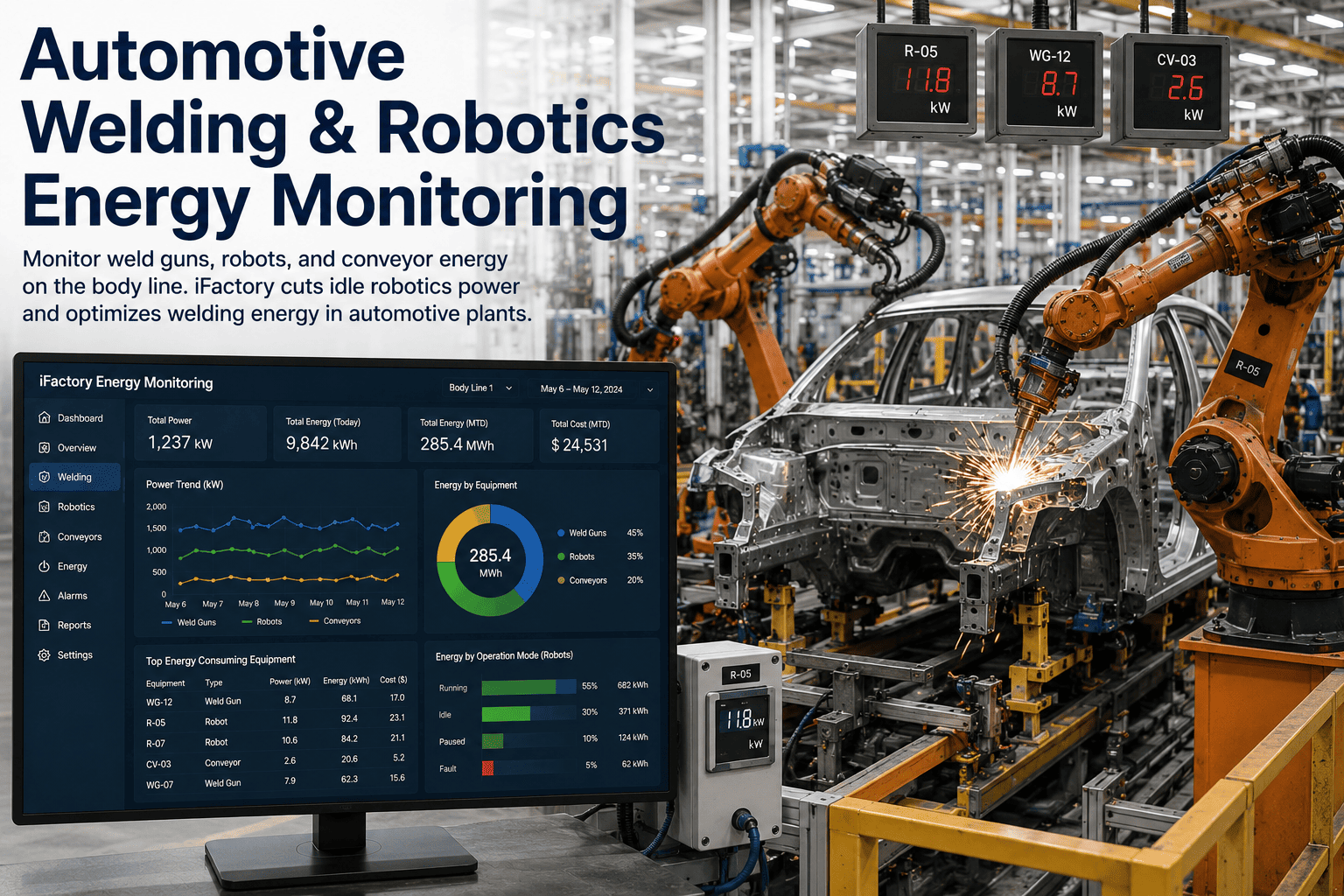
A modern automotive body shop fires roughly 5,000 spot welds into every vehicle that rolls through it, using hundreds of robots that can each peak near 60 kW in motion — yet keep drawing several hundred watts apiece while standing perfectly still between cycles, shifts, and breaks. Research on robotic welding lines shows that 40 to 60% of the energy consumed never touches the joint: it disappears into idle robots, energized transformers, cooling water, compressed air, and conveyors that never stop moving. The plant meter sees one number; the body line underneath it hides a hundred. iFactory\'s equipment submetering meters the weld guns, robots, and conveyors individually — cutting idle robotics power, optimizing welding energy per body, and turning the most automated zone of your plant into the most measurable one.
iFactory Equipment Submetering
Welding & Robotics Energy, Metered Down the Body Line
Per-weld-gun, per-robot, per-conveyor energy visibility across the body shop — so idle robot power, energized-but-waiting transformers, and drifting kWh-per-body finally show up as numbers you can act on.
