Every warehouse supervisor in a textile mill knows the Friday ritual: someone walks the yard with a clipboard, counts bale stacks by eye, loses count past forty, starts over, and writes down a number that is close enough. Cone racks in the spinning stores get the same treatment, and fabric rolls stacked on pallets are worse, because a roll hidden behind another roll simply does not get counted at all. The gap between what the inventory system says and what is physically on the floor grows a little every week until a stock audit forces a shutdown to reconcile it. Computer vision closes that gap by counting bales, cones, rolls and pallets from a camera feed in real time, and you can book a 30-minute walkthrough to see it running on footage from your own yard.
Stop Counting Inventory by Hand, One Bale at a Time
iFactory's AI vision counting engine watches your storage yards, cone racks and finished-goods warehouse continuously, converting camera footage into a live, auditable count that matches what MES and ERP expect to see.
Why Manual Counting Breaks Down at Scale
A single yard count of raw cotton or polyester bales can take a two-person crew half a shift, and the number they bring back is only as good as the last row they could physically see. The same weakness shows up wherever textile inventory sits in bulk: cone stores, greige fabric rolls, and finished-goods pallets stacked three or four high in a warehouse aisle.
typical variance between manual bale counts and physical audit reconciliation in fiber storage yards
labor time lost per week to manual cone, roll and bale counting across a mid-size mill's storage areas
average frequency of full physical stock audits needed to correct drift from manual count errors
of stored units covered continuously once fixed and mobile cameras replace periodic manual walks
How Vision-Based Counting Works, Step by Step
