How Plant Managers Use Predictive SPC in Aerospace CNC Machining
By Grace on June 11, 2026
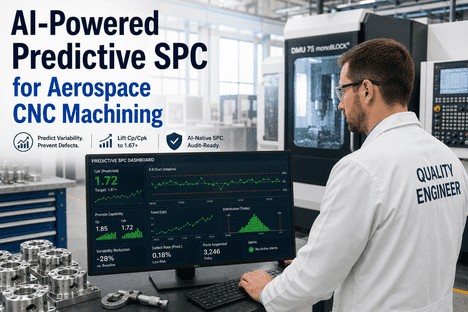
A titanium aerospace fitting is running on a 5-axis CNC machine. The finishing pass is 45 minutes from completion. On the control chart, spindle load and vibration are within specification. The cut looks clean to the operator. But the surface finish has crossed the Ra 1.6 threshold — a 0.3-micron deviation that will fail the AS9102 first-article inspection when the part reaches the CMM two hours from now. A predictive SPC system would have detected this 20 minutes ago: the surface finish readings moved beyond the 2-sigma warning band on the third consecutive pass, triggering a Western Electric Rule 2 alert — two of three consecutive points beyond the 2-sigma limit. The operator would have received an alert with a recommended tool inspection before the next pass. Instead, the part will be completed, removed, inspected, scrapped, and another 10-hour cycle started on a replacement blank. The difference between the scrap outcome and the prevention outcome is the SPC detection logic — and whether the limits and rules are configured to catch the pattern before the feature is finished, not after the CMM confirms it.
Western Electric Rules · Adaptive UCL/LCL · Predictive Alerts · AS9100 Records
Predictive SPC for Aerospace CNC Machining: How Plant Managers Use Western Electric Rules and Adaptive Control Limits to Cut Scrap 30–50%
iFactory’s predictive SPC platform gives aerospace CNC plant managers Western Electric rule-based detection, adaptive UCL/LCL that adjust for material and program changes, and automatic AS9100 scrap prevention records — so the surface finish deviation that would have been caught at the CMM hours later is detected at the machine during the pass.
Scrap reduction achievable when predictive SPC with Western Electric rules detects process drift at the machine before the part is completed
60%
Reduction in false SPC alerts when adaptive limits replace static limits — operators trust and respond to alerts that reflect current process conditions
80%
Faster defect detection — predictive SPC catches process drift at the first statistical signal rather than after the CMM or operator inspection confirms the non-conformance
100%
AS9100-compliant SPC records generated automatically for every feature monitored — no manual control chart logging or data transcription required
The Four Western Electric Rules Every Aerospace CNC Plant Manager Should Know
Western Electric rules are the standard statistical detection logic used in SPC to identify assignable-cause variation before it produces non-conforming output. Each rule targets a specific type of process behaviour, and each one applies directly to the most common defect patterns in aerospace CNC machining. The difference between a predictive SPC system and a basic SPC system is that predictive SPC applies all rules simultaneously and in real time — not as a monthly process capability review, but as a continuous machine-level monitoring system that alerts the operator when any rule is triggered.
The four panels below show each Western Electric rule, the process signature it detects, the CNC machining defect it prevents, and the typical lead time advantage over conventional detection methods.
R1
One point beyond the 3-sigma control limit
Detects: Sudden catastrophic process shift
A single measurement point falling outside the 3-sigma upper or lower control limit indicates an immediate, large-magnitude process change. In CNC machining, this correlates with tool breakage, fixture failure, material blowout, or a program offset error. The detection is instantaneous — the rule fires on the first out-of-limit measurement, not after the part is completed and inspected.
