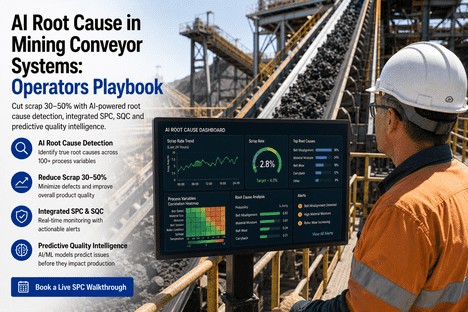
AI Root Cause in Mining Conveyor Systems: Operators Playbook
By Grace on June 13, 2026
Every operator on a mining conveyor system has seen the same cycle: scrap appears at a transfer point, the obvious cause is addressed, the belt runs clean for a few shifts, and then the same type of scrap returns under conditions that look almost identical. The investigation points to the same apparent cause. The same fix is applied. The scrap comes back again. This cycle is not the operator's fault — it is the result of a detection system that cannot see the difference between a symptom and a root cause. When dozens of variables shift simultaneously — belt load, material moisture, belt speed, idler condition, feed rate, ambient temperature — the scrap event is visible, but the variable that triggered it is not. AI root cause detection changes this by analyzing every variable at once and pointing directly to the cause, not the symptom.
Multivariate ML · Automated RCA · SPC and SQC Integration · Causal Correlation Engine
Operators Who Find the True Root Cause Stop Recurring Scrap at Its Source — Not at the Symptom Level. Scrap Down 30-50%.
iFactory's AI root cause detection platform for mining conveyor operators analyzes 100+ process variables simultaneously, correlates current conditions against thousands of historical scrap patterns, and delivers a ranked root cause with corrective action before the next shift starts.
Scrap reduction achieved when operators use AI-driven root cause detection instead of manual cause-and-effect analysis on conveyor systems
100+
Process variables analyzed simultaneously by the multivariate ML engine — belt load, moisture, speed, tension, vibration, temperature, and more
80%
Reduction in root cause identification time — from days of manual investigation across shift logs and data historians to minutes of automated analysis
60-70%
Scrap events that share hidden root causes with other scrap categories — connections that manual root cause analysis never identifies across disparate shift reports
Why Root Cause Detection Feels Like Guesswork for Conveyor Operators
The fundamental problem with manual root cause analysis on conveyor systems is not that operators lack the skill to investigate. It is that the investigation starts after the scrap has already occurred, relying on fragmented data — shift logs that capture only what the operator noticed, process historian data that stores variables but does not correlate them, and memory of past events that may or may not be relevant. Three structural barriers prevent manual RCA from finding the true cause.
1
Too Many Moving Variables
Belt load, material moisture, belt speed, idler condition, feed rate distribution, belt tension, and ambient temperature can all shift within the same hour. When scrap occurs at a transfer point, any one of these variables — or a combination of two or three — could be the cause. The operator sees the scrap but cannot see which variable pushed the system past the threshold. Manual investigation treats each variable in isolation. The Root cause is almost always multivariate.
The real root cause is almost always a combination, not a single variable
2
Hidden Correlations Between Variables
The scrap cause may be an interaction that the operator cannot see: moisture content rising by 2% combined with belt speed dropping by 0.3 m/s creates a spillage condition that neither variable would cause on its own. Manual root cause analysis rarely identifies two-factor or three-factor interactions because shift logs record individual readings but not the relationships between them. The correlation is invisible until the ML model surfaces it by comparing thousands of historical variable combinations against scrap outcomes.
Two-factor interactions are invisible to manual analysis but visible to ML correlation engines
3
Recurring Symptoms, Hidden Root Causes
When the same scrap type reappears after a corrective action, the natural assumption is that the corrective action was insufficient. The operator tightens the same parameter again. But the recurrence may be caused by a completely different variable that produces the same scrap symptom — and the corrective action never addressed it because the investigation stopped at the most obvious cause. The system flags this pattern automatically when the same scrap category correlates with different variable combinations across different events, telling the operator that the root cause has not yet been correctly identified.
Same scrap type, different root cause = corrective action misses the target every time
4 Steps of AI Root Cause Detection — How the System Finds the True Cause
The AI root cause detection engine processes data continuously, but the output for the operator follows a clear four-step sequence that mirrors the investigation path — except the system completes it in minutes rather than days.
