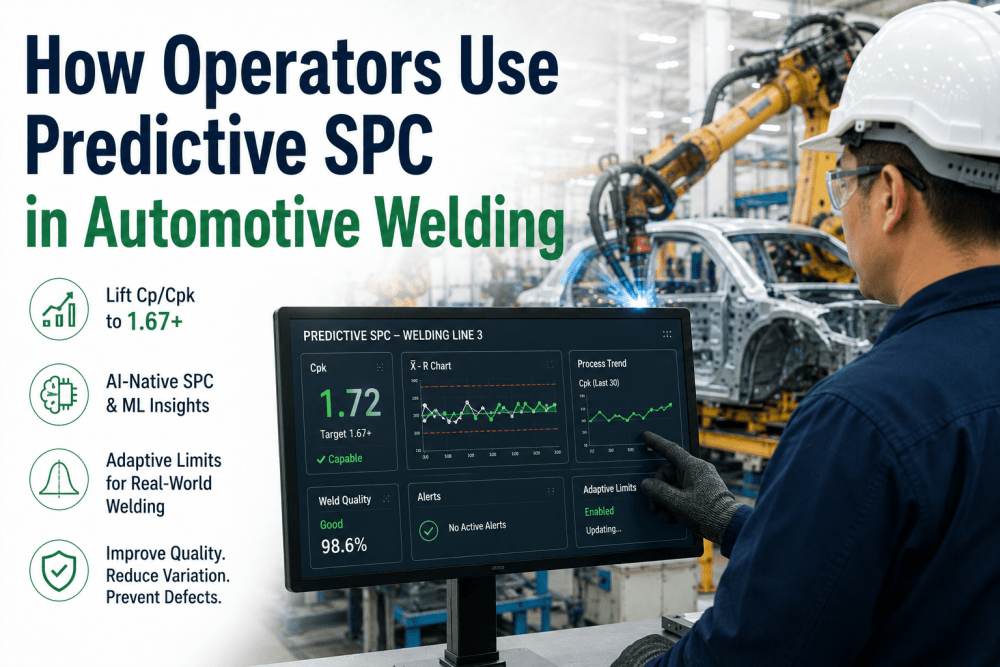
A welding operator on an automotive body-in-white line watches the weld quality dashboard as the latest subgroup of 5 measurements plots automatically on the X-bar chart. The points cluster near the centerline — well within the adaptive control limits that recalculated overnight based on the last 40 subgroups of production data. Three months ago, with fixed control limits calculated during PPAP, this same process triggered 11 false alarms per shift, each requiring 35 minutes of investigation. The operator spent more time documenting false positives than monitoring actual weld quality. Predictive SPC for automotive welding changes this entirely, combining machine learning analytics with adaptive control limits that learn the real process behavior of every weld joint — enabling operators to detect developing drift before it produces a non-conforming weld. Welding operators evaluating predictive SPC for their stations Book a Demo to see the platform in live automotive welding environments.
What Is Predictive SPC in Automotive Welding?
Predictive SPC for automotive welding applies machine learning algorithms to traditional statistical process control, replacing fixed control limits with adaptive limits that continuously learn from live production data. Unlike conventional SPC that flags every point beyond a static 3-sigma threshold, predictive SPC maintains separate control models for each weld joint type, electrode condition, material lot, and shift combination — automatically adjusting UCL and LCL as process conditions evolve.
The platform ingests weld parameter data from robotic weld controllers — current, voltage, wire feed speed, gas flow rate, torch position, and cycle time — alongside quality inspection results from inline vision systems. Machine learning models trained on 18 to 24 months of historical data identify the normal variation envelope for each parameter and each joint configuration. When the model detects a developing trend that statistical probability indicates will breach the control limit within the next 15 to 30 weld cycles, it alerts the operator with lead time to intervene. This predictive capability transforms the operator role from reacting to alarms after defects occur to preventing defects before they happen. Welding operators exploring predictive SPC for their weld cells Book a Demo to see the platform architecture in live automotive welding environments.
