Steel production consumes approximately 5% of global energy and accounts for 7–8% of worldwide CO2 emissions. For a typical integrated steel plant producing 3–5 MTPA, energy costs represent 25–35% of total operating expenditure — making energy management one of the highest-leverage improvement areas available. Yet most steel plants still manage energy and maintenance in separate silos: the energy team monitors consumption dashboards while the maintenance team runs PM schedules independently. This disconnect means that degraded equipment — fouled heat exchangers, worn compressor seals, misaligned motors, and poorly tuned burners — silently wastes 8–15% of energy without ever triggering a maintenance work order. iFactory's Energy Management and Analytics Dashboard closes this gap by linking real-time energy anomaly detection directly to predictive maintenance work orders — ensuring every energy deviation is traced to its equipment root cause and resolved before it compounds into a seven-figure annual loss.
Energy Management & Analytics Optimization in Steel Plants
Link maintenance to energy efficiency — reduce utility costs by 11–15%, cut flaring, optimise furnace combustion, and track carbon intensity in real time with iFactory.
Where Steel Plants Lose Energy — The 6 Biggest Maintenance-Driven Leaks
Degraded equipment is energy-inefficient equipment. A compressor with worn seals, a heat exchanger fouled with scale, or a motor with bearing misalignment all consume more energy per unit of output than well-maintained equivalents. iFactory's AI identifies these degradation signatures weeks before failure — and before the energy waste compounds. See your energy leaks mapped in a single dashboard.
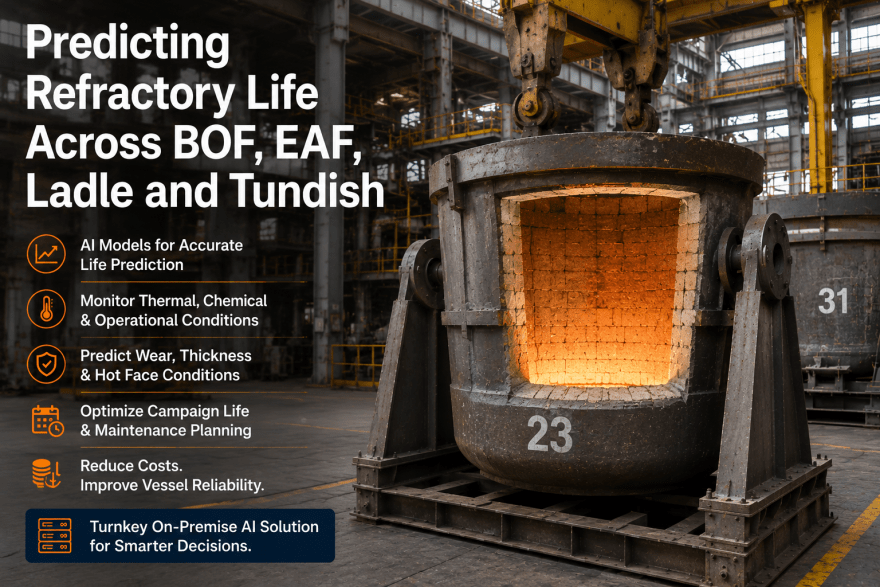
Furnace Refractory Loss
Every 10mm lining loss raises shell temp 15–25°C, increasing heat loss per heat cycle.
Poor Combustion Tuning
Fixed burner parameters waste fuel as raw material quality and ambient temp vary.
Compressed Air Leaks
Typical steel plant loses 20–30% of compressed air to leaks — the most wasted utility.
Motor Inefficiency
Bearing misalignment, winding degradation, and VFD faults raise kWh/ton silently.
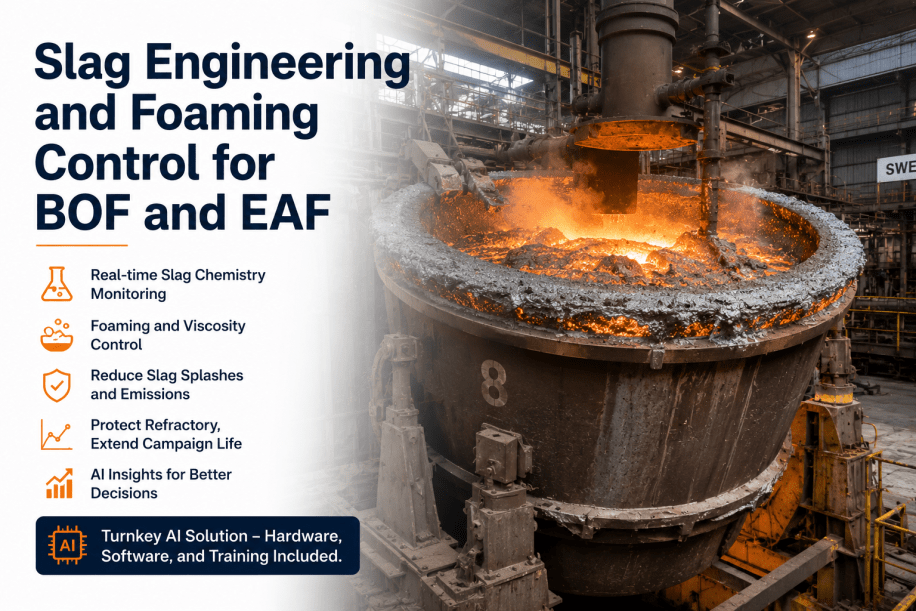
By-Product Gas Flaring
Unrecovered BFG, COG, and converter gas flared due to poor demand forecasting.