The system does not need a special SKU tag on every bale or cone. It learns to recognize your specific packaging shapes, stacking patterns and storage layout, then keeps a running count as inventory moves in and out.
Camera Coverage
Fixed cameras cover yard rows, cone racks and pallet zones. Overlapping fields of view remove blind spots that a walking auditor would miss behind the first row of stock.
Object Detection
A detection model trained on your bale wrap color, cone shape and roll diameter identifies each unit individually, even when units are partially stacked or occluded.
Movement Tracking
As forklifts and operators move stock, the system tracks units across frames so a bale moved from the yard to the line is subtracted once, not miscounted twice.
Live Reconciliation
Counts sync to your WMS or ERP on a set interval, so the system-of-record count matches the physical count without a scheduled audit walk.
See Your Own Yard Counted in Real Time
Bring a short clip of your storage yard or cone racks to the call and iFactory's team will show you what the detection model sees, live, before you commit to a pilot.
Where Mills Are Using Vision Counting Today
The same underlying detection engine adapts to different storage formats across a textile facility. Here is how it applies across the four most common counting problems mills report.
Fiber Bale Yards
Counts raw cotton, polyester and blended fiber bales stacked in outdoor or covered yards, tracking arrivals against purchase orders as trucks unload.
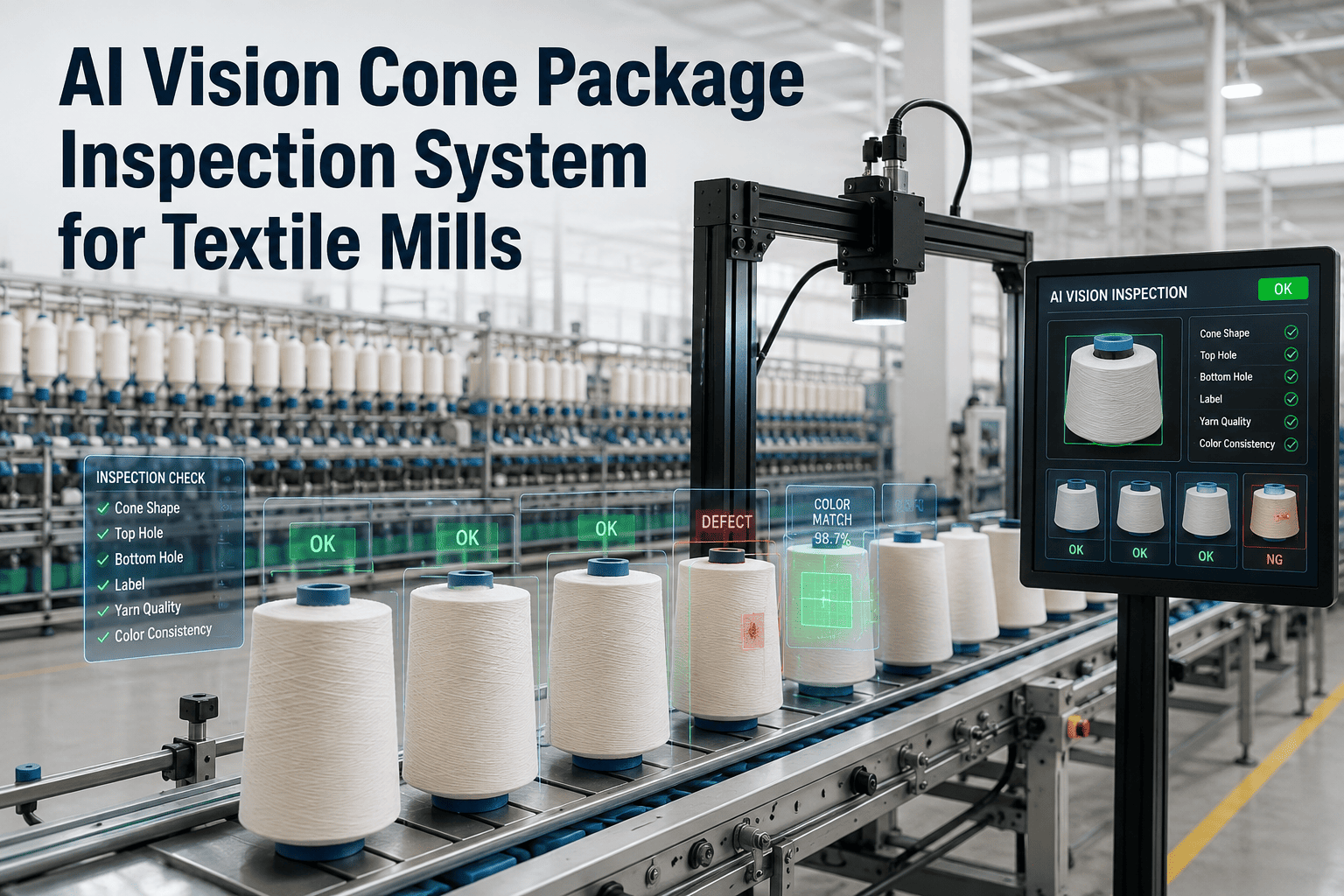
Yarn Cone Stores
Tracks cone inventory by rack position, flagging low-stock racks before a knitting or weaving line runs out mid-shift.
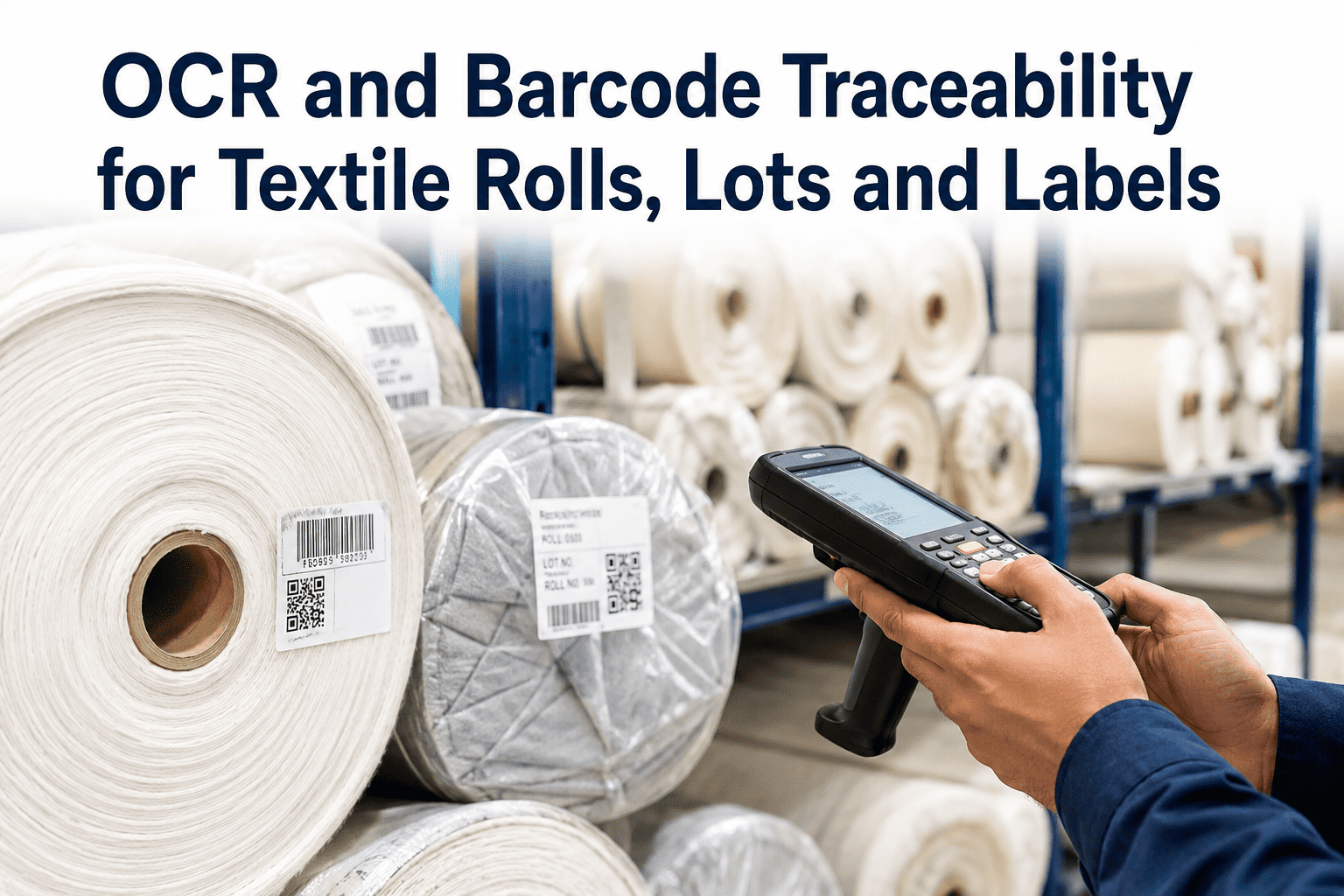
Fabric Roll Warehousing
Counts greige and finished rolls on pallet racking, distinguishing roll diameter classes to separate partial rolls from full production rolls.
Finished Goods Dispatch
Verifies pallet counts at the dispatch dock against the shipment manifest before the truck leaves, catching short-shipments before the customer does.