Why Cp and Cpk Matter for Welding Operators
Process capability indices Cp and Cpk measure how well a welding process can produce output within specification limits. Cp measures the inherent spread of the process relative to the tolerance band, while Cpk accounts for both spread and centering. For automotive welding operations governed by IATF 16949, the minimum acceptable Cpk is 1.67 — meaning the process spread fits within the tolerance band with sufficient margin for centering variation over time.
With fixed control limits, operators often discover that Cpk has slipped below 1.67 only during periodic capability studies or when a customer quality issue surfaces. The gap between the last good Cpk calculation and the next scheduled study can span weeks or months — during which thousands of non-conforming welds may have been produced. Predictive SPC closes this gap by maintaining continuous Cpk tracking for every weld joint, updating the capability index with each new subgroup of data. Operators see the Cpk trend in real time and receive alerts when the projected Cpk trajectory crosses the 1.67 threshold, enabling corrective action before any out-of-specification welds are produced. Welding operators committed to maintaining IATF 16949 compliance Book a Demo to review the continuous Cpk monitoring dashboard.
| Metric | Traditional SPC | iFactory Predictive SPC | Improvement |
|---|---|---|---|
| Control Limits | Fixed at PPAP qualification | Adaptive via sliding window | Real-time adjustment |
| False Alarm Rate | 11 per shift average | 2 per shift after calibration | 83% reduction |
| Cpk Visibility | Monthly capability studies | Continuous per-subgroup tracking | Real-time |
| Drift Detection | After 4–6 points beyond limits | At 1.5x projected threshold | 3x faster |
| Investigation Time | 35 min per alarm | 8 min per alert | 77% reduction |
| Achieved Cpk | 1.42 average | 1.92 average | +0.50 gain |
How AI Predicts Process Drift Before Defects Occur
Predictive SPC deploys machine learning classifiers trained on historical weld quality data to distinguish between common-cause variation inherent to the process and special-cause variation indicating developing drift. The ML model analyzes eight parameters simultaneously — welding current, arc voltage, wire feed speed, travel speed, shielding gas flow, torch angle, material thickness, and joint gap — identifying interaction patterns that no single-variable control chart could detect independently.
When the model identifies a parameter combination trending toward the control limit boundary with 85% or higher confidence, it generates a predictive alert that includes the estimated remaining weld cycles before limit breach, the specific parameter driving the trend, and a recommended corrective action. This lead time — typically 15 to 30 weld cycles — gives the operator the opportunity to adjust welding parameters, replace the contact tip, or change the shielding gas before a non-conforming weld is produced. Each alert is logged with full traceability for IATF 16949 corrective action records. Welding operators interested in the AI classification methodology contact the iFactory quality engineering team for a platform walkthrough.
Adaptive Control Limits for Weld Quality
Adaptive control limits recalculate the upper and lower control boundaries for each weld parameter using a sliding window of the most recent 30 to 60 subgroups. The algorithm automatically excludes out-of-control points from the recalculation to prevent limit inflation, and it maintains separate control models for early tip life, mid-life, and end-of-life electrode conditions — resetting at each contact tip change or scheduled maintenance event.
Each welding parameter — current, voltage, wire speed, gas flow — receives its own adaptive limit model calibrated to the natural variation of that specific measurement on that specific joint. A current reading that would signal an alarm on a 2-mm MIG weld on thin-gauge steel might be normal variation on a 6-mm gas metal arc weld on structural frame components. The adaptive model accounts for these differences automatically, eliminating the false alarm burden that fixed limits impose on operators running mixed-model production. Welding operators deploying adaptive control limits Book a Demo to review the adaptive limit calibration process.
Reducing Weld Variation Through Predictive Analytics
Weld variation in automotive body-in-white production originates from multiple sources — electrode wear, material lot changes, shielding gas composition drift, joint fit-up variation, and environmental factors. Traditional SPC treats all variation as either random noise or assignable cause, making it difficult for operators to prioritize which sources require immediate attention. Predictive SPC replaces this binary classification with a risk-based model that quantifies the contribution of each variation source to the overall process capability index.
