The single most energy-hungry thing an automotive plant does is not stamping steel or running robots — it is conditioning air for the paint shop. A typical paint shop burns through as much energy in a year as a town of fifty thousand people, and most of it goes into heating, cooling, humidifying, and moving enormous volumes of air to keep paint quality perfect. The catch is that you cannot just turn it down: waterborne paint needs its climate held within tight bands or atomization fails and the finish is ruined. So the prize is real but narrow — cut the HVAC energy without ever touching the conditions the paint depends on. That is exactly the gap AI-driven optimization closes, with reported plant savings in the 20 to 40 percent range, and an iFactory analytics layer is where that control logic runs.
iFactory · Automotive Plant Energy Optimization
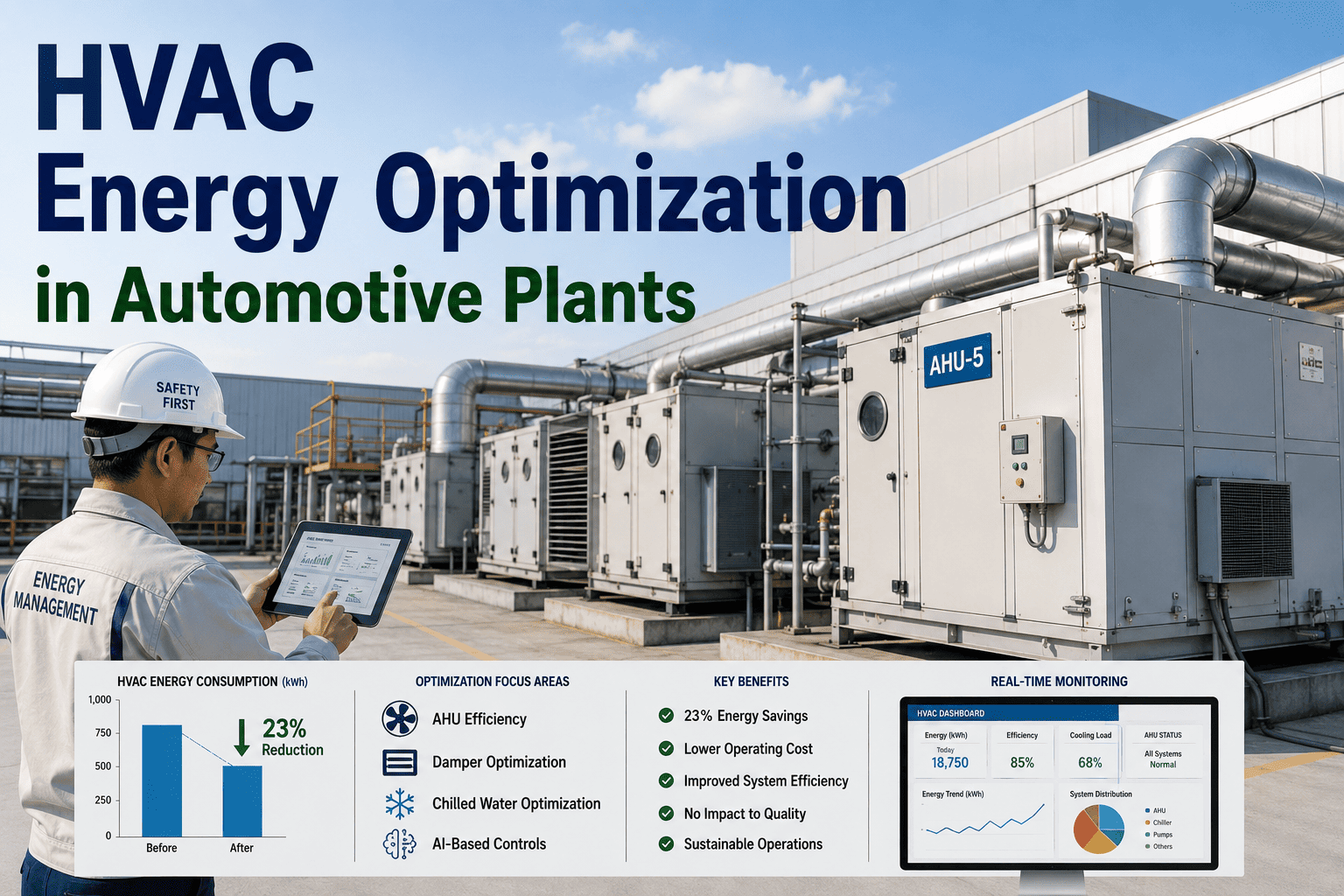
HVAC Energy Optimization That Cuts kWh Without Touching Paint Quality
Paint-shop air handling is the biggest energy load in the plant. Here is how to optimize AHUs, dampers, and chilled water — guided by AI, bounded by quality — for double-digit energy cuts that leave the finish untouched.
20-40%
HVAC energy AI optimization can cut
40-70%
of paint-shop HVAC energy is the AHUs
~23%
cut shown from setpoint reset alone
0
impact on paint quality bands
Where the Energy Actually Goes
You cannot optimize what you have not located. In an automotive plant the HVAC load is heavily concentrated, and the paint shop dominates it. Within the paint shop, the air handling units that condition supply air are the single largest consumer — accounting for the lion's share of paint-shop HVAC energy. Everything cascades from there: the AHU's airflow demand drives the chiller, the chiller drives peak electrical demand charges, and any waste at the AHU multiplies downstream. Find the AHU inefficiency and you have found most of the prize.
