A seamless pipe mill lives or dies on wall thickness tolerance, and that tolerance is decided in three process steps most plants still control largely by operator experience. Piercing sets the initial hollow, elongating refines wall uniformity, and sizing locks in the final dimension — and a small drift in any one of them compounds by the time the pipe reaches inspection. For OCTG and line pipe producers, an off-tolerance run doesn't just mean rework, it can mean an entire heat failing a customer's API spec. AI process control keeps piercing, elongating, and sizing locked together, and you can see exactly how on a short call with our team.
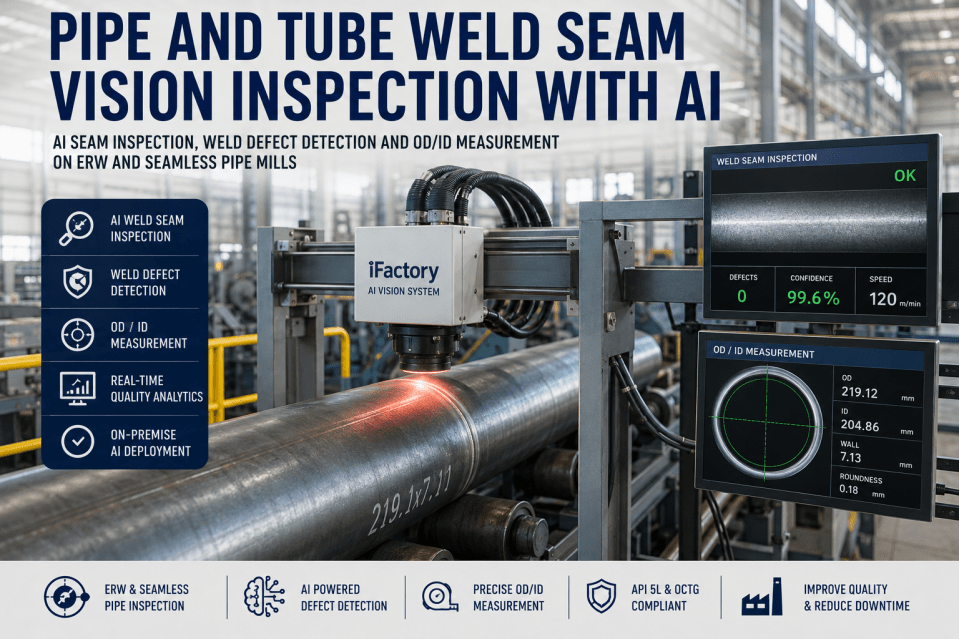
Three Process Steps. One Wall Thickness Tolerance.
Piercing, elongating, and sizing each shape the final pipe dimension. AI process optimization keeps all three aligned so OCTG and line pipe runs hold tolerance from the first heat to the last.
From Billet to Finished Pipe in Three Controlled Steps
Each stage narrows the acceptable tolerance window inherited from the one before it.
Piercing
A rotary piercing mill forms the initial hollow shell from a solid round billet, setting the baseline wall variation the rest of the process must correct.
Elongating
The elongating mill reduces wall thickness and extends length, refining uniformity while introducing its own sensitivity to roll wear and speed control.
Sizing
The sizing mill locks in final outside diameter and wall thickness, the last opportunity to correct drift before the pipe reaches inspection.
The Tolerance Math Behind Every OCTG Reject
Small variances at each stage don't cancel out — they stack.
Process Variables AI Tracks at Each Stage
Each stage has its own dominant variable — process control has to model them individually, then reconcile them against final tolerance.
| Stage | Key Variable | Downstream Effect |
|---|---|---|
| Piercing | Plug and roll gap setting | Initial wall eccentricity carried forward |
| Piercing | Billet temperature uniformity | Localized wall thinning |
| Elongating | Mandrel bar wear | Progressive wall thickness drift over a run |
| Elongating | Roll speed synchronization | Length variation and surface marking |
| Sizing | Stand-to-stand roll gap | Final OD and wall thickness tolerance |
Stop Losing a Heat to a Tolerance Drift You Couldn't See
iFactory's AI process optimization tracks piercing, elongating, and sizing variables together in real time, catching wall thickness drift before it compounds into a rejected run.
