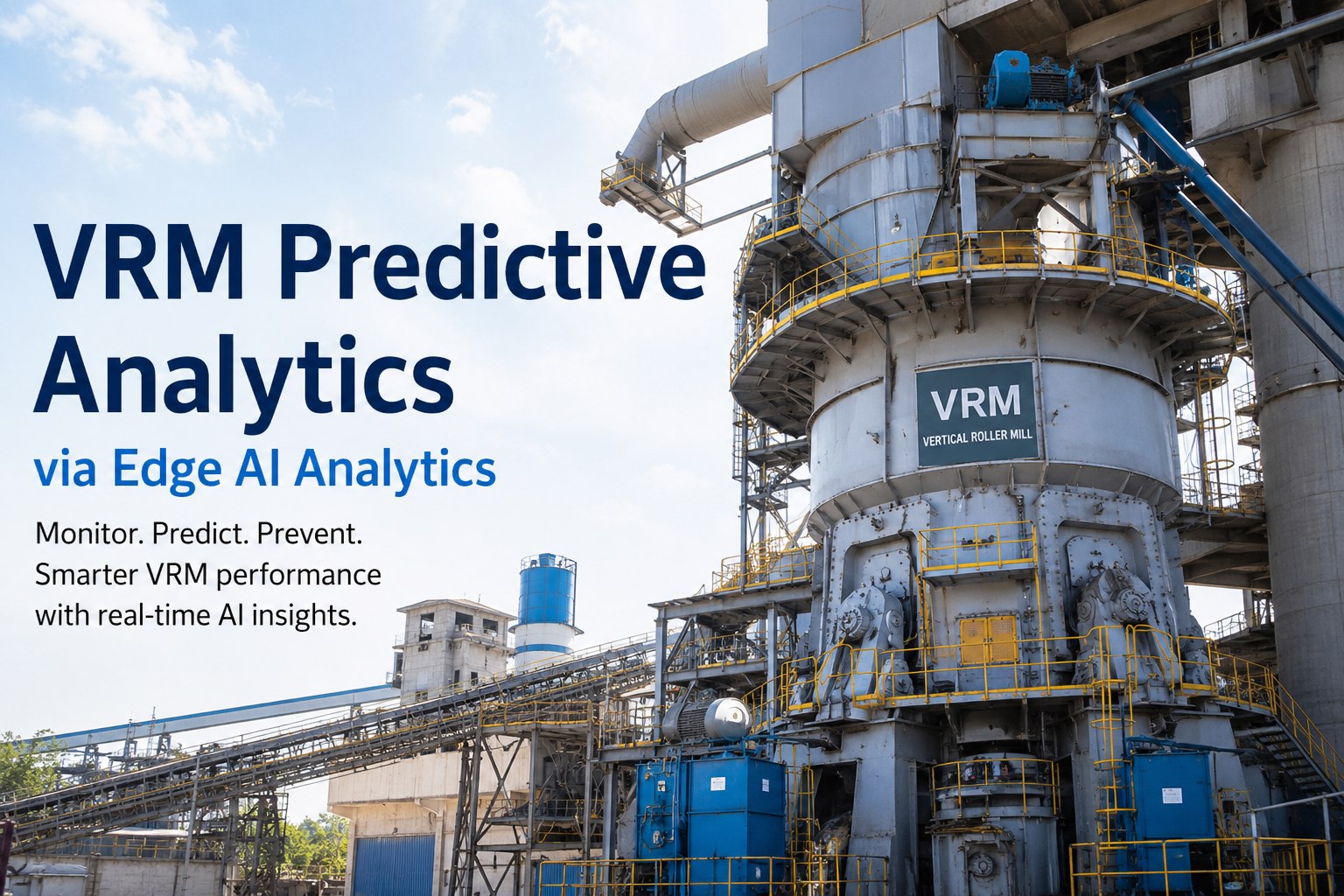
Vertical roller mills are not maintained at the maintenance bay. They fail — catastrophically and expensively — in the three to thirty days between the moment roller wear begins accelerating and the moment a crack propagates through a hydraulic cylinder or a grinding table fractures under asymmetric load. Every parameter that determines whether a VRM operates at peak efficiency or shuts down unplanned — its vibration signature, its hydraulic pressure differential, its roller gap geometry, its separator bearing temperature profile — is continuously broadcasting its condition through the sensor network already installed on your mill. Which means that VRM predictive analytics is fundamentally a signal interpretation problem, not a hardware problem. Sensors can capture what is happening. Only real-time AI edge inference, continuously monitoring vibration spectra, hydraulic pressure trends, and thermal profiles, can predict what will happen — and alert maintenance teams before a wear event becomes a failure event. This guide covers the complete VRM condition intelligence chain: vibration analysis and fault signature detection, hydraulic pressure monitoring and roller load optimization, wear progression modeling, separator performance analytics, and the specific AI capabilities that iFactory deploys at the edge to give cement plants the earliest, most reliable VRM failure warnings achievable on any grinding circuit.