~5,000
spot welds per car body
40-60%
of welding energy adds no value
~60 kW
peak draw of one welding robot
10-40%
savings from efficient weld control
The Most Automated Line Is the Least Measured
The body shop is the densest concentration of electrical load in vehicle assembly — hundreds of robots, weld guns firing thousands of times per body, and conveyors threading it all together. But almost every plant bills it as one lump. Nobody can say what one station, one robot, or one weld gun costs per shift, so nobody can say what it should cost. Submetering breaks the lump apart, machine by machine.
Load 01
Weld Guns
Thousands of resistance-weld pulses per body, plus transformers that stay energized while the line waits — heat without a single nugget formed.
Load 02
Robots
Six servo axes each, peaking tens of kilowatts in motion — and hundreds of watts holding position through every micro-stop, break, and changeover.
Load 03
Conveyors
Skids, lifters, and transfer systems that run whether bodies flow or not — a constant baseload that hides inside the line total.
Where a Welding Watt Actually Goes
Studies of robotic welding in automotive production found that 40 to 60% of total energy consumption never contributes to joining metal. The split below is the case for submetering in one picture: the majority of the body line\'s bill is overhead that per-machine measurement can find, attribute, and shrink.
Value-added: forming the weld
Non-value-added: idle, holding, standby, waiting
Idle Servo Holding
Robots burn energy keeping arms in position between cycles — over a full shift, standby and holding often consume more than the motion peaks.
Energized Transformers
Weld transformers left powered during line stoppages draw current while producing nothing; efficient controls that cut power at idle save 10 to 40%.
Always-On Auxiliaries
Cooling water and compressed air for the weld guns rank among the heaviest consumers in the welding shop — and run even when the line doesn\'t.
Untracked Conveyance
Transfer systems idle-running through breaks and starved cycles add a steady tax per body that no plant-level meter can attribute.
Want to see the value-added vs wasted split for your own body line? Book a demo and we\'ll profile it station by station.
The Idle Robot Is the Cheapest Fix in the Plant
Measurements on production welding robots show the power ladder is steep: tens of kilowatts in motion, around 700 W at standstill, roughly 200 W when drives power down after a short pause, and as little as ~18 W in hibernate — a reduction of 90% or more. The savings exist in the controller already; what plants lack is the per-robot data proving how many hours each robot spends on which rung.
Per-robot submetering reveals how many shift-hours each robot spends at standstill with drives live — and verifies the saving when brake management, standby, and weekend hibernation are enforced. One robot is small; three hundred robots, three shifts, every weekend, is not.
Idle Hours Quantified
Each robot\'s time-at-power profile shows exactly how long it holds position drawing live-drive power between cycles.
Standby Policy Enforced
Hibernate on weekends alone can return hundreds of kWh per robot per year — submetering confirms the policy actually runs.
Brake Management Verified
Engaging brakes instead of servo-holding during waits cuts holding power; the meter shows the before and after.
Fleet-Wide Multiplier
Savings that look trivial per robot compound across hundreds of robots, three shifts, and every non-production hour.
Weld Energy as a Quality and Cost KPI
Resistance welding turns electrical pulses into weld nuggets — which makes energy per weld, and energy per body, a process KPI as much as a cost line. Submetered weld-gun data exposes drifting electrode caps, mistimed schedules, and inefficient AC timers, and turns kWh-per-body into a number every shift can be measured against.
kWh per Body, per Station
The body line\'s true unit cost, trended shift by shift — drift up means something changed: caps, schedules, or sequence.
Electrode Wear Signature
Worn electrode tips raise the energy each weld needs; the trend flags cap dressing and replacement before quality slips.
AC vs MFDC Evidence
Per-gun metering quantifies what an inverter MFDC upgrade actually returns versus legacy AC timers, gun by gun.
Idle Transformer Alarm
Transformers drawing power during stoppages get flagged automatically — the 10 to 40% idle-control saving, captured.
