A cone that leaves the mill with a winding defect, a missing label, or contamination doesn't usually get caught until it reaches the customer, and by then the cost is a return, a complaint, or a damaged account relationship rather than a quick fix on the floor. Manual end-of-line checks catch the obvious problems, but inspectors scanning hundreds of cones a shift start missing the subtle ones as fatigue sets in, the same pattern seen across manual textile inspection generally. AI vision inspection puts a trained camera on every cone before it's packed, checking winding shape, label accuracy, and surface contamination consistently, cone after cone, shift after shift. Packaging and dispatch teams can book a demo to see it running against real cone images.
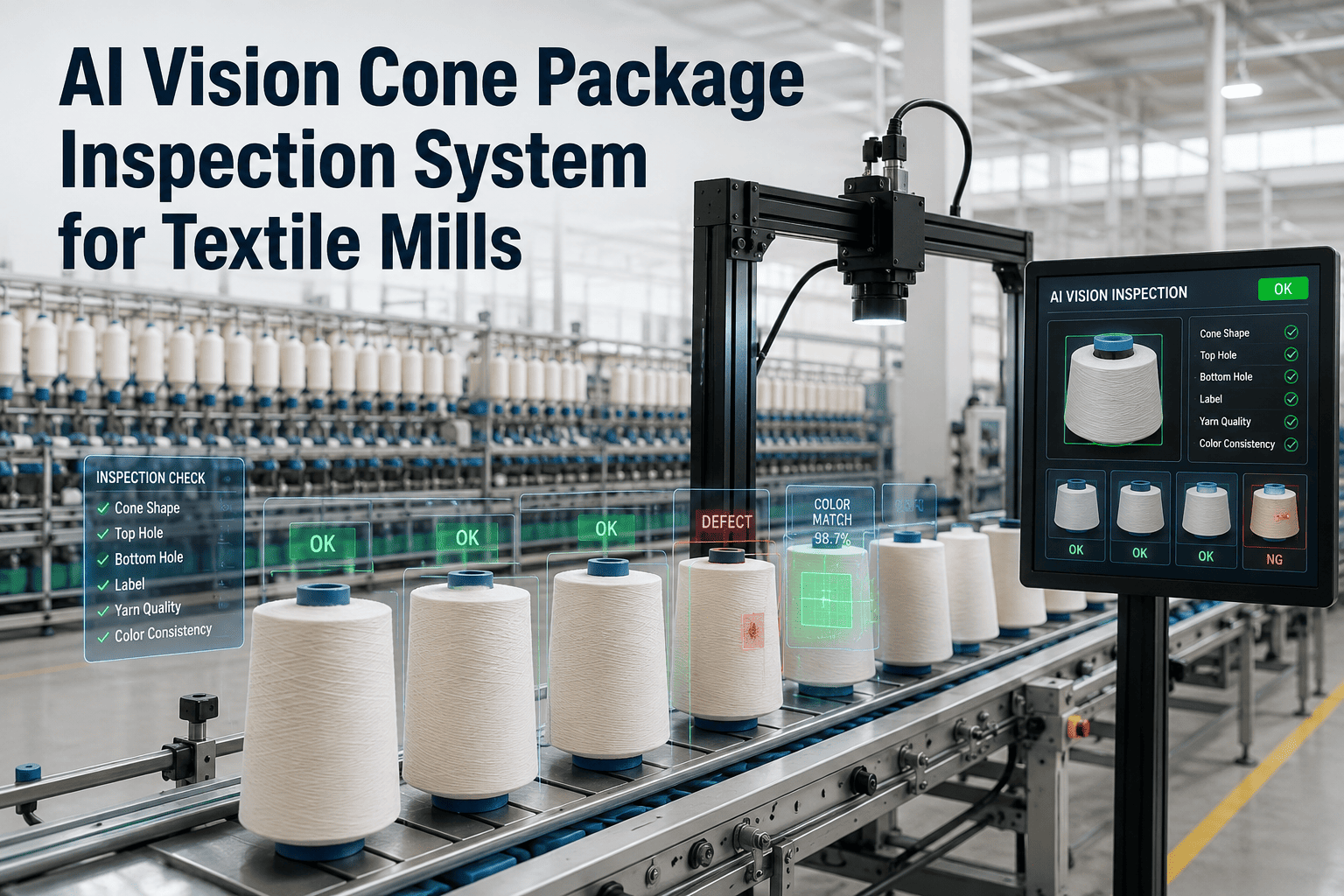
AI VISION · CONE PACKAGE INSPECTION
Catch the Cone Defect Before It Reaches the Customer
AI vision inspects every cone for winding shape, label accuracy, contamination, and packing quality before dispatch, so problems get caught on your floor, not in a customer complaint.