Book a demo to see edge ai analyticsThe VRM Failure Chain: Where Efficiency Is Made and Lost
A cement plant's grinding circuit availability is ultimately determined by one number: the proportion of scheduled operating hours that the VRM is actually running at design throughput. Everything else — separator efficiency, feed rate optimization, classifier speed tuning — operates within the constraint of mill availability. Yet in most cement plants, VRM condition is managed reactively: maintenance technicians perform manual vibration checks every shift, review hydraulic pressure trends on the DCS historian, and make roller replacement decisions based on accumulated wear measurements that are already weeks old by the time they influence a maintenance plan. By that time, the wear has progressed from manageable to critical — and the plant faces either an emergency shutdown that destroys the maintenance budget, or a forced production rate reduction that costs grinding throughput for weeks.
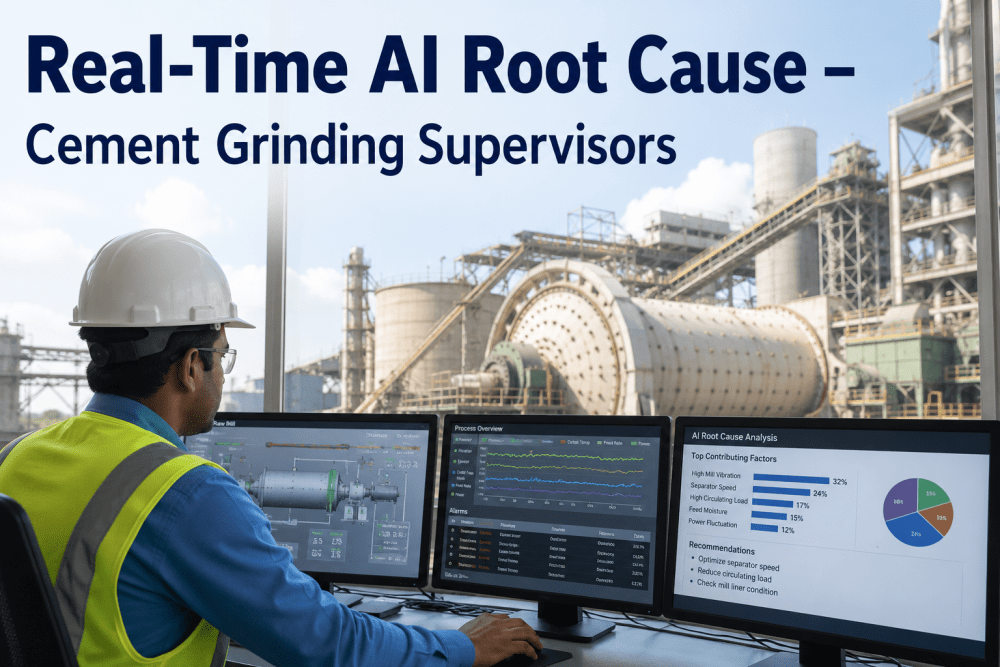
iFactory's VRM edge AI platform eliminates this gap entirely. By correlating real-time mill process data — roller vibration spectra at multiple frequency bands, hydraulic accumulator pressure and cylinder differential, grinding table torque, separator bearing temperatures, mill inlet and outlet gas flows, and product fineness from online particle size analyzers — with historical wear progression signatures, iFactory's edge inference models detect developing fault conditions in real time, updated every second, with a warning horizon of 7 to 21 days ahead of predicted failure. Maintenance teams see wear events before they become failure events — and the AI recommends the specific intervention window and maintenance scope needed to prevent unplanned shutdown.