Manual Count vs Continuous Vision Count
| Factor | Manual Walk Count | iFactory Vision Count |
|---|---|---|
| Coverage frequency | Weekly or on-demand | Continuous, updated live |
| Labor required | 2-person crew, hours per count | None, after camera setup |
| Occluded stock | Often missed or estimated | Tracked across movement history |
| System-of-record accuracy | Drifts until next audit | Reconciled on a set interval |
| Audit prep time | Days of pre-count staging | Minutes, count is already current |
What Mills See After Deployment
Frequently Asked Questions
Does the camera need a clear, uncluttered view of every bale or cone to count accurately?
No. The detection model is trained on how your stock actually stacks, including partial occlusion where one bale or roll sits partly behind another. It uses shape, edge and pattern recognition rather than requiring a fully unobstructed view of each unit. Cameras are also positioned with overlapping angles specifically so that what one camera cannot see, another usually can, which is part of why the accuracy holds up in a busy working yard rather than only in a clean test environment.
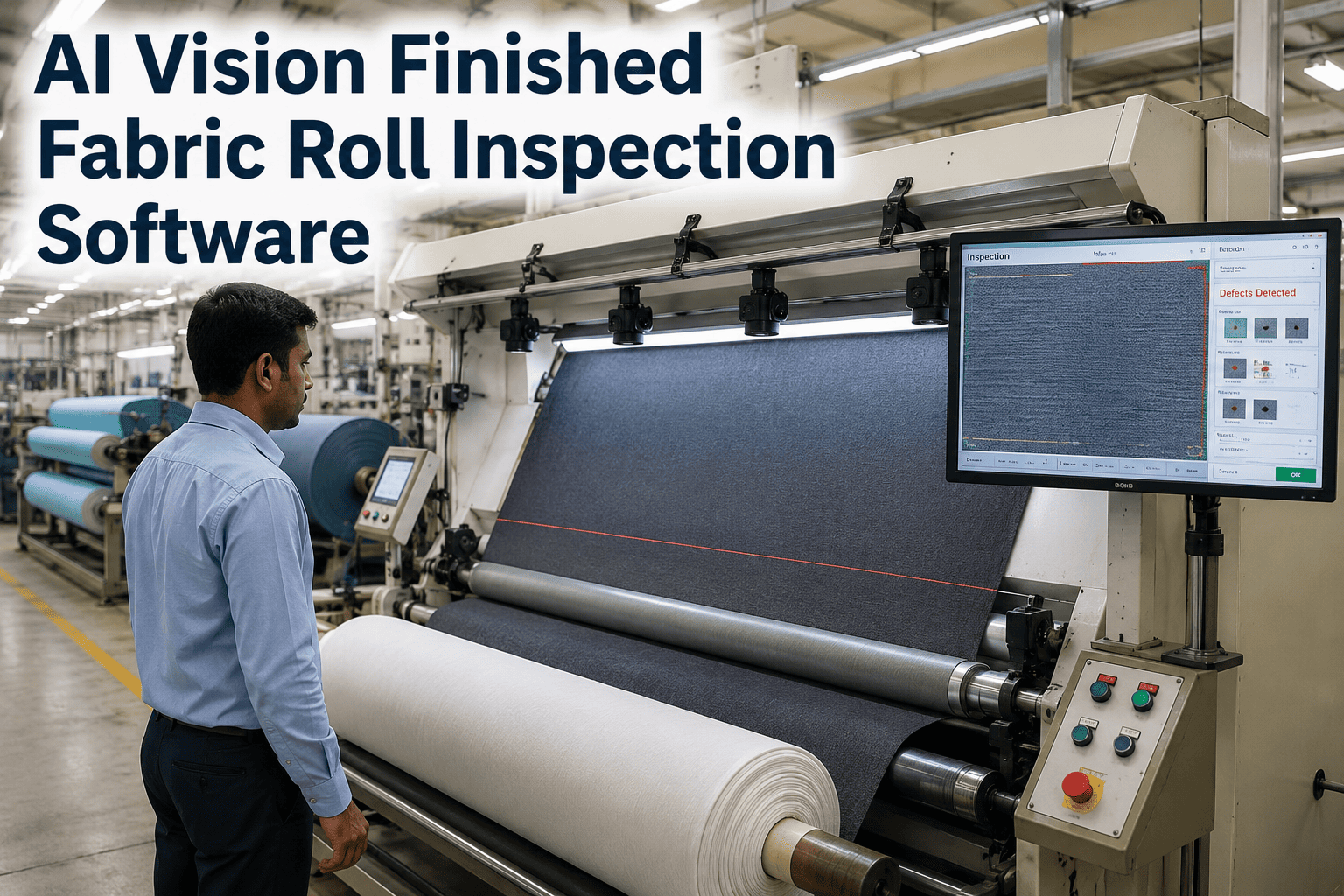
Can the system tell the difference between a full fabric roll and a partial roll returned from the line?
Yes. The model is trained to estimate roll diameter and can be configured with size classes so that partial rolls, seconds, and full production rolls are tracked separately rather than counted as identical units. This matters for mills that need partial-roll visibility for scheduling the next cutting or dyeing run. You can talk to a specialist about how your specific roll classes should be configured before rollout.
How does the count sync with our existing WMS or ERP system?
