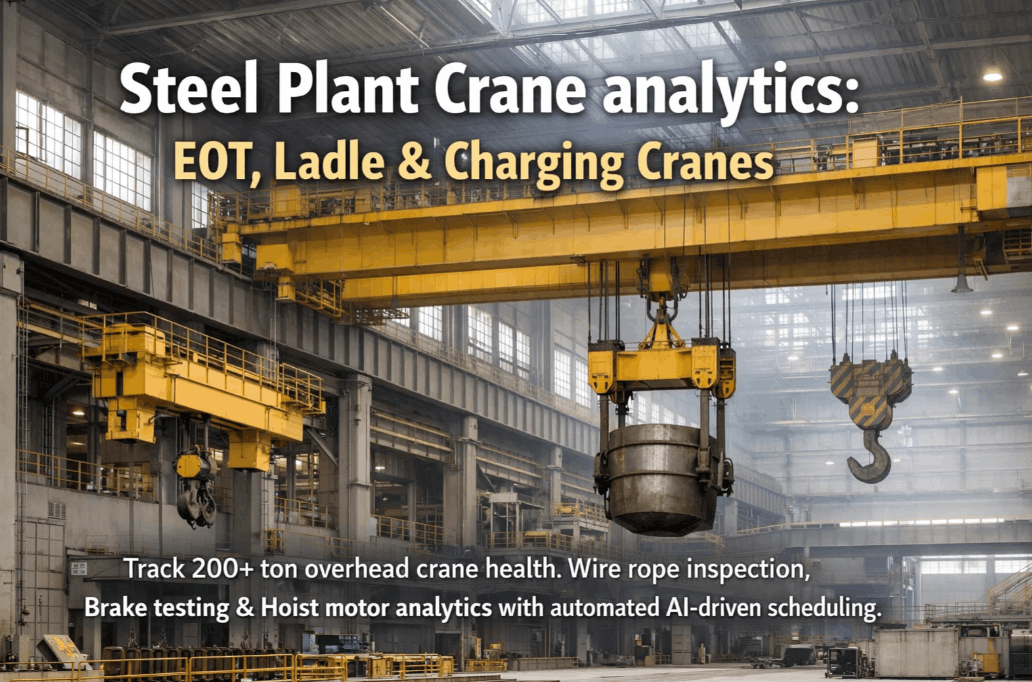
Overhead cranes are among the most safety-critical and maintenance-intensive assets in a steel plant. A ladle crane failure during a hot metal transfer, an EOT crane brake failure during a coil lift, or a hoist wire rope failure on a charging crane directly threatens lives and can trigger a multi-day production shutdown. A typical 3–5 MTPA integrated steel plant operates 80–200 overhead cranes — EOT cranes, ladle cranes, stripper cranes, magnet cranes, charging cranes, and maintenance cranes — each with a distinct maintenance requirement and failure risk profile. Traditional crane maintenance relies on fixed-interval inspections that are insufficient for high-utilisation assets like ladle cranes running 20+ lifts per shift, and over-prescriptive for low-utilisation maintenance cranes. iFactory's Crane PM and Load Testing platform replaces fixed-interval maintenance with condition-based and utilisation-driven PM — scheduling every crane inspection and test based on actual cycles, load history, and real-time health indicators.
Overhead Crane Maintenance in Steel Plants: EOT, Ladle & Special Purpose Cranes
Condition-based PM, wire rope analytics, brake monitoring, load test scheduling & SAP PM integration — complete crane asset management across all crane types in your steel plant.
Six Crane Types in Steel Plants — Maintenance Requirements & Risk Profiles
Each crane type in a steel plant operates under fundamentally different duty cycle, thermal, and load conditions — requiring a distinct PM strategy. A ladle crane running 18–22 lifts per 8-hour shift under SWL loads in a 60°C BOF bay cannot be maintained on the same interval as a workshop maintenance crane running 5 lifts per week. Schedule a crane fleet assessment to see iFactory's condition-based PM plan for every crane in your plant.
| Crane Type | Typical Duty Class | Daily Lifts | Key Failure Risk | iFactory PM Basis |
|---|---|---|---|---|
| Ladle Crane (BOF/EAF) | FEM M8 (heaviest) | 54–66 lifts/shift | Hoist brake, wire rope thermal fatigue | Lift-cycle based + thermal |
| EOT Crane (Rolling Mill) | FEM M6–M7 | 30–50 lifts/shift | Bridge wheel wear, end buffer contact | Km-travelled + load cycles |
| Charging Crane (BF) | FEM M7–M8 | 80–120 charges/day | Skip hoist rope, heat shield integrity | Charge-count + vibration |
| Magnet Crane (Scrap/Coil) | FEM M5–M6 | 40–70 lifts/shift | Magnet power supply, rope condition | Electrical load cycles + rope |
| Stripper Crane (Ingot) | FEM M6 | 20–40 strips/shift | Tong mechanism, gantry rail wear | Strip-cycle + tong inspection |
| Maintenance Crane | FEM M2–M3 | 2–10 lifts/week | Brake seizure from disuse, SWL overload | Calendar + functional test |
Critical Crane Components iFactory Monitors — With AI Condition Scoring
iFactory monitors every safety-critical crane component in real time — combining sensor data with lift history and thermal exposure to generate a condition score (0–100) per component per crane, updated every shift.
Wire Rope
Electromagnetic rope tester scans for broken wires, corrosion, and cross-section loss on every revolution. AI model integrates thermal exposure history for ladle cranes — adjusting safe working load rating dynamically.