Curious what one body actually costs in kilowatt-hours on your line? Talk to our energy team and we\'ll baseline it with you.
Abnormal Draw Is an Early Warning, Not Just a Cost
On a line this automated, energy data doubles as condition data. A robot whose axes draw more current for the same trajectory, a weld gun whose pulses lengthen, a conveyor motor trending upward — all of it shows mechanical trouble forming before it stops the line. The same submeters that cut the bill protect the takt.
Robot Axis Drift
Rising current on a repeated trajectory points to gearbox wear, friction, or misalignment in a specific axis — caught against its own baseline.
Gun & Cable Degradation
Energy anomalies expose failing shunts, tired transformers, and cooling problems on the gun before weld quality pays for them.
Conveyor Motor Trend
A transfer motor pulling more power at constant load is bearings or tension going wrong — a work order now beats a stopped line later.
Automatic Work Orders
Drifting equipment raises a maintenance work order automatically, so every anomaly becomes a planned fix, not a 2 a.m. surprise.
Built for the Body Shop, Run Inside Your Firewall
iFactory deploys as a pre-configured edge server on-premise, integrating read-only with power meters, robot controllers, and weld timers across hundreds of stations. Your line data never leaves the plant, and nothing touches the controls — the platform observes, attributes, and alerts.
Hundreds of Stations, One View
Every robot, gun, and conveyor profiled on one platform, ranked by consumption, idle waste, and savings opportunity.
Read-Only Integration
Inbound-only connections to meters, drives, and controllers — no external egress, no path into the line\'s controls.
On-Prem Edge Server
Runs inside your firewall on pre-configured hardware; production and electrical data stay in the plant.
Maintenance Connected
Findings become work orders in your maintenance workflow, so energy insight turns into executed fixes.
What the Body Line Gets Back
Metering the welding zone machine by machine converts directly into recovered idle power, lower energy per body, and faults caught while they\'re still cheap. These reflect the outcomes automotive plants pursue when submetering reaches the body shop.
90%+
Idle power cut
when robots hibernate through non-production hours instead of holding
10-40%
Weld control saving
from cutting transformer power at idle and efficient weld schedules
kWh/body
KPI established
a per-station unit cost every shift and model launch is measured against
Earlier
Faults caught
axis, gun, and conveyor drift becomes a work order before a line stop
Three hundred robots, three shifts, five thousand welds a body — how much of that is waste? Talk to our energy team and find out.
Frequently Asked Questions
How much of welding energy is actually wasted?
Studies of robotic welding in automotive production found 40 to 60% of total energy consumption doesn\'t contribute to joining metal — it goes to idle robots holding position, energized transformers waiting, cooling water, compressed air, and conveyance. Submetering exists to find and attribute exactly that share, machine by machine.
How big is the idle-robot opportunity really?
Measured robot power ladders run from roughly 60 kW peaks in motion to ~700 W at standstill with drives live, ~200 W after auto power-down, and ~18 W in hibernate — savings of 90% or more during non-production time. Per robot it\'s modest; multiplied across hundreds of robots, three shifts, and every weekend, it\'s one of the cheapest savings in the plant.
What does weld-gun submetering reveal beyond cost?
Energy per weld is a process signal. Rising draw flags worn electrode caps, mistimed weld schedules, and degrading guns before quality slips. It also quantifies upgrades with evidence — like what an inverter MFDC timer returns versus a legacy AC unit, or the 10 to 40% saved by cutting transformer power during idle.
Can energy data predict failures on the line?
Yes. A robot axis drawing more current on the same trajectory signals gearbox wear or misalignment; a conveyor motor trending up at constant load points to bearings or tension. Because the platform links to maintenance, drifting equipment raises a work order automatically — a planned fix instead of a stopped line.
What does deployment involve, and does line data leave the plant?
The platform runs on a pre-configured edge server on-premise, inside your firewall, with read-only inbound-only integration to power meters, robot controllers, and weld timers — no external egress, no path into controls. The fastest way to see fit is a demo on your own line; bring your station count and robot fleet size.
Meter the Guns. Wake Up the Savings.
See Your Body Line Submetered, Station by Station
Bring your robot count and station map. We\'ll profile idle power across the fleet, baseline kWh per body, flag the energized-but-waiting transformers, and show the axis-drift alerts that turn energy data into prevented line stops — all on an on-prem server inside your firewall.
On-prem
inside your firewall