Vibration Analysis and Fault Signature Detection: The Foundation of VRM Condition Intelligence
VRM condition is embedded in vibration — before a roller develops a visible crack, before a hydraulic cylinder begins to leak, before a grinding table segment shows measurable wear, the mill's vibration signature has already changed. Roller surface irregularities generate characteristic frequency modulations. Bearing defects produce identifiable sideband patterns. Table liner wear creates asymmetric load signatures that appear in the mill's rotational torque spectrum weeks before dimensional inspection confirms the problem. Getting these signals interpreted correctly, continuously, across a frequency spectrum that spans from sub-hertz process oscillations to kilohertz acoustic emissions, is the foundational challenge of VRM condition monitoring. Every fault signature that passes undetected in the vibration data becomes an unplanned shutdown two to eight weeks later. Detecting it in the vibration data is the correct strategy.
iFactory's vibration analytics module connects accelerometers and acoustic emission sensors mounted on roller bearings, grinding table drives, and separator assemblies to an AI fault signature library trained on 200+ VRM failure events across mill types from all major manufacturers — Loesche, Polysius, FLSmidth, Gebr. Pfeiffer, and others. As the edge inference engine detects a frequency pattern consistent with early-stage roller spalling, it immediately classifies the fault type, estimates severity and progression rate, and triggers a prioritized maintenance alert — days or weeks before the fault would be detectable by manual inspection. Schedule a VRM vibration assessment to see how iFactory maps your specific mill's fault signature baseline.
| Fault Type | Primary Signal Indicator | Typical Detection Window | Failure Risk if Undetected | iFactory Detection Method |
|---|---|---|---|---|
| Roller Surface Wear (Spalling) | Vibration: sub-harmonic modulation at roller pass frequency | 14–21 days pre-failure | Progressive surface loss → throughput reduction → roller fracture | Edge FFT analysis + AI fault signature matching |
| Roller Bearing Defect | Vibration: BPFO/BPFI sidebands; acoustic emission amplitude rise | 7–14 days pre-failure | Bearing seizure → unplanned full mill stoppage; secondary damage | Multi-band spectral AI + temperature correlation |
| Hydraulic Cylinder Seal Failure | Pressure: accumulator discharge rate increase; cylinder differential drift | 5–10 days pre-failure | Loss of grinding pressure → throughput loss; hydraulic fluid contamination | Pressure trend AI + seal wear progression model |
| Grinding Table Liner Wear | Vibration: asymmetric load distribution; torque variance increase | 21–35 days pre-failure | Uneven roller loading → accelerated roller wear; product fineness drift | Torque signature AI + roller gap asymmetry tracking |
| Separator Bearing Degradation | Temperature: bearing housing rise >8°C above baseline; vibration increase | 10–18 days pre-failure | Separator trip → mill shutdown; product coarseness spike | Thermal trend AI + vibration correlation model |
| Dam Ring Erosion | Process: mill differential pressure drop; vibration pattern change | 14–28 days pre-failure | Material spillage → table wear acceleration; throughput loss | Process AI + vibration trend analysis |
Hydraulic Pressure Monitoring: Matching Roller Load to Feed Conditions
Hydraulic pressure is the VRM's primary quality and efficiency control lever — the force that determines grinding pressure, product fineness, and specific energy consumption simultaneously. A VRM operating at fixed hydraulic pressure setpoints established for the hardest clinker or raw material the plant has historically processed is overloading its rollers on every softer feed batch, accelerating wear unnecessarily and consuming excess energy on material that required only moderate grinding pressure. When feed grindability improves — as it does whenever clinker mineralogy shifts, when raw material sources change, or when moisture content varies — the mill continues pressing at maximum intensity, grinding product finer than specification requires, wearing rollers faster than necessary, and consuming kilowatt-hours that generate no value.