Tool breakage alert
Fixture failure
Immediate machine stop
R2
Two of three consecutive points beyond the 2-sigma warning limit
Detects: Early-stage tool wear progression
The most common predictive pattern in CNC machining. As a tool wears incrementally across multiple passes, the surface finish or dimensional measurement drifts progressively toward the control limit. Two of three consecutive points beyond the 2-sigma band is the statistical signature of a tool that is degrading — but has not yet failed. This rule typically fires 10 to 30 minutes before the measurement exceeds the specification limit, giving the operator time to change the tool during a scheduled break rather than after a scrap event.
Tool wear detection
Surface finish trending
Preventive tool change
R3
Four of five consecutive points beyond the 1-sigma zone
Detects: Gradual process bias or setup drift
A slow, persistent shift in the process centre is the signature of thermal growth, coolant temperature change, or a gradual offset in the work coordinate system. Four of five consecutive points beyond the 1-sigma zone indicates that the process has moved off-centre even though individual points remain within the control limits. This rule catches the slow drift that compound CMM measurements and tool touch-off cycles introduce over long production runs.
Thermal drift detection
Setup offset shift
Process centre bias
R4
Eight consecutive points on the same side of the centreline
Detects: Sustained process average shift
Eight consecutive measurements on the same side of the centreline — regardless of distance from the limit — indicates a sustained, systematic shift in the process average. In CNC machining, this is the signature of a material batch change, a coolant concentration shift, or a consistent tool wear pattern over multiple parts. The rule fires after the eighth point, by which time the process average has clearly moved but no individual point has exceeded any sigma band. This is the earliest possible detection of a persistent process change.
Material batch change
Sustained average shift
Process bias detection
The Predictive SPC Alert Escalation: What Fires at Each Level and What the Plant Manager Expects
Predictive SPC is not a single alert threshold. It is a four-level escalation system where each level triggers a different response — from operator awareness at Level 1 to program stop and mandatory engineering review at Level 4. The escalation structure ensures that minor deviations are managed at the operator level while sustained or severe deviations escalate to plant management visibility automatically. For the plant manager, the escalation log provides a clear record of every process deviation — whether it was resolved at the operator level or required management intervention — satisfying the AS9100 clause 8.5.1 requirement for production process monitoring records.
Level 1
Normal
All points within 1-sigma of the centreline. No rule triggered. Process stable.
The process is running under normal variation. The operator continues without intervention. Control chart updates are logged automatically for the shift record. No alert generated. The plant manager sees the stable status as a green indicator on the floor dashboard.
Level 2
Warning
Rule R4 triggered (eight points one side) or Rule R3 triggered (four of five beyond 1-sigma).
The process is showing a sustained shift or bias. The operator receives a dashboard notification recommending investigation at the next operator check. No machine stop required. The operator inspects the tool condition, verifies coolant flow, and logs the check result. If the pattern stabilises, the alert clears. If it escalates, Level 3 triggers automatically.
Level 3
Action
Rule R2 triggered (two of three beyond 2-sigma). Tool wear progression confirmed.
The operator receives a mandatory action alert: inspect the cutting tool, verify the surface finish, and either change the tool or adjust the offset before the next pass continues. The machine does not stop automatically unless configured for critical features. The operator acknowledges the alert, logs the corrective action, and the system monitors the next measurement for confirmation. If the measurement returns to normal, the alert demotes to Level 1. If it escalates further, Level 4 triggers.
Level 4
Critical
Rule R1 triggered (point beyond 3-sigma control limit). Immediate stop and containment.
A critical feature measurement has exceeded the control limit. The system triggers a machine stop or operator halt instruction. The plant manager and quality manager receive an automatic escalation notification. A mandatory root cause investigation is opened, and the part in progress is flagged for full containment inspection. The SPC record for the event — including the measurement value, the rule triggered, the operator action, and the escalation notifications — is written to the AS9100 audit log automatically.
