checker efficiency trends, and combustion ratios side by side for direct comparison across the battery.
✓
Weekly firing schedule recommendations that account for each stove's current headroom, rather than a static schedule applied uniformly across the battery.
✓
Campaign life impact estimates attached to any recommended firing adjustment, so the fuel efficiency gain is always weighed against thermal stress cost.
✓
Historical trend comparison tools that let engineers validate a recommendation against how similar conditions played out earlier in the campaign.
Deployment Timeline for Hot Stove Combustion Analytics
iFactory deploys against existing dome temperature, flue gas, and blast air instrumentation already present on most stove batteries. No internal checker instrumentation is required.
Week 1–2
Stove-by-stove instrumentation audit and historical firing data review across at least one full campaign cycle.
Week 3–4
Per-stove combustion and checker efficiency models built and validated against known historical performance events.
Week 5
Live firing recommendations activated in an advisory mode alongside existing operator firing schedules.
Week 6–7
Rotation sequencing guidance and dynamic setpoint recommendations fully integrated into stove operator workflow.
Fits Into Existing Instrumentation and Control Systems
iFactory connects to the DCS platforms and combustion control systems already running most stove batteries, including Honeywell, Siemens, and Emerson environments, using standard OPC-UA and Modbus connectivity. There is no requirement to replace burner management systems, dome temperature transmitters, or flue gas analyzers already in place.
For process engineers, this means the historical data used to build the per-stove model comes from your own equipment's operating history rather than a generic industry benchmark. That historical grounding is part of why recommendations tend to align closely with what an experienced stove operator would recognize as sound firing practice, just applied with more consistency and more advance warning than manual trend review allows across a full battery on a rotating shift schedule.
Results from Stove Batteries Running iFactory Combustion Analytics
One stove in the battery had checker fouling that was suppressing hot blast temperature by nearly 40°C without a clear alarm, while operators continued firing all four stoves to the same conservative dome setpoint. The affected stove had been operating this way for close to a year, with the shortfall attributed informally to seasonal ambient variation rather than a specific equipment condition, since no single reading had crossed an alarm threshold. iFactory's per-stove model identified the affected stove and recommended a rebalanced rotation that let the three healthy stoves carry more of the firing load while the affected stove's checker condition was addressed during the next planned outage window.
+41°CHot blast temperature recovered across battery average
12%Coke rate reduction attributable to hot blast gain
Combustion air-to-fuel ratio had not been retuned in over two years despite measurable shifts in fuel gas composition from a changed coke oven gas blend. iFactory's continuous flue gas analysis identified the drift and recommended incremental ratio adjustments that improved combustion efficiency without requiring burner hardware changes.
9%Fuel consumption reduction per tonne hot metal
22 moAdditional projected checker life from reduced thermal stress
$310KAnnual fuel savings from combustion tuning
Frequently Asked Questions
Does iFactory require new instrumentation inside the checker chambers?
No. The checker heat transfer efficiency estimate is derived from existing firing and blast phase temperature differentials already captured by standard dome and blast air instrumentation. No internal checker sensors or refractory modifications are required, which is why deployment can typically move from audit to live recommendations within five weeks.
How does the model account for differences between stoves in the same battery?
Each stove is modeled individually against its own firing history, checker condition, and refractory age, rather than being evaluated against a single battery-wide benchmark. This is what allows the system to identify that one stove has more headroom than another even when both were commissioned at the same time, and it is a key part of why rotation sequencing recommendations differ from a fixed schedule.
Can this be used with both internal and external combustion stove designs?
Yes. The combustion and checker efficiency models are configured during onboarding to match your specific stove design, whether internal or external combustion, and the flue gas analysis approach adapts to the instrumentation layout typical of each design. You can talk to support about how the model handles your particular stove configuration.
How much hot blast temperature gain is realistic for our specific battery?
Deployments have shown gains ranging from roughly 20°C to over 40°C depending on how much headroom existed between the weakest and strongest stoves in the battery prior to deployment. Batteries with wider variance between stoves at the start tend to see larger average gains, since rebalancing firing load away from the weakest stove has more room to help. The Week 1–2 historical data review is used to give a realistic estimate specific to your stove battery before any firing recommendations go live.
Does the system make automatic changes to firing setpoints?
No. Recommendations are delivered to process engineers and stove operators in an advisory mode, giving your team full control over which adjustments to implement and when. Most plants run in advisory mode through the full deployment period before deciding whether to integrate recommendations more directly into automated firing sequences.
Find the Hot Blast Temperature Headroom Your Fixed Schedule Is Leaving Behind
Per-stove combustion and checker modeling, built from instrumentation you already have, delivering advisory firing recommendations your team controls end to end.