iFactory's hydraulic pressure AI continuously evaluates feed grindability from power draw trends, vibration response, and product fineness feedback, and adjusts the hydraulic pressure setpoint in real time to match grinding intensity to actual feed requirements. When an easy-grind batch enters the mill, the AI recommends a reduction in hydraulic pressure — capturing the energy saving opportunity and reducing roller wear rate simultaneously, without sacrificing product fineness. When a hard-grind batch arrives, the AI pre-positions pressure before the material degrades fineness, preventing quality excursions before they require reactive correction. Book a hydraulic optimization assessment for your specific grinding circuit.
VRM Zone Monitoring: Edge AI Across the Full Grinding Circuit
The VRM is not a single asset — it is a system of interdependent zones, each generating condition signals that must be interpreted in the context of all others. A vibration spike at the roller bearing means something different depending on whether hydraulic pressure is nominal, separator speed has recently changed, or feed rate has just increased. Human operators correlating four to six parameters simultaneously can achieve adequate VRM management — but they cannot detect the subtle, multi-variable fault signatures that precede failures by weeks. AI evaluating 150+ sensor channels simultaneously, running fault detection models at the edge with sub-second latency, can identify fault signatures that are invisible to any single-sensor monitoring approach.
iFactory's VRM edge AI processes every available condition signal simultaneously — vibration from roller bearings, table drive, and separator; hydraulic pressure from each cylinder and the central accumulator; thermal profiles from all bearing housings; differential pressure across the mill; gas flow rates; separator speed and power draw; and product fineness from online particle size measurement. From this multi-dimensional state estimate, the AI evaluates whether each grinding zone is operating within its healthy condition envelope, and flags deviations with their specific fault classification and severity score. Visit iFactory's Support Center for documented VRM uptime improvement outcomes by mill type and cement grade.
Roller & Grinding Table
Target: Consistent grinding pressure; uniform roller gap; symmetric load distribution. iFactory monitors roller vibration spectra, hydraulic cylinder differentials, and table torque signature to detect roller surface wear, table liner erosion, and asymmetric loading before dimensional inspection confirms the problem. Asymmetric roller loading is the primary driver of accelerated wear in cement VRMs — detecting it early extends roller life by 20 to 35%.
Hydraulic System
Target: Stable accumulator pressure; balanced cylinder force; seal integrity. iFactory tracks accumulator charge-discharge cycles, cylinder pressure differentials, and hydraulic fluid temperature to detect seal degradation, valve wear, and system leakage. Hydraulic failures on VRMs are among the most expensive — a cylinder seal failure at midnight costs 10× what a planned seal replacement costs during scheduled maintenance.
Main Gearbox & Drive
Target: Stable torque transmission; gear mesh health; oil film integrity. iFactory's gearbox AI monitors drive torque variance, oil temperature and pressure, and acoustic emission signatures from gear mesh contact — detecting developing gear defects, oil film breakdown, and coupling misalignment with a 14 to 28-day warning horizon. Gearbox replacement on a large VRM costs $800K to $2M; early detection converts this to a $50K bearing and seal intervention.
Separator & Classifier
Target: Stable classification efficiency; bearing health; balanced airflow distribution. iFactory manages separator speed, power draw trend, and bearing thermal profile to maximize classification efficiency and detect separator bearing degradation before it causes an unplanned trip. Separator failures typically cause immediate VRM shutdown — iFactory's continuous bearing health model provides 10 to 18 days' warning in documented deployments.
