A liquid steel breakout is the single most terrifying and financially devastating event on the casting floor. When a localized section of the solidifying steel shell sticks to the copper mold plates, the molten core breaches the fragile containment wall and spills thousands of pounds of 1,600°C steel over the mechanical segments, roller bearings, and hydraulic lines below. The cleanup, asset replacement, and production halt can cost a facility millions over just a few days. Relying on basic thermocouple alarms is no longer adequate for true caster breakout prevention. Modern melt shops are transitioning toward comprehensive, AI-driven breakout detection systems that identify anomalies in milliseconds by analyzing complex 3D heat flux topographies and mechanical mold friction simultaneously. Book a Strategy Call with our metallurgical team to discover how predictive AI acts as the ultimate caster safety system.
Automated Breakout Prediction & Early Warning Dashboards
Integrate caster thermocouple AI-driven diagnostics into your primary SCADA layer to auto-detect sticker events and generate preventative work orders before catastrophe strikes.
Why Conventional Breakout Detection Systems Fail
Historically, breakout avoidance steel protocols relied entirely on single pairs of vertically aligned thermocouples placed directly into the copper mold. If a "hot spot" traveled down the mold vertically, the system assumed a sticker breakout and automatically halted the casting speed. While this caster early warning method revolutionized safety in the 1990s, it has notoriously high false-positive rates today. A minor fluctuation in the meniscus, transient slag washing, or harmless surface scabs can easily mimic a sticker pattern, forcing unwarranted slow-downs that severely degrade throughput.
Today, true caster mold monitoring requires multi-dimensional algorithmic processing. Instead of looking at 1D temperature drops, an advanced breakout prediction platform maps a 3D thermodynamic matrix encompassing every thermocouple across the broad and narrow faces. It calculates absolute heat flux, differentiates between meniscus splashing and true shell sticking, and correlates these thermal events with real-time mechanical friction from the oscillator. This creates an impermeable caster safety system that never cries wolf.