Why End-of-Line Checks Miss What Matters Most
A manual inspector checking cones at dispatch speed is making a judgment call in under two seconds per unit, which is enough time to catch an obviously misshapen cone but not a subtle contamination mark or a label that's slightly misaligned. Across textile inspection generally, manual checks are known to miss a meaningful share of defects simply because human attention degrades over a long shift, and dispatch inspection is no exception. Every cone that slips through becomes a customer-side discovery instead of a floor-side catch.
10-40%
Share of textile defects that manual visual inspection is known to miss
85%+
Real-time detection accuracy achievable with trained AI vision inspection
Every Cone
Inspection happens on every unit, not a sampled percentage of the run
SEE IT RUN ON YOUR CONES
Watch Classification Happen on Real Package Images
A working session using your own cone types and packaging standard.
What Gets Checked on Every Cone
| Check Category | What the Camera Looks For | Why It Matters |
| Winding Shape |
Uneven taper, collapsed layers, loose ends |
Shape issues cause unwinding problems downstream |
| Label Accuracy |
Placement, legibility, correct product match |
Mislabeled cones create order fulfillment errors |
| Surface Contamination |
Oil marks, foreign fiber, discoloration |
Contamination affects downstream processing quality |
| Packing Quality |
Wrapping integrity, carton fill, damage |
Poor packing leads to transit damage claims |
What a Packaging Line Manager Told Us
We used to find out about a labeling error when a customer called about the wrong product arriving. Now the camera flags a mismatch before the cone leaves the line, and our return rate for packaging-related issues has dropped noticeably.
Packaging Line Manager, Yarn Manufacturing Unit
Getting Ready for Inspection Deployment
Sample Cone Images Per Type
A representative image set across cone types and known defect categories speeds up initial training accuracy.
Camera Placement at Line Speed
Cameras get positioned to capture full cone views without slowing the existing dispatch line speed.
Defined Rejection Thresholds
Clear pass and fail criteria per defect type give the model a consistent standard to score against.
Frequently Asked Questions
Does this slow down the packing line?
No, inspection happens inline at existing line speed since the camera captures and classifies each cone in the time it already takes to move through the packing station. There's no added dwell time built into the process, which is one of the main reasons plants choose vision inspection over manual sampling that requires pulling cones off the line for closer review.
Can it tell the difference between cosmetic marks and real defects?
Yes, the model is trained against your own severity thresholds, so it learns which marks are cosmetic and acceptable versus which ones actually affect downstream processing or customer perception. This calibration uses your historical inspection decisions rather than a generic standard, which is why training on your own sample images matters. Teams can
book a demo to see severity scoring in action.
What happens when a cone gets flagged as a defect?
Flagged cones are routed for a quick manual review rather than being automatically discarded, since the system is designed to catch candidates for review rather than make final rejection decisions on its own. This keeps a human in the loop for edge cases while still removing the burden of checking every single cone manually.
Does this work across different cone sizes and colors?
Yes, the vision model is trained across your actual product mix, since defect visibility can vary between cone sizes, materials, and colors just as it does with fabric shade differences. Adding a new cone type to production typically requires a short calibration pass with sample images before it reaches full inspection accuracy. Current product mix details can be reviewed through
support.
How long before the system reaches production-ready accuracy?
Most deployments reach usable accuracy within two to four weeks of initial training on a solid sample image set, with a shadow mode period recommended alongside existing inspection before any rejection decisions are handed over. Accuracy continues improving over the following months as the system sees more real production variation across shifts and cone types.
CATCH IT BEFORE DISPATCH
Put Every Cone Through the Same Consistent Check
See how inspection accuracy compares to your current manual process.