Waste Heat Recovery (WHR) has transitioned from an optional efficiency gain to a strategic survival requirement for integrated steel plants. In 2026, the ability to convert thermal exhaust from sinter coolers, coke dry quenching (CDQ) units, and blast furnace stoves into high-value steam or electricity is the primary lever for reducing Specific Energy Consumption (SEC). With nearly 40% of input energy in steelmaking traditionally lost to the atmosphere, identifying heat exchanger fouling or turbine vacuum drifts just minutes early can protect multi-million dollar annual energy recovery targets. Schedule a Thermal Audit to see how iFactory's WHR Control Tower uses AI to maximize heat-transfer coefficients and stabilize your waste-heat-to-power cycle.
1. The WHR Thermal Ecosystem: Sinter, Coke & Exhaust Dynamics
The success of a Waste Heat Recovery system depends on the thermal consistency of its sources. Sinter Cooler WHR units must manage fluctuating air temperatures from the sinter bed, while Coke Dry Quenching (CDQ) systems require high-precision steam-to-coke ratios to prevent boiler tube erosion. iFactory's Thermal Network Analytics provides a real-time enthalpy balance across these systems, identifying thermal "leaks" and bypass-valve inefficiencies that traditional energy meters miss.
Traditional WHR management relies on manual boiler inspections—a reactive approach that fails to catch gradual scale buildup or condenser air-ingress. iFactory moves you to Continuous Thermodynamic Profiling, where AI-driven sensors monitor heat-transfer coefficients (U) and turbine back-pressure in real-time. Optimize your WHR boilers today to ensure maximum steam yield and zero unplanned downtime.
2. Heat Transfer Efficiency & Boiler Fouling Analytics
The efficiency of a Waste Heat Recovery Steam Generator (HRSG) is determined by the cleanliness of its heat-exchange surfaces. iFactory's Fouling Analytics Module calculates the Overall Heat Transfer Coefficient (U) for each boiler bank. By correlating gas-side pressure drops with steam-generation rates, the system identifies ash accumulation patterns before they impact production.
This move to "Condition-Based Soot Blowing" allows operators to clear deposits precisely when needed, rather than following a static timer. This reduces "thermal shock" on boiler tubes and saves thousands of tons of high-pressure auxiliary steam annually. Maximize your boiler efficiency with our integrated thermal modeling engine.
3. Sinter Bed Bed-Temperature Profiling
Sinter cooler WHR performance is highly sensitive to the sinter bed's "burn-through" point. iFactory's Sinter Bed Profiler uses thermal imaging and pallet-speed data to predict the exhaust air temperature arriving at the boiler intake. By adjusting cooler fan speeds in real-time, the system maximizes the "Air-to-Steam" enthalpy transfer without causing fan-power waste.
By stabilizing the inlet temperature, iFactory reduces the thermal fatigue on boiler inlet ducts and ensures a consistent steam-quality for the turbine. Audit your sinter WHR today.
The Strategic WHR Thermal-to-Power Lifecycle