Diagnostic Triggers: What the AI Actually "Sees"
Advanced caster breakout prevention integrates far more than standard temperature readings. For AI models to establish a highly reliable early warning safety threshold, they monitor six fundamental mechanical and thermal constraints. To witness how these signals integrate natively into your pulpit, review a live dashboard case study.
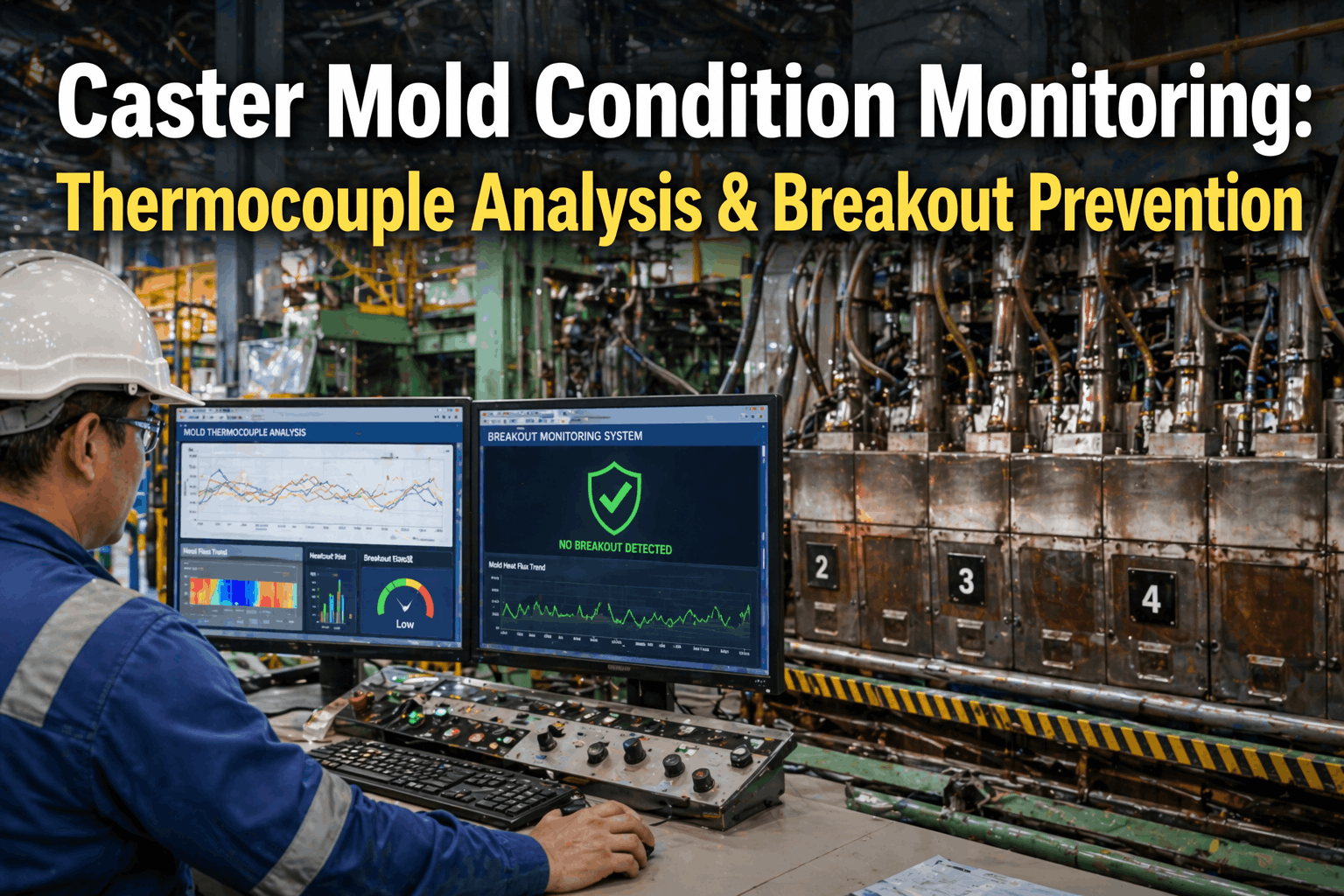
Thermocouple Matrix Mapping
A classic 'sticker' begins with a characteristic "V-shape" thermal inversion where the shell welds itself to the copper. Integrating caster thermocouple AI-driven grids allows the system to visually trace this V-shape drop in heat transfer as it traverses downward towards the exit profile of the mold.
Total Mold Heat Flux Variance
Calculated via the temperature differential (Delta-T) between the inbound supply and outbound return cooling water loops alongside instantaneous flow rates. Rapid drops in absolute heat flux essentially confirm the steel shell has detached and a gap has formed inside the mold.
Mold Friction & Oscillator Dynamics
If mold lubrication powder fails to infiltrate the gap, steel rubs against bare copper. Caster friction detection algorithms monitor hydraulic actuator load cells. When the "negative strip phase" experiences massive pressure resistance increases, immediate friction alarms are issued.
Mold Level Fluctuation (Meniscus Hunting)
Aggressive meniscus waves or stopper rod "hunting" trap liquid slag deep inside the freezing strand. If a massive slag patch hits the thermocouple array, it mimics a sticker. AI filters precisely isolate harmless slag washes from legitimate, shell-tearing mechanical stress.
Longitudinal Cracking Indicators
Excessive, uneven cooling results not in a sticker, but a full structural split down the face of the slab. When the center thermocouples measure significantly different temperatures than the edge corners, the software predicts microscopic crack propagation.
