You're at the AFP cell. Ply 18 of 32. The head completes its pass. Nothing looks wrong. You sign off. The panel goes to cure. Forty-eight hours later, ultrasonic C-scan flags internal porosity — same location, same cause: a borderline fibre orientation drift that compounded across three plies. The panel is scrapped. The autoclave slot is gone. And somewhere in your production data, the warning was already there — you just couldn't see it in time.
Predictive SPC changes that. Not by adding more inspection holds. By giving operators live, data-driven foresight — before the defect locks in, before the cure cycle commits, before the scrap report is written.
Predictive SPC · AI Vision · AS9100 · Composite Layup
The Defect Your Eyes Miss, Predictive SPC Catches — At Ply Level, Before Cure.
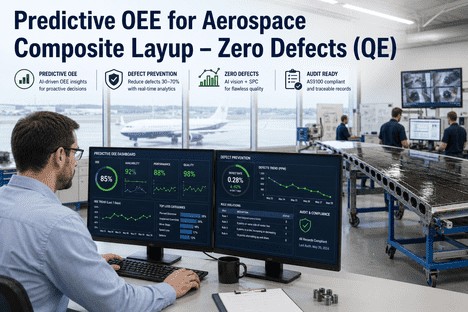
iFactory's Predictive SPC platform gives aerospace composite layup operators real-time process control, AI defect detection, and AS9100-ready build records — cutting unplanned downtime by 50%+ from day one.
$101B
Aerospace composites market forecast by 2032 — an 11.75% CAGR driving demand for precision quality control
50%+
Reduction in inspection-linked downtime reported by facilities deploying in-process AI vision on composite layup lines
22%
Scrap rate reduction using real-time defect detection in AFP operations — reported on Airbus A350 wing skin production
92%
Accuracy in predicting yield issues 24 hours in advance using AI-enhanced SPC — enabling corrective action before defects occur
What Predictive SPC Actually Means for a Composite Layup Operator
Traditional SPC tells you when something went wrong. A control limit breach. A trend that already crossed the line. By that point, the panel has moved on — sometimes all the way to cure. Predictive SPC is different. It reads the process ahead of the breach, identifies when two drifting parameters are combining toward a defect, and puts the alert in your hands while there's still something you can do about it.
Traditional SPC
Reactive — breach first, alert second
- Control chart flags after tolerance is exceeded
- Inspector reviews data during post-ply hold
- Defect may already be covered by next ply pass
- Root cause investigation starts from zero each time
- Manual data entry introduces transcription error
Predictive SPC
Proactive — pattern detected before breach
- ML models detect multi-parameter drift toward a defect
- Alert fires during the layup pass — not after it
- Operator acts before the defect is locked in
- Cross-panel data accumulates for root cause identification
- All data auto-logged — zero manual entry required
The Operator's View: What You See at the Cell
Predictive SPC is not a back-office analytics tool. It lives at the AFP cell, on the operator interface, in real time. Here's what changes at each stage of your shift.
Stage 01
Before the first pass
The system pulls the ply definition, fibre orientation requirements, and tolerance callouts from the job traveller. Cpk baselines are pre-loaded from prior panels on the same programme. Your screen shows the control limits before the first tow is laid — not after something goes wrong.
Stage 02
During the layup pass
Camera arrays on the AFP head stream imagery to the AI model. Gap width, fibre orientation, overlap, and surface height are measured tow-by-tow and fed into the live Cpk chart. If two parameters drift together in a pattern that historically precedes a defect cluster, a process drift alert fires — while the head is still moving, while correction is still possible.
Stage 03
At ply completion
Instead of a QA hold, you receive a ply summary: pass/alert/reject status for each quality characteristic, a defect map with coordinates, and a recommended action. If the ply is within tolerance, the next pass is authorised automatically — no inspector sign-off wait, no production halt. The ply summary is logged to the build record in the same action.
Stage 04
Before cure authorisation
At layup completion, the full panel build record is auto-generated: ply-by-ply defect map, SPC run chart, Cpk values for each characteristic, disposition log for any alerts, and cure authorisation sign-off. The panel enters the autoclave with a documented quality status — not an inspector's memory.
The Five Defect Signals Predictive SPC Reads Before They Become Scrap
Composite layup defects rarely arrive alone. A tow gap at ply 8 combined with a 2-degree orientation drift at ply 11 predicts porosity in the cured panel — but only if you're reading both signals together. Predictive SPC does that multivariate analysis in real time, on every ply, across every panel.