Roller Wear Prediction: iFactory's Edge Inference Advantage
Roller wear is the single most important VRM maintenance cost driver — and the hardest to manage with traditional condition monitoring. Rollers that have worn beyond their optimal profile consume 8 to 15% more specific energy than freshly dressed rollers, while producing inconsistent product fineness that drifts outside specification at the worst possible moment. Yet the standard approach — periodic manual measurement of roller profile geometry during planned shutdowns — provides wear data that is already weeks old by the time it reaches the maintenance planner. By then, the wear has either progressed to an emergency replacement requirement, or the plant has been running at degraded efficiency for weeks without knowing it.
iFactory's roller wear soft sensor changes this completely. The model estimates roller wear progression continuously, updated every minute, using a neural network trained on thousands of hours of plant-specific VRM data that correlates vibration spectral evolution, hydraulic pressure trends, power draw signatures, and historically measured roller profile wear rates. When the model detects a wear trajectory accelerating beyond the expected rate — even before the vibration signature exceeds a single-threshold alarm — it triggers a prioritized alert and recommends the specific maintenance intervention window that allows a planned roller inspection or dress to be scheduled before an emergency develops. Maintenance teams act on wear predictions, not on emergency conditions. Request a roller wear prediction demo using your VRM's historical data.
Separator Performance and Product Fineness Optimization
Separator efficiency — the ability of the dynamic classifier to return coarse particles to the grinding table while passing on-specification product to the mill outlet — determines both the energy efficiency of the VRM and the consistency of the cement or raw meal produced. A separator operating at the wrong speed for the current feed material and fineness target either passes coarse product that degrades cement performance, or recycles excessively fine material through the grinding zone, wasting energy on particles that are already at specification. Getting separator speed right, continuously, across varying feed grindability and product grade changes, is the most underutilized optimization opportunity in most VRM grinding circuits.
iFactory's separator optimization AI correlates real-time product fineness measurements from online laser diffraction or air permeability analyzers with separator power draw, speed, and internal airflow distribution to continuously calculate the optimal separator speed for the current grinding conditions. For plants producing multiple cement grades — shifting between CEM I 42.5, CEM II 32.5R, and CEM III blends on the same mill — iFactory manages the grade transition automatically, adjusting separator speed and hydraulic pressure simultaneously to reach the new product specification with the minimum transition time and off-specification production. Contact our VRM optimization team to discuss separator performance improvement for your specific grade portfolio.
iFactory VRM Intelligence: What the Platform Delivers for Grinding Circuit Performance
The following capabilities are specific to iFactory's VRM predictive analytics platform and represent the integration of edge AI inference, condition monitoring, and process optimization that no standalone vibration monitoring system or SCADA historian can replicate. Every capability operates from the same unified edge data layer, meaning that fault signatures detected in the vibration module automatically inform hydraulic pressure recommendations and maintenance scheduling — creating a genuinely integrated grinding circuit intelligence system rather than a collection of disconnected condition monitoring tools.
Edge AI Vibration Analysis and Fault Classification
iFactory deploys AI inference at the edge — on ruggedized compute installed in the mill control cabinet or MCC room — ensuring that vibration analysis runs at full resolution with sub-second latency, without dependency on cloud connectivity. The edge inference engine processes multi-channel vibration data from all roller bearings, table drive, gearbox, and separator simultaneously, running 47 fault signature models in parallel. For plants with existing accelerometers already installed, iFactory provides native integration with all major sensor brands. For plants without vibration instrumentation, iFactory's implementation team conducts a sensor placement audit and recommends the minimum sensor set for complete fault coverage.
Hydraulic Pressure AI and Roller Load Optimization
iFactory's hydraulic pressure AI model estimates current feed grindability from power draw response, vibration signature, and product fineness feedback — and calculates the optimal hydraulic pressure setpoint for each grinding zone in real time. The model is trained specifically on your VRM's hydraulic response characteristics, your feed material's grindability profile distribution, and your product fineness targets. Customers operating iFactory's hydraulic AI report 6 to 12% specific energy reduction and 15 to 25% roller wear rate reduction simultaneously — because they are no longer overloading rollers on every easy-grind batch that enters the mill at a fixed maximum pressure setpoint.