Where Tolerance Control Matters Most
Different end applications carry different tolerance stakes — process control has to flex to the product being run.
OCTG
Oil country tubular goods carry the tightest API tolerance requirements, where a failed run can affect well integrity downstream.
Line Pipe
Transmission line pipe tolerance directly affects pressure rating calculations and weld integrity at installation.
Mechanical Tubing
Structural and mechanical applications rely on consistent wall thickness for load-bearing performance in the field.
Surface Quality
Piercing and elongating conditions also determine internal and external surface finish, a separate but related inspection criterion.
Bringing AI Control to the Piercing-to-Sizing Chain
Deployment follows the process flow itself, starting with the stage causing the most current tolerance loss.
Baseline Current Tolerance Performance
Establish current wall thickness and OD variance across recent production runs by stage to identify the biggest source of drift.
Instrument Key Process Variables
Connect roll gap, temperature, and speed sensors across piercing, elongating, and sizing to a shared data model.
Model Cross-Stage Correlation
Train AI to recognize how upstream piercing conditions predict downstream sizing outcomes for your specific mill.
Deploy Real-Time Correction Alerts
Flag tolerance drift to operators in time to adjust settings before an entire heat runs out of specification.
Seamless Pipe Mill Process Optimization — Questions Answered
Common questions from process engineers evaluating AI control for piercing, elongating, and sizing.
Q: Can AI process control actually prevent a tolerance failure, or does it just detect it faster?
Both, depending on how far into the run the drift is caught. When a variable like mandrel bar wear is trending toward an out-of-tolerance condition, the system can flag it early enough for an operator to adjust roll gap or speed settings before the affected pipe reaches sizing. In cases where drift is only detected after material has already been produced, the value shifts to faster identification and containment of the affected segment. Early detection is always the goal, and a demo can show detection timing specific to your mill's process speed.
Q: How does the system account for different tolerance requirements across OCTG, line pipe, and mechanical tubing?
Tolerance thresholds are configured per product specification, since OCTG typically carries tighter API requirements than general mechanical tubing. The AI model references the correct tolerance band for whichever product is currently running, so an alert for OCTG production reflects the stricter standard rather than a generic default. This configuration is set during initial deployment and updated whenever your product mix changes. Ask about your specific specification list during setup.
Q: Does this require new sensors on the piercing mill, or can it use existing instrumentation?
Most seamless pipe mills already have some roll gap and temperature instrumentation in place, and the system is built to connect to that existing data where available rather than requiring a full sensor replacement. Gaps in coverage, particularly around mandrel bar wear tracking, are typically addressed with targeted new sensor additions rather than a wholesale retrofit. The initial assessment identifies exactly which instrumentation is reusable and which needs to be added.
Q: How long does it take to see the correlation between piercing conditions and final sizing tolerance?
Establishing a reliable cross-stage correlation model typically requires several weeks of production data covering a representative mix of billet sizes and product specifications. Mills running a narrower product range often see usable correlations sooner than those running highly varied production. The model continues refining accuracy as more production cycles are captured, with the earliest useful alerts often available well before the full correlation model is finalized. Our support team can outline a realistic timeline for your product mix.
Q: Will this system integrate with our existing quality inspection and reporting process?
Yes, the process optimization data is designed to feed into existing quality documentation rather than operate as a separate standalone system. Wall thickness and OD trend data collected during production can be referenced alongside final inspection results, giving quality teams a fuller picture of where in the process a given run's variance originated. This integration is scoped during the initial deployment planning based on your current quality management system.
Hold Tolerance From Piercing to Final Sizing
A wall thickness reject at inspection means the tolerance was already lost stages earlier. iFactory keeps piercing, elongating, and sizing aligned in real time so your seamless pipe runs stay within spec from the first heat to the last.