Hoist Brake
Brake torque verification on every load test cycle. Thermal monitoring of brake disc and drum detects slip and wear. iFactory triggers brake pad replacement recommendation at 70% wear — not at failure.
Hoist Motor & Gearbox
Vibration FFT on motor and gearbox bearings detects imbalance, misalignment, and gear tooth wear. Motor current signature analysis detects winding insulation degradation before failure.
Bridge & Travel Wheels
Wheel wear measurement via laser profile scanner at rail crossing points. Track contact force monitoring detects uneven load distribution indicating wheel or rail defects requiring corrective realignment.
Hook & Load Limiting System
Hook rotation and swivel condition monitored via encoder. Load limiting system calibrated automatically by iFactory at every load test — with SAP PM record created for regulatory compliance documentation.
Festoon & Electrical Systems
Power supply cable festoon wear monitoring via visual AI at track-end cameras. Slip ring and contactor condition monitored via current continuity and insulation resistance testing on scheduled basis.
iFactory Crane PM Checklist — All Tracked Digitally
Every item required by IS 3177, IS 15811, ASME B30.2, and FEM standards is tracked in iFactory's digital crane PM system — with inspection records, load test certificates, and wire rope replacement history archived automatically.
- Hook and hook latch condition — visual
- Wire rope — visible broken wires, kinking
- Hoist brake — no-load test, slip check
- Travel brake — function test
- Limit switches — overtravel and overload
- Wire rope diameter measurement — per FEM
- Wheel and rail wear measurement
- Brake pad / lining thickness check
- Gearbox oil level and condition
- Electrical panel and contactor condition
- 125% SWL proof load test — IS 3177
- Non-destructive test of hook and crosshead
- Wire rope EM test — full length
- Structure crack inspection — weld checks
- Load test certificate issued — SAP archived
Condition-Based vs Fixed-Interval Crane PM — Why the Difference Costs ₹2–5Cr Per Plant Per Year
Fixed-interval crane PM — replacing wire rope every 12 months regardless of condition, inspecting brakes every 6 weeks on a calendar — creates two simultaneous problems: over-maintaining low-utilisation cranes (wasting money) and under-maintaining high-utilisation cranes (creating risk). iFactory's condition-based PM model eliminates both. Schedule a crane PM audit to quantify the gap in your current programme.
- Wire rope replaced every 12 months— 3 ropes still had 40% life remaining
- Brake inspection every 6 weeks calendar— ladle crane does 6 wks of lifts in 9 days
- Load test scheduled by date only— misses condition between tests
- Same PM interval for all crane types— maintenance crane gets over-serviced
- No thermal or vibration between inspections— failures happen between inspection dates
- High emergency repair ratio— 3–5× cost vs planned work
- Wire rope: EM test + lift-cycle + thermal model— replaced when condition score drops to 25%
- Brake: inspected per lift-cycle threshold— ladle crane inspected 4× more often
- Load test triggered by utilisation + condition— never miss a safety window
- PM interval per crane type and duty class— maintenance crane on calendar; ladle on cycles
- Continuous vibration + thermal between inspections— detects bearing failure 3–6 weeks early
- Emergency repair ratio: 8% of all crane work— 92% planned, at planned cost
iFactory Crane PM + SAP PM Integration — Automatic From Sensor to Work Order
iFactory connects every crane sensor and condition model directly to SAP PM — creating work orders, updating equipment history, and generating load test certificates automatically. No manual transcription, no delayed entry, no lost inspection records.
Before vs. After — Crane Fleet at a 3.8 MTPA Integrated Steel Plant
Results from a 3.8 MTPA plant with 94 cranes after 14 months on iFactory Crane PM and Load Testing. Verified by plant maintenance director and third-party inspection authority.
What a Maintenance Director Said
Our ladle crane wire ropes were being replaced every 14 months on a fixed schedule — regardless of actual condition. iFactory's EM rope tester and thermal fatigue model showed us that three ropes had 40% remaining life when we replaced them, while one had already crossed the discard criterion and should have been replaced two weeks earlier. We now replace on condition, not on calendar. Wire rope spend dropped by 38% in year one.
Frequently Asked Questions
How does iFactory determine when a wire rope needs replacement — not just on calendar?
iFactory integrates EM rope tester readings (broken wire count and cross-section loss percentage) with lift-cycle count, load profile history, and thermal exposure data for ladle cranes. The AI model calculates remaining fatigue life per rope and issues replacement recommendation when the predicted remaining life falls below a configurable threshold — typically 4 weeks of lead time.
Can iFactory manage load test scheduling and certificate generation automatically?
Yes. iFactory tracks the IS 3177 / ASME B30 load test schedule per crane, sends advance reminders 6 weeks before due date, generates SAP PM work orders for test preparation, and archives the completed load test certificate with measured readings, crane ID, and third-party inspector signature in the plant's compliance document store.
How does iFactory handle the higher maintenance requirements of ladle cranes vs standard EOT cranes?
iFactory's crane classification engine assigns different PM parameter sets per crane type — ladle cranes receive lift-cycle-based PM triggers with thermal fatigue weighting, while standard EOT cranes use kilometre-travelled triggers. Each crane has its own condition-scoring dashboard with component-level health scores updated per shift.
Does iFactory connect to SAP PM for crane work orders and inspection records?
Yes — bidirectionally. PM notifications and work orders for crane inspections are created in SAP PM automatically by iFactory when condition thresholds are breached or scheduled dates are approaching. Completed inspection records, measurement readings, and load test results write back to SAP equipment history via RFC/BAPI calls.
See iFactory Crane PM Live Across Your Crane Fleet
Demo built around your crane types, duty classes, and current PM programme.