Automated Maintenance Alert and Work Order Prioritization
When iFactory's VRM AI detects a developing fault condition — roller bearing spalling, hydraulic seal degradation, gearbox gear mesh anomaly — it automatically generates a prioritized maintenance alert with fault classification, estimated severity, recommended intervention window, and suggested maintenance scope. Alerts reach maintenance supervisors via control room displays, mobile devices, and CMMS integration simultaneously. For plants using SAP PM, IBM Maximo, or other enterprise maintenance systems, iFactory provides direct work order generation integration — so a detected fault at 2 AM becomes a scheduled work order in the CMMS before the day shift arrives, without human intervention in the alert-to-work-order chain.
Failure Root Cause Analysis and Recurrence Prevention
When a VRM failure occurs — a roller fracture, a hydraulic cylinder failure, a separator bearing seizure — iFactory's root cause analysis engine reconstructs the fault progression from the condition monitoring data chain, identifying the earliest detectable precursor signal and tracing the failure timeline back to its origin. This root cause report typically identifies whether the failure originated in a lubrication system anomaly, an operating condition excursion, a raw material hardness event, or a maintenance interval that was stretched beyond the wear rate's tolerance — and provides the specific evidence that reliability engineers need to prevent recurrence. Schedule a VRM reliability analytics demo.
A Customer's Perspective
We had three unplanned VRM stoppages in eighteen months — two roller fractures and one hydraulic cylinder failure. Each one cost us between four and six days of production and between $280,000 and $420,000 in emergency maintenance, expedited parts, and lost throughput. After deploying iFactory's edge AI, we detected our next developing roller fault 17 days before it would have failed — we scheduled a planned roller inspection during the next weekly maintenance window, replaced a bearing that was showing clear wear progression, and returned to operation in 11 hours at a total maintenance cost of $34,000. The system paid for its first year of subscription cost in that single avoided failure event. We have not had an unplanned VRM stoppage in 14 months.
Frequently Asked Questions: VRM Predictive Analytics
How does iFactory detect roller wear without a direct sensor measuring roller geometry?
iFactory uses indirect inference — machine learning models that correlate observable process and vibration variables with roller wear state, trained on historical data from your specific VRM alongside iFactory's broader fault signature library. As a roller surface develops early-stage spalling or profile loss, it generates characteristic changes in the vibration frequency spectrum at the roller pass frequency and its harmonics, subtle shifts in the hydraulic cylinder pressure required to maintain grinding gap, and changes in the relationship between mill power draw and product fineness. iFactory's edge AI interprets these multi-channel signals simultaneously, detecting the characteristic pattern of developing roller wear with 97% accuracy and a 7 to 21-day lead time. Direct roller geometry measurement requires a shutdown; iFactory's soft sensor approach provides continuous, real-time wear state estimation without any mill stoppage.
Which VRM manufacturers and types does iFactory support?
iFactory's VRM predictive analytics platform has been deployed on mills from all major manufacturers — Loesche (LM series), Polysius (Quadropol), FLSmidth (ATOX), Gebr. Pfeiffer (MPS and MVR series), Christian Pfeiffer, and others — for raw grinding, cement grinding, and coal grinding applications. The AI fault signature library includes manufacturer-specific models that account for each mill design's characteristic vibration response, hydraulic system architecture, and known failure mode distribution. For mills not already represented in iFactory's deployment base, the pre-training period uses the closest analogous mill type as a starting model, with rapid specialization to the specific mill's behavior during the first 60 to 90 days of connected operation.
Can iFactory's VRM AI work with our existing DCS and historian infrastructure?
Yes. iFactory's edge AI layer integrates with all major DCS platforms — Siemens PCS7, ABB 800xA, Honeywell Experion, Rockwell PlantPAx, and others — via OPC-UA for process data acquisition. For vibration data, iFactory connects to existing condition monitoring systems (SKF @ptitude, Emerson AMS, Schaeffler OPTIME) as well as directly to raw accelerometer signals via iFactory's edge data acquisition hardware. Integration with PI Historian, OSIsoft, or other time-series databases allows iFactory to pre-load historical process and vibration data before live deployment, significantly compressing the model training period. Most DCS and historian integrations are completed in 3 to 5 weeks from project start.