Paint shop
The most energy-intensive process in the plant
Paint-shop HVAC
Conditioning huge volumes of supply air
The AHUs
40-70% of paint-shop HVAC energy — the prize
The Guardrail That Shapes Everything: Paint Quality
Before any optimization, understand the one rule that bounds it. Waterborne paint demands precise climate conditions — if relative humidity drifts out of band, atomization fails and you get solvent popping or orange peel. That is scrapped product, not saved energy. This is why brute-force energy cuts fail in paint shops and why so many plants leave the savings on the table: their only safe move is to over-condition. Every lever below is constrained by this guardrail. The goal is never to widen the quality band — it is to hold the exact same band using far less energy.
Cut energy carelessly
leads to
RH drifts, atomization fails, finish defects, scrap
Cut energy intelligently
leads to
Same quality band held, far fewer kWh to hold it
The Three Levers — and the Waste Each One Hides
Almost all the recoverable energy lives in three systems. Each one carries a classic, well-documented waste pattern that legacy controls quietly accept as normal. Name the pattern and you can attack it.
AHUs & Fans
The waste: ghost loads
Fans pull near-full power even at shift change because legacy VFD logic ignores actual conveyor speed. Air keeps moving at full volume when there is nothing to coat.
Fix: tie fan speed to real production demand
Dampers & Air Mix
The waste: simultaneous heat-cool
Heaters and chillers fight each other to hold one setpoint — reheating air that was just mechanically cooled. Brute-force stability that burns energy on both sides.
Fix: coordinate dampers, economize free cooling
Chilled Water
The waste: fixed setpoints
Chilled water runs at one cold setpoint and flow regardless of actual cooling load, leaving the chiller at part-load inefficiency with an unstable temperature delta.
Fix: reset setpoint and flow to live demand
Want to know which of these three is bleeding the most kWh in your paint shop? Talk to an energy specialist and we will baseline each one on your data.
How AI Does What Fixed Controls Cannot
A paint shop's thermal load shifts constantly with weather, production rate, and ambient conditions. Fixed schedules and setpoints — the kind a legacy building management system runs — are blind to all of it, so they default to over-conditioning for safety. AI changes the game by predicting the load and adjusting ahead of it, holding the quality band with the minimum energy each moment actually requires.
Fixed setpoints blind to weather and production
becomes
Setpoints predicted from forecast and live load
Fans at full volume regardless of conveyor
becomes
Airflow scaled to real-time production demand
Heaters and chillers fighting each other
becomes
Coordinated control, no simultaneous heat-cool
Chiller stuck at one cold setpoint
becomes
Chilled-water reset to the load of the moment
Efficiency drift discovered months later
becomes
Anomalies flagged live, before they cost kWh
The key point for any plant manager: this complements the existing HVAC and process controls rather than replacing them. The AI layer sits on top, reads the data, and recommends or adjusts — so the capital investment is modest and the quality interlocks stay exactly where they are.
Want to see AI setpoint and airflow optimization modeled on your paint shop's actual load profile? Book a demo and we will walk through the savings path.
Frequently Asked Questions
How much HVAC energy can a plant realistically save?
AI-driven HVAC optimization commonly reports 20 to 40 percent energy reductions, with setpoint-reset strategies alone shown to deliver around 23 percent in some studies. The exact figure depends on how much waste your current controls carry — ghost loads, simultaneous heat-cool, and fixed chilled-water setpoints are the big recoverable buckets. The only way to know your number is to baseline first.
Won't cutting HVAC energy risk paint defects?
Only if you do it carelessly. Waterborne paint needs relative humidity held in a tight band, and if it drifts you get solvent popping or orange peel. Intelligent optimization never widens that band — it holds the exact same conditions using less energy by eliminating waste like over-conditioning and fan ghost loads. The quality interlocks remain in force; the AI works inside them.
Why are the AHUs the place to start?
Because they are the largest single consumer — paint-booth AHUs account for roughly 40 to 70 percent of paint-shop HVAC energy. They are also the central node: the AHU's airflow demand drives the chiller load and the peak electrical demand charges. Fixing AHU waste cascades savings downstream, which is why it delivers the biggest return per unit of effort.
Do we have to replace our existing HVAC controls?
No. AI optimization is designed to complement existing HVAC infrastructure and conventional process controls, sitting on top as a supervisory layer that reads data and recommends or adjusts setpoints. That keeps capital investment modest and leaves your safety and quality interlocks untouched. It is an analytics-and-control layer, not a rip-and-replace project.
What data do we need to get started?
The essentials are asset-level metering and the signals you likely already have: AHU discharge temperature and airflow, chilled-water supply and return temperatures and flow, damper positions, and production rate. Sub-metering each major HVAC asset is what turns a plant-level utility bill into asset-level KPIs like kW per ton and kWh per 1000 CFM — and that visibility is where the optimization starts.
The biggest energy load in the plant is also the most optimizable.
See Your Paint Shop's HVAC Savings — Quality Held Constant
Bring one paint shop. We will baseline your AHUs, dampers, and chilled-water plant, find the ghost loads and simultaneous heat-cool your current controls accept as normal, and model the AI optimization that cuts kWh while holding every quality band exactly where it is. Turnkey: a supervisory layer over your existing controls, with quality interlocks untouched and modest capital. Live in weeks, not quarters.
3
levers: AHU, dampers, chilled water
20-40%
energy on the table
0
change to quality bands
Weeks
to live on your controls