Fibre Orientation Drift
Even a 2–3 degree deviation from nominal on a structural ply reduces load-bearing capacity. Predictive SPC tracks orientation tow-by-tow and alerts before cumulative drift reaches tolerance threshold.
Detected to ±0.1° per tow course
Tow Gaps and Overlaps
Sub-threshold gaps accumulate across plies to compromise interlaminar shear strength — something no single-ply manual check can assess. The SPC trending layer catches accumulation before it becomes structural.
Gap measurement to ±0.05mm resolution
Foreign Object Debris (FOD)
Release film fragments and backing paper trapped between plies prevent interlaminar bonding. Post-cure NDT cannot find them — the item is cured in. AI vision is the only reliable detection window before the ply is covered.
Classification by texture signature during pass
Wrinkles and Out-of-Plane Defects
Steering curvature errors during AFP create out-of-plane distortions that act as compressive stress concentrators under fatigue. 3D structured light scanning detects surface height deviation in real time — including on complex curved geometry.
3D surface map updated per pass
Process Parameter Drift
Temperature, compaction, and head speed drifts combine to produce defects that no single measurement predicts. The multivariate ML layer identifies when two drifting parameters together exceed a defect-prediction threshold — surfacing the interaction SPC alone cannot see.
Multivariate prediction across all parameters
Before we deployed in-process AI vision, our inter-ply inspection holds were consuming 35 to 40 minutes per panel on complex structural parts. The AFP cell would stop, the inspector would check, sign the traveller, and restart. Multiply that across a 28-ply fuselage skin and you're looking at nearly 17 hours of inspection time per panel — time the cell wasn't producing. The AI system runs during the pass. The cell doesn't stop. Our inspection-linked downtime on that programme dropped by over 60% in the first quarter.
— Quality Systems Manager, Tier 1 Aerostructures Facility — CFRP fuselage panel programme
Where the Downtime Is — and Where Predictive SPC Eliminates It
Unplanned downtime in composite layup doesn't always look like a line stoppage. It looks like a scrapped panel after a 48-hour cure cycle. An autoclave slot that can't be recovered. A quality disposition hold waiting for engineering sign-off. Predictive SPC addresses each source differently.
Downtime Source vs. How Predictive SPC Resolves It
| Downtime Source |
Without Predictive SPC |
With Predictive SPC |
| Inter-ply inspection holds |
29 holds per panel, 5–15 min each — cell stopped regardless of result |
Zero holds — AI inspects during the pass itself |
| Post-cure scrap |
Full cure cycle consumed before defect found — autoclave slot lost |
Defect detected at ply — cure not committed |
| Quality disposition holds |
Hours to days waiting for engineering review on borderline observations |
SPC data enables rapid disposition — no subjective judgement required |
| Repeat defect investigations |
Each occurrence investigated from zero — root cause never resolved |
Cross-panel data identifies root cause parameter from pattern, not guesswork |
AS9100 Without the Manual Work
Every ply inspection finding, every SPC data point, every operator action, and every cure authorisation sign-off is auto-logged and structured for AS9100 compliance — without manual data entry. When the audit comes or a customer requests a delivery data package, the build record is already complete.
Ply-level defect map
Every defect with type, location coordinates, measured dimension, and disposition status — per panel, per ply
Live Cpk per characteristic
Process capability tracked continuously across the production run — gap width, orientation, overlap — against AS9100 control limits
AS9102 FAI-ready package
Cure authorisation record, corrective action log, and SPC run data — structured for First Article Inspection Report requirements
Ready to See Predictive SPC Running on a Composite Layup Cell?
iFactory's team will walk you through a live demonstration matched to your programme profile — AFP or manual layup, flat panel or complex geometry, AS9100 or NADCAP requirements.
Questions Operators Ask Before Deployment
The Cost of Waiting
In aerospace composite layup, the cost of a defect is not linear with severity — it scales with when it is found. A gap at ply 14 is a rework. The same gap after a 48-hour cure cycle is a scrapped panel, a lost autoclave slot, and a programme delay. Predictive SPC moves detection from post-cure NDT to in-process ply inspection — not because AI is interesting technology, but because that timing difference is the difference between a repair and a write-off.
With aerospace composites demand growing at 11.75% CAGR toward a $101B market by 2032 and production rates accelerating across single-aisle and widebody programmes, the pressure on composite layup quality has never been higher. The operators who will meet that pressure are the ones with live process intelligence — not clipboards and end-of-shift reports.
The Panel Going Into Your Autoclave Today — Does It Have a Predictive SPC Record?
iFactory works with composite layup operators across AFP and manual programmes to deploy predictive SPC from the first ply. Book a live walkthrough to see it running on a use case matched to your production cell.