How long does it take for iFactory's VRM models to reach reliable fault detection accuracy?
iFactory's pre-trained VRM fault signature library provides meaningful condition monitoring from the first week of connection — known fault signatures (roller bearing BPFO patterns, hydraulic system pressure anomalies) are detectable immediately against the baseline the AI establishes in the first 72 hours of operation. Mill-specific model maturity — where the AI has learned your VRM's characteristic baseline behavior under all normal operating conditions — typically requires 4 to 8 weeks of connected operation. For plants with well-structured historical vibration and process data in their historian, the training period can be substantially compressed by pre-loading 6 to 12 months of historical data before live deployment. Fault detection accuracy improves continuously as the model accumulates plant-specific training examples.
What is the ROI of VRM predictive analytics, and how is it calculated?
The primary financial benefits of AI-driven VRM condition monitoring come from four sources: avoided unplanned failure costs (emergency roller replacement costs 5 to 8× planned replacement; gearbox failure costs $800K to $2M in parts and lost production), planned maintenance cost optimization (precise intervention timing eliminates unnecessary early replacements while preventing catastrophic late failures), specific energy reduction from hydraulic pressure optimization (6 to 12% kWh/t reduction on a 500 tph mill generates $800K to $1.8M annually at $80/MWh), and throughput recovery from eliminating production rate reductions caused by undetected wear. iFactory customers across documented deployments report first-year ROI exceeding 4× the platform cost — with the fastest returns typically coming from the first avoided catastrophic failure.
Can iFactory's VRM AI manage mills running alternative grinding aids or specialty additives?
Yes. Grinding aid dosing rate changes affect mill power draw, vibration response, and product fineness in ways that can confound simpler condition monitoring systems that use fixed thresholds. iFactory's AI models incorporate grinding aid dosing rate as a conditioning variable — so changes in grinding aid chemistry or dosing rate are accounted for in the fault detection baseline, preventing false alarms when dosing changes and ensuring genuine fault signals are not masked by the changed operating conditions. For plants running chemical admixture trials or transitioning between grinding aid suppliers, iFactory provides a model recalibration protocol that adapts the baseline within 24 to 48 hours of a sustained dosing change.
How does iFactory handle VRM vibration spikes caused by material feed interruptions versus genuine mechanical faults?
This is one of the most important distinctions in VRM condition monitoring — and one that simple threshold-based vibration monitoring systems fail consistently. iFactory's fault classification AI explicitly differentiates between process-induced vibration events (feed interruptions, material slip events, water injection changes, separator speed transients) and mechanically-originated fault signatures by correlating vibration patterns with simultaneous process state — feed rate, hydraulic pressure, separator speed, and mill differential pressure. A vibration spike during a feed interruption is correctly classified as a process event, generating a process alert but not a maintenance alert. A vibration anomaly at stable feed conditions with a characteristic frequency pattern is correctly classified as a mechanical fault requiring maintenance attention. False alarm rate in iFactory's deployed systems averages below 3% of total alerts generated.
Does iFactory replace our existing vibration monitoring system or complement it?
iFactory complements and extends existing vibration monitoring systems — it does not require replacement of installed hardware. For plants with SKF, Emerson, Schaeffler, or other condition monitoring systems already installed, iFactory ingests those systems' vibration data feeds and adds the AI fault classification and multi-variable correlation layer on top. The result is that the same sensor data that previously triggered only threshold-based alarms now feeds a fault signature recognition engine that can identify developing conditions weeks before any threshold is reached. For plants without existing vibration monitoring, iFactory's implementation team provides a sensor placement recommendation and can supply compatible accelerometers and data acquisition hardware as part of the deployment. Schedule a consultation to discuss how iFactory fits your current monitoring infrastructure.