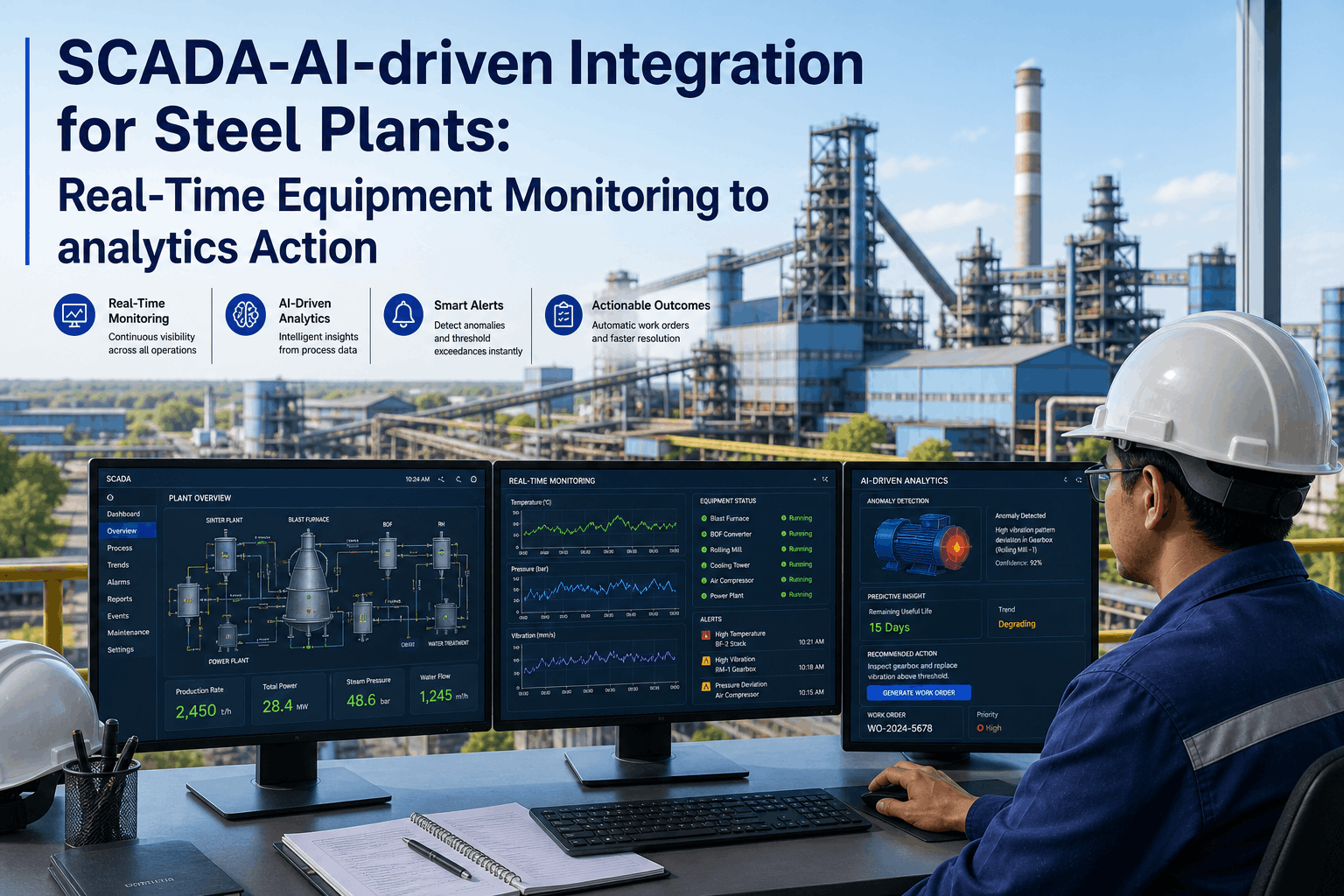
Auto-Generated Quality Work Orders
True automation doesn't stop at an alarm. Upon sensing intense internal friction or localized copper plate damage via heat flux loss, the breakout prediction AI natively pipes a work order into your CMMS to swap out the mold cartridge cleanly after the sequence ends.
Architecting the Millisecond Breakout Early Warning Pipeline
A caster breakout escalates from a micro-tear into a full-scale liquid explosion over the segment rollers in mere seconds. Therefore, a modern caster early warning system must exist physically on the manufacturing floor via Edge computational hardware, running continuously without cloud dependency.