Western Electric Rules · Alert Escalation · Tool Wear Detection · AS9100 SPC Logs
The Tool Wear That Produces a Surface Finish Deviation at 10:22 Is Detectable at 10:02 by Western Electric Rule 2. Predictive SPC Gives You the 20-Minute Window That Saves the Part.
iFactory’s predictive SPC platform for aerospace CNC machining — Western Electric rule-based detection across all four escalation levels, adaptive UCL/LCL that adjust for material batch and program changes, and AS9100-compliant SPC records generated automatically for every monitored feature. Configured for your machining centres and part programs.
What Predictive SPC Delivers for the Aerospace CNC Plant Manager
For the plant manager accountable for scrap rates, OEE, and AS9100 compliance across a fleet of CNC machining centres, predictive SPC delivers measurable improvement in three areas that directly determine plant-level performance and audit outcomes.
Benefit 01
Scrap Prevention at the Statistical Signal, Not at the CMM Confirmation
The fundamental advantage of predictive SPC over post-process inspection is that detection occurs at the statistical signal — the point at which the measurement trend indicates that a deviation is underway but has not yet produced a non-conforming feature. For the plant manager, this means scrap is prevented rather than detected. The surface finish deviation that would have been caught by the CMM two hours after machining is instead caught by the Western Electric rule during the finishing pass. The part is saved, the machine continues productive work, and the scrap rate drops by 30% to 50% for the features under SPC monitoring. No capital equipment purchase required. The reduction comes from closing the detection window.
Benefit 02
Operator Confidence Restored by Adaptive Limits That Match Current Conditions
Static SPC limits generate false alarms when the material batch, tooling configuration, or part program changes — conditions that occur multiple times per shift in a typical aerospace CNC operation. Operators learn to ignore alerts that fire against limits that no longer match the process state. Predictive SPC with adaptive limits eliminates this desensitisation cycle. Limits recalibrate automatically when a program change is registered, a new material batch is introduced, or a tool change is logged. The operator sees alerts that are credible because they reflect the current process — not last month’s process capability study. The 60% reduction in false alert volume is accompanied by a corresponding increase in operator response rate to real alerts.
Benefit 03
AS9100-Compliant SPC Records Without Manual Chart Maintenance
Every measurement, every Western Electric rule trigger, and every operator corrective action is written to the AS9100 audit log automatically — with the measurement value, the rule that fired, the operator acknowledgement, and the corrective action recorded against a timestamped event. The plant manager can retrieve the complete SPC record for any part, any feature, any shift, or any machine from the searchable audit log in under 30 seconds. For the AS9100 or Nadcap auditor reviewing the process monitoring records, the SPC log provides the complete chain of evidence required by clause 8.5.1 — without a single manual control chart, paper log entry, or retrospective data transcription.
Why Aerospace CNC Plant Managers Are Deploying Predictive SPC Now
Three converging pressures are driving aerospace CNC machining operations to adopt predictive SPC as a core process monitoring capability. Each represents a strategic risk if unaddressed and a measurable performance advantage once resolved.
Driver 01
Titanium and Inconel Material Costs Are Driving Scrap Reduction ROI
Aerospace-grade titanium and inconel billet costs have risen 25% to 40% over the past three years, and lead times for forged and cast preforms have extended significantly. The financial impact of scrapping a single high-value part now exceeds $5,000 to $20,000 in raw material alone, before accounting for machine time and downstream schedule disruption. Predictive SPC reduces scrap rates by 30% to 50% for monitored features, translating into material cost avoidance that delivers measurable ROI within months. For the plant manager who is reporting to executive leadership on material cost variance and production throughput, predictive SPC is the most direct tool available for protecting both metrics simultaneously.
Driver 02
AS9100 and Nadcap Auditors Are Requiring Real-Time SPC Evidence
The AS9100:2024 revision cycle and Nadcap audit checklists are placing increasing emphasis on real-time process monitoring records — not retrospective control charts reconstructed from CMM data after the fact. Auditors are asking to see the SPC chart that was live on the operator dashboard at the time the part was being machined, not the control chart that was generated from the CMM results after the part was completed. Predictive SPC with automatic audit logging satisfies this requirement directly: the control chart is live, the rules are firing in real time, and the complete SPC event record is timestamped and searchable from the moment the measurement was taken. Plant managers who deploy predictive SPC now are building the digital SPC infrastructure that the AS9100 certification body will expect to see at every audit within the next two to three years.