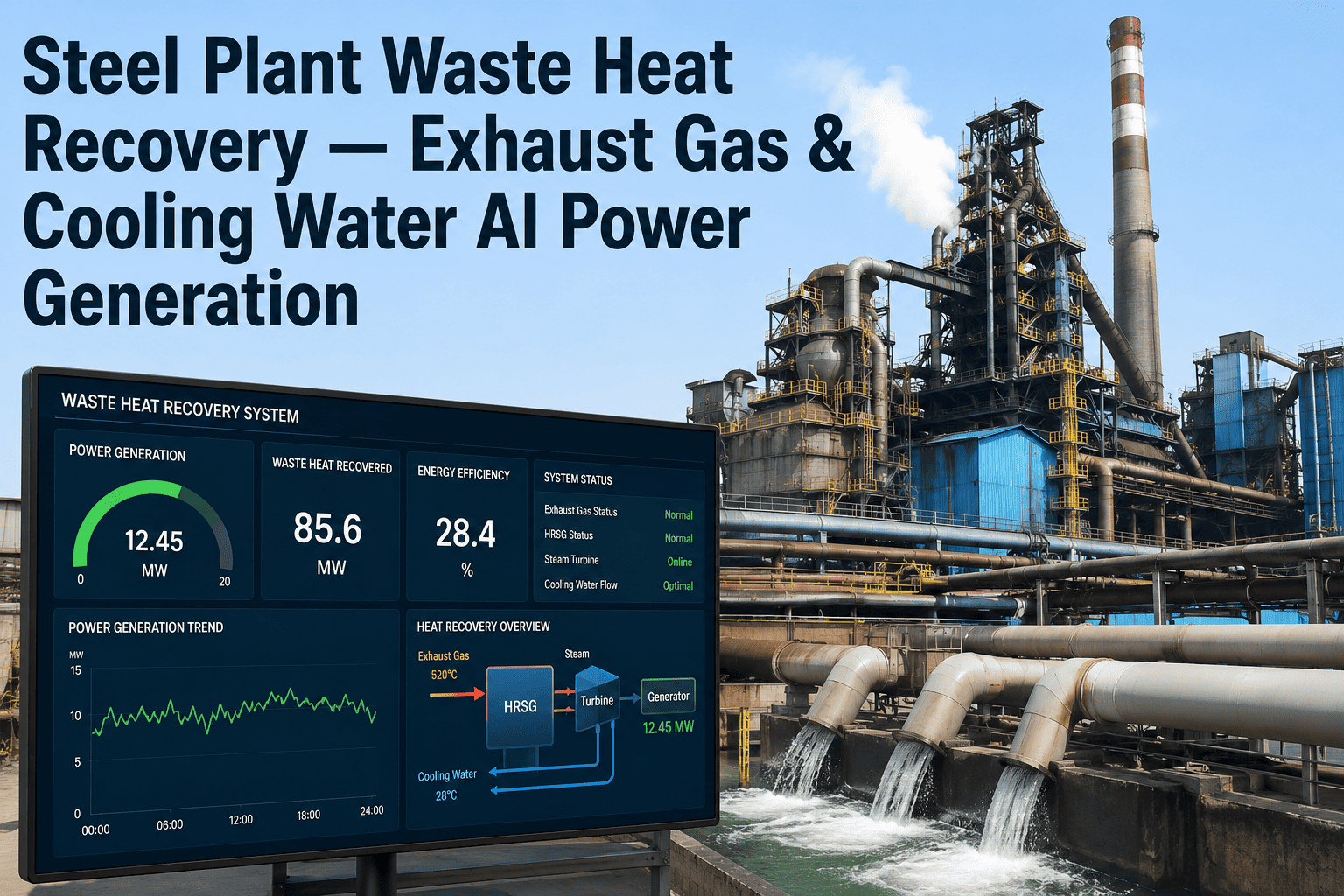
Optimizing the WHR cycle requires a granular understanding of the energy flow from the exhaust gas intake to the electrical grid. iFactory's Thermal Lifecycle Analytics tracks every joule of energy through the heat exchange and expansion phases. Book a Demo to see this lifecycle in action.
Exhaust Gas Intake & Thermal Profiling
Monitor the temperature and dust-loading of incoming exhaust from sinter coolers or furnaces. iFactory tracks intake dampers and fan speeds to ensure maximum heat-soak without causing structural stress on the boiler inlet ducts.
WHR Boiler & Economizer Analytics
The core of the system. iFactory monitors water-side scaling and gas-side ash deposits. By calculating the Heat Transfer Coefficient (U) in real-time, the system schedules automated soot-blowing only when efficiency drops, saving auxiliary steam.
Turbine Expansion & ORC Power Cycle
Monitor steam quality and turbine vibration. For low-temperature heat, iFactory optimizes the Organic Rankine Cycle (ORC), adjusting working fluid flow-rates to match the available thermal load, ensuring maximum power output in all weather conditions.
Condenser Vacuum & Thermal Sink Management
The final thermodynamic lever. iFactory predicts condenser vacuum drifts due to air-ingress or cooling water fouling. Maintaining a 1.0 mbar tighter vacuum can increase power generation by 1.5% annually. Optimize your turbine sink here.
WHR Thermodynamic Integrity & Deviation Matrix
| Asset Group | Critical Metric | Risk Threshold | AI-Driven Action |
|---|---|---|---|
| WHR Boiler / HRSG | Gas-Side Delta-P | > 20% increase from baseline | Trigger automated soot-blowing; check ash hopper operation |
| CDQ Steam Generator | Steam Temperature (T) | < 420°C at Superheater outlet | Verify coke quenching rate and boiler bypass valve position |
| Steam Turbine | Condenser Back-Pressure | > 0.12 bar (abs) | Alert for air-ingress; check cooling water pump flow-rate |
| ORC System | Working Fluid Sub-Cooling | < 5°C at Pump Suction | Adjust condenser fan speed; prevent pump cavitation risk |
| Heat Exchanger | Overall U-Factor | > 15% efficiency loss | Schedule predictive acid-wash or mechanical cleaning |
The Organic Rankine Cycle (ORC): Low-Temp Power Recovery
Many steel plant heat sources—such as low-pressure steam or hot water from furnace jackets—are too low-temperature for traditional steam turbines. iFactory's ORC Analytics Hub manages these "Grade-B" thermal assets by optimizing the use of organic working fluids. Our system models the fluid's unique vapor-pressure curves to ensure maximum enthalpy extraction.
By automating the ORC evaporator control loops, iFactory ensures that your plant recovers energy even during partial production loads. Evaluate your ORC potential today.
Predictive Maintenance for WHR Boiler Tubes
WHR boilers are prone to erosion and corrosion due to the high dust-loading of exhaust gases. iFactory's Tube Integrity Module correlates gas flow velocity with histórico wall-thickness measurements (from NDT scans) to predict the remaining life of boiler tubes.