Peak Demand Charges
Uncoordinated load scheduling hits peak tariff windows unnecessarily.
Energy KPIs iFactory Tracks in Real Time — Not Month-End
Effective energy management requires metrics tracked at operational cadence — shift-level, not month-end. iFactory calculates these KPIs continuously from PLC and sensor data, making energy performance visible to operators and managers at the same time. See your KPI dashboard live.
| KPI | Unit | World-Class Target | Typical Gap | iFactory Action |
|---|---|---|---|---|
| EAF Specific Energy | kWh/ton | 360–380 | +40–60 | Electrode, power, refractory AI |
| Reheat Furnace Fuel Rate | GJ/ton | 1.05–1.25 | +0.15–0.30 | Combustion tuning + refractory |
| Compressed Air Leak % | % | < 10% | +15–25% | Ultrasonic + AI camera leak scan |
| Power Factor | ratio | > 0.95 | 0.82–0.90 | Capacitor bank + VFD monitoring |
| Gas Flaring Volume | Nm3/hr | < 500 | +1,200–3,000 | Demand forecast + load balancing |
Why iFactory Outperforms Traditional Energy Management Systems
Most steel plants use standalone EMIS (Energy Management Information Systems) like Wonderware, PI System, or custom SCADA dashboards that only monitor energy — they cannot generate maintenance work orders, track equipment degradation, or link energy anomalies to their root cause. iFactory bridges this gap by combining energy analytics with predictive maintenance in one platform.
iFactory's AI Energy Stack — How It Works
iFactory does not replace your Level 1 or Level 2 automation — it sits on top, reading PLC data and sensor feeds via OPC-UA, adding the AI and maintenance intelligence layer that your existing systems lack. Every energy anomaly becomes a traceable, actionable maintenance event.
AI Camera Vision
Thermal cameras on furnaces, ladles, and electrical panels detect refractory hotspots, insulation breakdown, and overheating joints — energy leaks visible before they appear in consumption data.
AI Digital Twin
Virtual models of furnaces, compressors, and gas networks predict optimal operating parameters and remaining equipment life — scheduling intervention at the point where efficiency starts degrading, not after it has already cost you money.
PLC & OBD Integration
Direct OPC-UA feed from furnace PLCs, compressor controllers, and motor drives. OBD data from mobile equipment. Every energy-relevant sensor reading flows into iFactory without manual entry or CSV imports.
SAP PM Integration
Every energy anomaly auto-generates a SAP PM work order linked to the suspect asset — with diagnosis, estimated savings from repair, and recommended action. Monthly energy KPI reports sync to SAP automatically.
Where the $1.5–3.2M Annual Savings Come From
What an Energy Manager Said
Our SCADA showed us kWh/ton was rising — but never told us why. iFactory traced a 12% EAF efficiency drop to three degraded electrode holders and a fouled transformer cooling circuit. The fix cost $18,000. The energy waste had been running $140,000/month for five months before we caught it.
Frequently Asked Questions
How does iFactory differ from our existing EMIS?
Traditional EMIS monitors energy but cannot generate maintenance work orders. iFactory links every energy anomaly to its equipment root cause and auto-raises a SAP PM work order.
What energy savings should we expect in Year 1?
11–15% reduction in energy costs. For a 500K TPY plant, that is $1.5–3.2M annually — primarily from furnace optimisation and compressed air recovery. Get your savings estimate.
Does iFactory replace our SCADA or Level 2 system?
No — iFactory reads PLC data via OPC-UA and sits on top of your existing automation. No replacement, no disruption to current control systems.
Can iFactory track carbon intensity in real time?
Yes — CO2 intensity is calculated per shift, per heat, and per furnace from energy consumption and fuel mix data. Regulatory reporting accuracy improves 28% on average.
Cut Energy Costs 15% with iFactory
Energy + maintenance linked from Day 1.