Driver 03
The OEE Quality Gap Is the Largest Remaining Improvement Lever
Most aerospace CNC operations have optimised cycle times, reduced planned downtime, and implemented total productive maintenance programs. The remaining OEE gap — typically 15% to 25% for the average operation — is dominated by quality losses: time spent machining parts that are later scrapped, time spent inspecting parts that are conforming, and time spent investigating quality events that could have been prevented. Predictive SPC targets the quality loss category directly by preventing scrap at the detection signal rather than the confirmation point. For plant managers who have exhausted the traditional OEE improvement levers, predictive SPC represents the highest-impact remaining opportunity.
Conclusion
The aerospace CNC plant manager’s scrap reduction target for 2026 cannot be achieved by improving CMM inspection speed or adding operator inspection checks. Those measures detect non-conforming parts after they are produced. They do not prevent them. Predictive SPC — with Western Electric rule-based detection, adaptive control limits, and a four-level alert escalation system — prevents scrap by detecting the statistical signature of process drift before the drift produces a non-conforming feature.
The operator receives the alert when the measurement trend crosses the warning threshold, not when the CMM confirms the failure. The tool is changed during the next scheduled break, not after a scrap event. The part is saved, the machine continues productive work, and the AS9100 SPC record is written automatically without a single manual control chart entry. The scrap rate drops by 30% to 50% for monitored features, the false alert rate drops by 60%, and the plant manager’s SPC evidence for the next AS9100 or Nadcap audit is complete, searchable, and exportable without preparation.
iFactory’s predictive SPC platform is purpose-built for aerospace CNC machining operations — with Western Electric rule-based detection across all four escalation levels, adaptive UCL/LCL that adjust for every material batch and part program change, and AS9100-compliant SPC records generated automatically for every monitored feature. Book a Demo to see predictive SPC configured for your machining centre fleet and part programs, or talk to an expert about a live SPC walkthrough on your production data.
Frequently Asked Questions
Basic SPC in most aerospace CNC shops operates as a retrospective reporting tool — measurements are collected at the CMM or inspection station after the part is completed, plotted on a control chart that is reviewed during the weekly quality meeting, and used to make process adjustments for the next production batch. By the time the control chart identifies a trend, the non-conforming parts have already been produced. Predictive SPC runs the same statistical logic — Western Electric rules, control limits, centreline analysis — but applies it to measurements taken during the machining cycle rather than after part completion. The control chart updates with every measurement and the rules are evaluated in real time. When a rule triggers, the alert fires during the current part cycle, not after the part is completed and inspected. The difference is not the statistical method — it is the measurement latency and the response timeline. Talk to an expert about transitioning your existing SPC program from retrospective to predictive with iFactory.
Yes. The iFactory predictive SPC platform ingests measurement data from Renishaw, Hexagon, Marposs, Blum, and other in-process probing and tool-sensing systems via standard industrial communication protocols — MTConnect, OPC-UA, and direct serial or Ethernet connections to the probe interface unit. The probe measurement data that the machine already collects — bore diameters, surface coordinates, tool length offsets, feature positions — is streamed into the SPC engine as the measurement data points that feed the Western Electric rule evaluation. This means the shop does not need to install additional sensors or measurement devices to begin running predictive SPC. If the machine is already probing features and recording tool offsets, those data points are sufficient to populate the control charts and evaluate the detection rules. The platform adds the real-time rule evaluation, alert escalation, and audit logging layer on top of the measurement infrastructure that is already in place. Book a Demo to see the probe integration configured for your machine models and probe types.