How iFactory Protects Your Mold Live
Direct PLC Array Harvesting
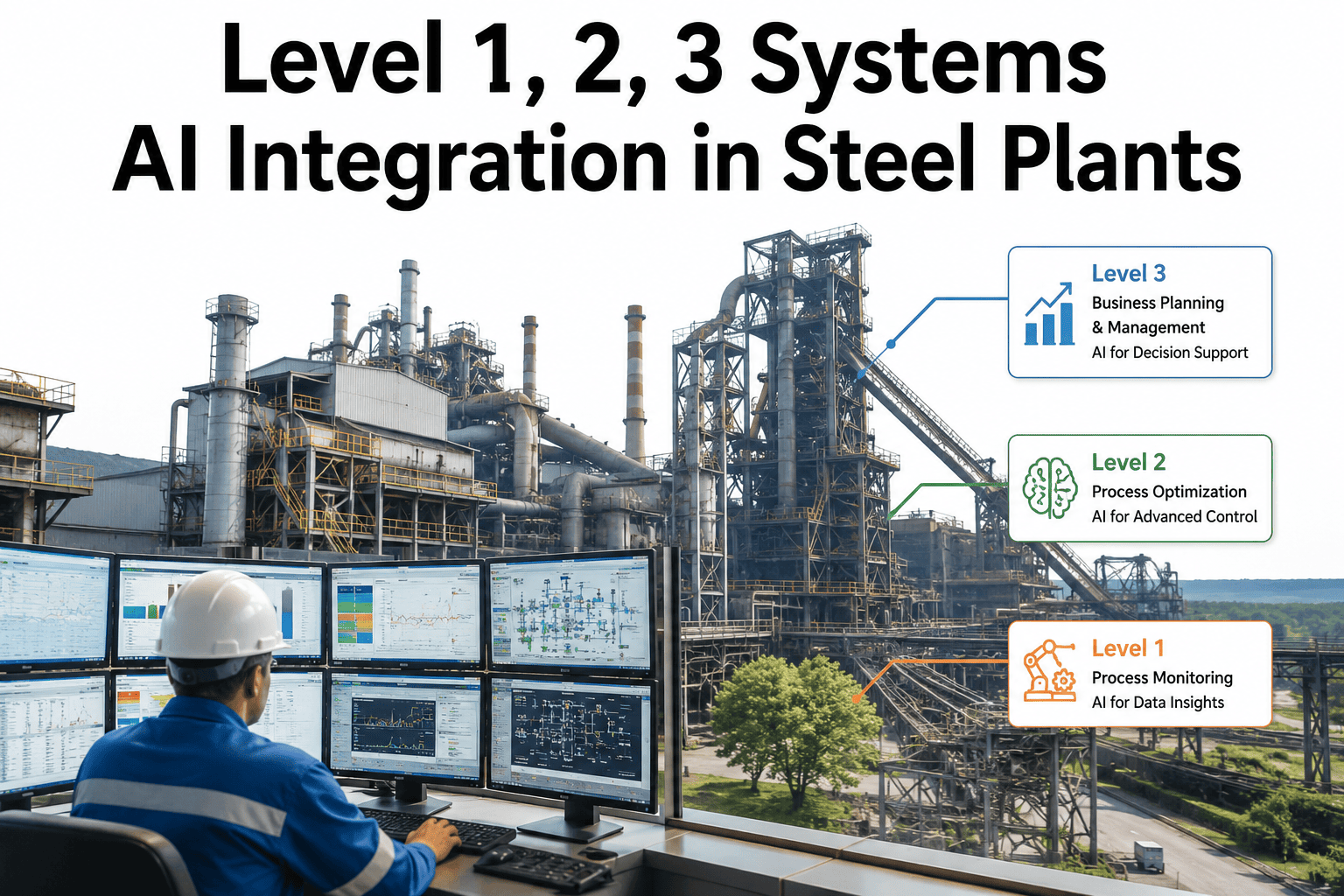
The AI platform directly taps into your Level 1 SCADA ring, sampling up to 120 embedded mold thermocouples per second. This high-velocity data stream avoids standard IP networking delays, acting as the foundation for the caster safety system.