1
Collect Everything
The system ingests real-time data from every available conveyor sensor and control system — belt load cells, moisture probes, speed sensors, vibration monitors, motor current draws, temperature sensors, tension monitors, and vision inspection outputs. No variable is excluded. The ML engine does not need the operator to decide which variables matter; it evaluates every data stream and learns which combinations correlate with scrap events.
Data Integration
100+
Process variables ingested continuously from sensors, PLCs, SCADA, and vision systems — all synchronized to the same timeline
Pattern Matching
10,000+
Historical scrap event patterns stored and compared against current conditions in real time
2
Find the Pattern
The ML model compares the current combination of process variables against thousands of historical scrap events stored in the system. When the current pattern matches the precursors of a past scrap event — even if the match involves three or four variables in combination — the system flags the correlation and identifies which variables are driving the match. This is the step that manual analysis cannot replicate: comparing the current moment against every scrap event that has occurred on this conveyor, not just the ones the operator remembers.
3
Isolate the Cause
The multivariate engine applies correlation analysis across all active variables to isolate which specific variable or variable combination has the strongest causal relationship with the predicted scrap outcome. The output is a ranked list of root causes — not just a single guess but a confidence-ranked set of possible causes, each with the statistical evidence supporting the finding. The operator sees, for example, that the root cause is moisture content above 7.2% combined with belt speed below 2.1 m/s at transfer point 3 — with 94% confidence based on 23 matching historical events.
Root Cause Isolation
Ranked
Root causes output by confidence level, with the specific variable values and the historical evidence supporting each finding
Actionable Output
1 Fix
Recommended corrective action with the specific parameter adjustment and the predicted scrap reduction impact
4
Show the Fix
The system does not stop at identifying the root cause. It recommends the specific corrective action — adjust feed rate by 8%, increase belt speed by 0.4 m/s, notify maintenance for idler inspection at section 4 — based on what resolved similar root causes in the past. The operator sees the recommended action, the expected scrap reduction, and a link to see which past events support the recommendation. This closes the loop: root cause found, fix recommended, outcome tracked.
The Operator's Root Cause Dashboard — What the System Shows
The dashboard is designed to give the operator a clear answer to one question: what caused this scrap event, and what should I do about it? Every view serves that purpose without requiring the operator to dig through data or interpret statistical models manually.
1
Root Cause Summary
A live feed of scrap events detected or forecast on the conveyor, each displaying the ranked root cause list. The top-ranked cause shows the driving variables, their current values versus threshold values, and the confidence level. Operators see the cause at a glance without navigating through charts or logs.
Operator action: Review the ranked cause list. The top cause is almost always the correct intervention point.
2
Causal Variable View
For each scrap event, the causal variable view shows the specific process variables that drove the root cause finding — the actual sensor readings compared to the threshold values that historically correlate with scrap. The operator can see that moisture was at 7.5% at the time of the event, while the historical scrap threshold for this material type is 6.8%.
Operator action: Compare current variable readings against scrap thresholds to confirm the root cause finding.
3
Recurrence History
The recurrence view shows how many times the same root cause has appeared in the last 30, 60, or 90 days, which corrective actions were applied each time, and whether those actions resolved the root cause or only the symptom. This is the view that breaks the cycle of repeated corrective actions — because it shows the operator that this root cause has been misdiagnosed before.
Operator action: If a root cause shows 3+ recurrences, escalate to engineering for a permanent fix.
4
Corrective Action Library
Every root cause identified by the system is linked to a corrective action that resolved it in the past. The library grows automatically as operators close events — when an operator applies a corrective action and the scrap does not recur, that action is recorded as a proven fix for that root cause. New operators benefit from the accumulated experience of every operator who used the system before them.
Operator action: Before creating a new corrective action, check the library for a proven fix from a similar root cause event.