The adaptive limit engine maintains separate baseline profiles for each material and program combination. When the part program is loaded and the material is identified — either through the program header metadata, operator selection, or an RFID tag on the material — the system loads the UCL and LCL baselines that are calibrated to the expected variation range for that material and that feature. Titanium finishing passes produce a different measurement distribution than aluminum finishing passes due to differences in material removal rate, tool wear progression, and thermal behaviour. The adaptive engine accounts for these differences by maintaining material-specific baseline statistics and applying the correct baseline when the material and program are identified. During the first few parts of a new material-program combination, the engine uses a conservative baseline derived from similar-material profiles while it builds material-specific data. After 20 to 30 parts, the baseline is fully calibrated to the specific material-program combination and achieves optimal sensitivity. Talk to an expert about material-specific baseline configuration for your material mix and program volume.
The minimum effective measurement frequency depends on the criticality of the feature and the time constant of the expected process drift. For critical aerospace features — tolerances under ±25 microns, surface finish requirements of Ra 1.6 or tighter — one measurement per part is sufficient for most applications because the Western Electric rules detect patterns across consecutive parts rather than within a single part cycle. If the feature is probed at the end of every part cycle, the rules accumulate data points across the production run and detect tool wear progression, thermal drift, and material batch shifts as they develop across multiple parts. For higher-frequency monitoring — such as surface finish during a long finishing pass — the iFactory platform can integrate with in-process vision inspection or surface measurement probes that capture multiple data points during a single cycle. In this configuration, the Western Electric rules evaluate within-cycle measurement sequences and can fire an alert during the pass rather than waiting for the end of the cycle. The platform adapts to the available measurement frequency and applies the rules at the measurement cadence that the data supports. Book a Demo to review measurement frequency requirements for your specific feature criticality levels and production volumes.
Yes — the escalation notification configuration is fully configurable at the feature level, the program level, and the machine level. For a critical feature with a tight tolerance — such as a bearing bore on a titanium fitting — the plant manager may configure Level 3 to trigger an automatic machine stop and Level 4 to page the quality manager immediately, regardless of shift time. For a non-critical feature on the same program, Level 3 may only generate a dashboard notification that the operator acknowledges during the next tool change. The configuration is set during program setup and stored in the program record, so it loads automatically when the program is selected. The escalation configuration history is recorded in the AS9100 audit log, providing evidence that the plant manager has assigned appropriate monitoring and response levels to each feature based on its criticality. Talk to an expert about escalation configuration options for your feature criticality classification system.
The typical deployment timeline for predictive SPC on a fleet of 10 to 20 CNC machines is 6 to 10 weeks from project kickoff to operator dashboard live on the first machine. The deployment phases are: (1) connectivity assessment and probe integration configuration — weeks 1 to 2; (2) pilot deployment on one machine with 3 to 5 critical features — weeks 3 to 5; (3) baseline measurement collection, limit calibration, and operator training — weeks 4 to 6; (4) rollout across remaining machines at 3 to 5 machines per week — weeks 5 to 10. Scrap reduction follows a characteristic trajectory: an initial 15% to 20% reduction in the first month as obvious drift events are caught by the rules, followed by a sustained 30% to 50% reduction over the next 2 to 3 months as the adaptive limits calibrate to the normal process variation and the operator response becomes routine. Full ROI is typically achieved within 4 to 8 months of pilot deployment. Book a Demo to review the deployment plan and scrap reduction projection for your specific machine fleet and part program mix.
The Tool Wear That Produces Scrap at 10:22 Is Detectable by Western Electric Rule 2 at 10:02. Predictive SPC Gives You the 20 Minutes That Saves the Part — Every Time.
iFactory’s predictive SPC platform for aerospace CNC plant managers — Western Electric rule-based detection across four escalation levels, adaptive UCL/LCL for every material and program, and AS9100-compliant SPC records generated automatically for every feature monitored. See it running on your machining centre with your part programs.