- Erosion Mapping: AI identifies high-velocity lanes where tube wear is accelerated.
- Localized Steam Erosion (LSE): Predicting where soot-blower jet impact causes localized tube thinning.
- Soot-Blowing Optimization: Reducing soot-blower frequency by 20% to prevent "localized steam erosion" on tubes.
- Thermal Stress Monitoring: Tracking startup/shutdown cycles to prevent fatigue cracks in the boiler headers.
Book a thermal audit to see how we extend boiler life by 5+ years.
"Before iFactory, our WHR system was a black box. We didn't know we were losing 10 MW of power generation to condenser air-ingress until it was too late. Now, we have real-time thermal visibility, and our specific energy consumption has dropped by 12%."
The iFactory Steel WHR Digital Maturity Matrix
Identify your current state and map your path to a fully optimized, high-yield Thermal Control Tower.
The Strategic Roadmap to Maximum Energy Recovery
Phase 1: Thermal Network Instrumentation
Deploy high-temp sensors and flowmeters on all exhaust stacks and WHR intakes. Establish a unified thermal dashboard. Output: Total waste-heat visibility.
Phase 2: Boiler & Heat Exchanger Stabilization
Implement AI-driven fouling detection and optimized soot-blowing schedules. Output: 5-8% increase in steam generation efficiency.
Phase 3: Turbine & Condenser Optimization
Enable the predictive vacuum drift engine and ORC working fluid control. Output: 10% increase in power generation output.
Phase 4: Multi-Source Heat Balancing
Link sinter, coke, and furnace WHR units into a central steam-main control loop. Automate carbon credit data logs for Gold Standard verification. Output: Zero flaring of excess steam.
Phase 5: Autonomous Thermal Control Tower
Full closed-loop energy recovery and ESG reporting integration. Real-time monetization of thermal savings. Output: World-class energy efficiency benchmarks. Start your WHR roadmap today.
Frequently Asked Questions — Waste Heat Recovery Systems
How does iFactory identify boiler tube fouling in real-time?
We calculate the gas-side pressure drop (Delta-P) and the water-side heat transfer coefficient. A simultaneous increase in Delta-P and a drop in thermal efficiency is a definitive indicator of ash fouling.
Why is Coke Dry Quenching (CDQ) more efficient than wet quenching?
CDQ recovers the sensible heat of red-hot coke (~1000°C) using an inert gas, which is then used to generate high-pressure steam. Wet quenching wastes this thermal energy to the atmosphere as steam plumes.
What is an Organic Rankine Cycle (ORC) used for?
ORC systems use organic fluids with lower boiling points than water, allowing them to recover power from low-temperature sources (like hot water or low-pressure exhaust) that a steam turbine cannot handle.
Can analytics prevent steam turbine vacuum loss?
Yes. iFactory monitors the condenser's terminal temperature difference (TTD) and vacuum pull. Early identification of vacuum drifts allows maintenance to find air-ingress leaks before they trigger a turbine trip.
How does soot-blowing optimization save energy?
Traditional soot-blowing is done on a timer, often using 2-3 tons of steam per cycle. iFactory triggers it only when fouling is detected, reducing steam consumption by 20% and preventing tube erosion.
What is the ROI of a WHR project in a steel plant?
ROI is typically achieved in 12-24 months through (1) Lower electricity purchase costs, (2) Reduced fuel gas usage for steam generation, and (3) Verifiable carbon credit income via automated iFactory logs.
Does iFactory integrate with existing Boiler/Turbine DCS?
Yes. iFactory sits on top of your existing DCS (Honeywell, ABB, Yokogawa), providing the advanced analytical layer and predictive insights that standard control systems do not offer.
How do you handle fluctuating exhaust gas temperatures?
iFactory uses feed-forward control logic. By monitoring the upstream production process (e.g., sinter machine speed), we predict thermal surges and adjust the WHR boiler dampers preemptively.
What is the specific steam consumption (SSC) metric?
SSC measures the tons of steam generated per unit of thermal input. Monitoring SSC helps identify internal boiler inefficiencies like bypassing or internal tube leakage.
Can WHR systems support steel plant decarbonization?
Absolutely. Every megawatt of power recovered from waste heat is a megawatt that doesn't need to be generated from coal or gas, directly reducing the plant's Scope 2 carbon footprint.
What is "Terminal Temperature Difference" (TTD) in a condenser?
TTD is the difference between the steam saturation temperature and the cooling water outlet temperature. An increasing TTD indicates condenser tube fouling, which directly reduces turbine power output.
How does iFactory predict boiler tube erosion?
By correlating flue-gas velocity profiles with ash-abrasion indices and historically measured tube-wall thickness, the system maps high-wear zones and predicts the next tube failure event months in advance.
What is the impact of boiler water TDS on WHR efficiency?
High Total Dissolved Solids (TDS) leads to scaling on boiler tubes, which acts as an insulator. A 1mm scale buildup can reduce heat transfer by up to 10%, directly decreasing steam generation.