Machine Learning Filter Matrix
The stream runs through a sophisticated noise filter trained on previous plant campaigns. It ignores minor thermal shadows caused by cooling water turbulence and specifically "hunts" the characteristic inverted V-shape of a fatal shell tear.
Automated "Heal Phase" Slow-Down
If the AI scores an impending sticker event higher than 95% probability, it completely bypasses operator hesitation. The system interlocks instantly with the casting speed setpoints, automatically slowing the strand extraction safely to allow the liquid shell to refreeze and re-heal against the copper wall. See the interlock in action.
Post-Event Diagnostics & CMMS Export
Once casting resumes safely, process engineers are issued a full replay video of the thermal gradients that caused the event. If mechanical caster friction detection triggered the alarm, a high-priority work order is dispatched to maintenance for examining mold powder viscosity on the next shift.
Breakout Avoidance Security Benchmarking
Many facilities maintain a false sense of security relying on decades-old thermocouple differential thresholds. Upgrading to a comprehensive breakout detection system utilizing modern AI fundamentally eliminates your catastrophic tail-end risks.
| Safety Vector | Legacy Breakout Logic | Multi-Variable Matrix | AI-Predicted Benchmark | Potential Failure Penalty |
|---|---|---|---|---|
| Sticker Identification | Single Vertical Delta-T Flags | Basic 2D Map Display | 100% Topographical Matrix Tracing | $2M+ Catastrophic Liquid Wipeout |
| False Positive Rates | Highly Susceptible to Slag Meniscus | Periodic Nuisance Alarms | Near-Zero via ML Filtering | Constant unwarranted production stoppages |
| Lubrication Friction | No Real Mechanical Feed | Load Cell Over-Voltage Alarm | Live Oscillator Strip Time Modeling | Torn skin & deeply embedded scabs |
| Reaction Speed | Manual Process Checks & Retries | Basic Speed Drops | Autonomous Closed-Loop Healer | Alarm triggers after liquid spills |
Maturity Matrix: The Caster Integration Journey
Securing the mold operation and preventing bleeding relies on cross-disciplinary sensor integration. Connecting the mechanical oscillator feedback loop perfectly to the chemical thermodynamic mold monitoring marks the zenith of steel plant automation.
Frequently Asked Questions
Why is caster friction detection absolutely necessary?
Thermocouples only read after heat arrives. Friction sensors read mechanical resistance immediately when lubrication powder is incorrectly absorbed, making friction an essential precursor indicator to true shell sticking.
Will these caster mold monitoring platforms work on narrow bloom casters?
Yes, our systems are meticulously scaled. While wide slab casters present massive surface areas for heat maps, small bloom and billet sections use highly concentrated, ultra-dense sensor matrices optimized strictly for tube geometries.
What characterizes a false alarm in breakout prediction?
A false alarm happens when liquid slag, moving chaotically along the meniscus line, unexpectedly touches a sensor port, causing a rapid temperature drop and spike. Older units instantly interpreted this as a sticker. Our advanced filter logic completely ignores simple slag hunting.
How does the caster early warning interlock execute safely?
Because the system is engineered specifically for breakout avoidance steel platforms, the AI writes directly to the caster drive speed tags. It issues a momentary "creep" directive—slowing down the strand to allow freezing steel to encase the stick site—and resumes sequence speeds completely autonomously. Consult with us to map your PLC interlocks.
Eliminate the Risk of Catastrophic Caster Failure
iFactory's Breakout Prevention module guarantees that molten steel stays inside the mold where it belongs by analyzing every fluctuation, oscillation, and temperature variance occurring at the heart of the operation.