The vision system pushes count updates through an API integration on an interval you configure, from near-real-time down to hourly batches depending on how your warehouse team wants to consume the data. It does not replace your WMS or ERP, it feeds them a more accurate and more frequent count than a manual cycle count could produce, which reduces the reconciliation work your inventory team does at month-end.
What happens if lighting conditions change between day and night shifts in the yard?
Outdoor and low-light installations use supplementary lighting and camera settings tuned for the facility's actual shift pattern, and the detection model is trained on footage across those lighting conditions rather than only daytime samples. This is addressed during the pilot phase specifically so that a count taken on a night shift is just as reliable as one taken at midday, which is often the point where manual counting is least reliable to begin with.
How long does it take to get a working pilot running in one storage area?
Most single-area pilots, such as one bale yard or one cone store, go from kickoff to a live count within four to six weeks, depending on camera placement and network access at the site. The bulk of that time goes into training the detection model on your specific packaging and stacking patterns. Book a scoping call to get a timeline specific to your storage layout.
Know Your Real Count, Every Day, Not Just on Audit Day
Inventory drift is not a labor problem, it is a visibility problem, and it compounds every week that a mill relies on a periodic manual walk to know what is actually on the floor. Continuous vision counting turns your storage yard, cone racks and finished-goods warehouse into a system that reports its own inventory, accurately, without pulling a crew off the floor to go count it. The mills that adopt this stop scheduling audits to catch up with reality and start trusting the number on the screen. Talk to iFactory about what a pilot would look like on your specific yard or warehouse layout, and see the count running before you commit to anything.