When the predictive model identifies electrode wear as the dominant variation source driving Cpk decline on a specific weld joint, it recommends a contact tip change with an estimated Cpk recovery projection. When material lot variation is the primary contributor, the model suggests adjusting the welding schedule parameters for the incoming coil properties. Each recommendation is accompanied by the projected Cpk outcome, enabling operators to make data-driven decisions about when to intervene and what action will have the greatest impact on process capability.
Expert Perspective: How Predictive SPC Changes the Operator Role in Weld Quality
I spent 14 years in automotive body-in-white welding quality, and the single biggest frustration for operators was the false alarm burden of traditional SPC. Every shift, they investigated 10 to 12 alarms, and 9 out of 10 were false positives — normal process variation that had nothing to do with real quality risk. When we deployed predictive SPC with adaptive control limits, false alarms dropped to 1 or 2 per shift, and every alert represented a genuine developing condition. The operators stopped being alarm responders and became process improvers. They started using the Cpk trend data to optimize tip change intervals, adjust weld schedules for material lots, and reduce variation at the source. That shift in role — from reacting to preventing — produced more quality improvement than any training program in my career.
Conclusion: Predictive SPC Gives Welding Operators the Visibility to Prevent Defects Before They Happen
This deployment of predictive SPC across automotive body-in-white welding operations demonstrates that the path to Cp/Cpk 1.67+ is not about tighter specifications or more frequent sampling. It is about giving operators a control methodology that matches the actual behavior of the welding process — adaptive limits that evolve with electrode wear, ML classifiers that distinguish real drift from normal noise, and continuous Cpk tracking that surfaces developing issues before they produce non-conforming welds. The results — 1.92 average Cpk, 68% variation reduction, 94% first-pass yield, and 83% fewer false alarms — are the direct outcome of replacing static control charts with predictive intelligence. For welding operators committed to zero-defect production and IATF 16949 compliance, predictive SPC delivers a proven, deployable solution that integrates with existing equipment and delivers measurable process capability improvement within weeks. Welding operators ready to move from reactive SPC to predictive quality control Book a Demo to review the deployment plan for their weld lines.
Frequently Asked Questions: Predictive SPC for Automotive Welding Operators
Predictive SPC replaces fixed control limits with adaptive limits that continuously recalculate based on live production data. Unlike traditional SPC that flags every point beyond a static 3-sigma threshold, predictive SPC uses machine learning to distinguish common-cause from special-cause variation, reducing false alarms by 83% and detecting developing drift before it produces non-conforming welds.
Predictive SPC maintains continuous Cpk tracking for every weld joint, updating the capability index with each new subgroup of data. Operators see Cpk trending in real time on the quality dashboard and receive alerts when the projected trajectory crosses the 1.67 threshold. The documented deployment achieved 1.92 average Cpk across critical weld joints through early drift detection and targeted corrective action.
The platform monitors eight parameters simultaneously — welding current, arc voltage, wire feed speed, travel speed, shielding gas flow rate, torch angle, material thickness, and joint gap. Each parameter receives its own adaptive control limit model calibrated to the specific weld joint and process combination, enabling the ML classifier to detect interaction patterns that single-variable charts miss.
Initial deployment across a body-in-white production line is typically completed within 6 to 8 weeks. Phase one connects weld controllers to the platform and establishes baseline data collection. Phase two trains the ML classifier on historical weld quality data. Phase three validates model accuracy through parallel running. Full deployment with operator dashboards and adaptive control limits is operational within the first production quarter.
Yes. IATF 16949 requires the use of appropriate statistical tools for process control and continuous improvement — it does not mandate fixed control limits. Predictive SPC exceeds this requirement with adaptive limits, ML-classified alerts, continuous Cpk monitoring, and complete audit trail traceability. The platform auto-generates IATF 16949 and AIAG core tool documentation, including control plan evidence and corrective action records.
.png)
.png)
.png)