Before AI Root Cause Detection
Investigating Symptoms, Not Causes
Root cause investigation takes days — operators search shift logs and historian data manually
Scrap events investigated in isolation — no connection made between related events across shifts
Corrective actions target symptoms — the same scrap type recurs because the true cause was missed
Operator experience is the primary investigation tool — tribal knowledge that leaves when the operator leaves
60-70% of scrap events share hidden root causes that manual analysis never connects
After AI Root Cause Detection
Finding the True Cause in Minutes
Root cause identified in minutes — automated analysis across 100+ variables and 10,000+ historical patterns
Every scrap event linked to related events — cross-shift and cross-category connections surfaced automatically
Corrective actions target the true cause — scrap 30-50% reduction from fixing root causes instead of symptoms
Corrective action library preserves operator knowledge — every fix documented and available to every operator
60-70% of hidden root cause connections surfaced automatically by the ML correlation engine
"
We had a recurring spillage problem at transfer point 7 for 18 months. Every time it happened, we adjusted the feed rate. The spillage would stop for a week or two and then return. The manual root cause investigation pointed to the same thing every time: feed rate too high. But the AI root cause detection system showed us something we had never identified: the spillage was correlated with a specific combination of moisture above 6.5% and belt speed below 2.0 m/s — conditions that occurred every time we reduced throughput during shift changes. The feed rate adjustment was treating the symptom, not the cause. We changed the shift change protocol to maintain minimum belt speed and added a moisture monitoring point at the feed chute. Spillage at transfer point 7 dropped 80% in the first month. The system found a cause in 4 minutes that we had missed for a year and a half.
— Senior Conveyor Operator, Iron Ore Mine Site — Overland Conveyor System, 8 km Belt Length, 6,500 tph Capacity
Conclusion
Recurring scrap on mining conveyor systems is not primarily a corrective action problem — it is a root cause detection problem. When the investigation relies on manual log searching, isolated event analysis, and the memory of the operator on shift, the true cause is missed in 60 to 70% of cases because the causal combination of variables is not visible to any single person reviewing any single data source. The scrap returns not because the corrective action was poorly executed, but because it targeted the wrong cause.
AI root cause detection closes this gap by doing what manual investigation cannot: analyzing every process variable simultaneously, comparing current conditions against thousands of historical scrap patterns, and identifying the specific variable combination that drives each scrap event — with a confidence score and the supporting evidence. The operator sees the true cause in minutes instead of days, gets a recommended corrective action based on what worked for similar root causes in the past, and builds a corrective action library that preserves and compounds operator knowledge across every shift. The result is a 30 to 50% scrap reduction that comes not from working harder on corrections, but from finally knowing what to correct.
iFactory's AI root cause detection platform is built for operators on mining conveyor systems who need to stop recurring scrap at its source. Book a Demo to see the AI root cause dashboard configured for your conveyor system and material types, or talk to an expert about a free root cause analysis assessment for your operation.
Frequently Asked Questions
The confidence score is calculated from three inputs: the number of historical scrap events that match the current variable combination, the statistical strength of the correlation between those variables and the scrap outcome, and the recency of the matching historical data. A root cause identified with 94% confidence based on 23 matching historical events is a statistically robust finding. But the system is transparent about its confidence — the operator always sees the supporting evidence behind the ranking, not just the score. Lower-confidence findings are clearly marked and the operator is encouraged to verify them before acting. The system also learns from every operator decision: if an operator chooses a lower-ranked root cause over the top-ranked one and that action prevents the scrap, the system records that outcome and adjusts its model for future events. The confidence model improves with every scrap event the system processes. Talk to an expert to learn more about the ML confidence model and validation methodology.
The root cause engine starts with access to the process historian data your conveyor system already generates and pairs it with scrap event records from shift logs or the quality management system. A minimum of 6 months of paired process-variable-to-scrap-event data is sufficient to train the initial model for the most common scrap categories on your conveyors. The model deploys in observation mode first — generating root cause findings in parallel with existing manual investigation processes without driving decisions — allowing the operator team to validate findings against actual outcomes. Observation mode typically runs for 2 to 4 weeks, during which operators review the system's root cause findings and compare them against their own investigations. After the validation period, the system transitions to active mode where findings drive corrective action recommendations. The longer the system runs, the more historical patterns it accumulates and the more accurate its root cause isolation becomes. Book a Demo to see validation data from comparable conveyor system deployments.
Yes. The ML model is configured per conveyor section — each belt, transfer point, and drive station has its own variable set, scrap pattern history, and root cause profile. An overland conveyor has different root cause drivers (belt tension, idler condition, wind loading) than a stockyard reclaim conveyor (material moisture, reclaim rate variation, belt speed) or an inclined conveyor (feed distribution, belt slip risk, material rollback). The model adapts to the specific variable set available on each conveyor section and builds a separate root cause pattern library for each. The operator sees root cause findings for their specific section without the noise of data from conveyors with different operating characteristics. For centralized control rooms monitoring multiple conveyors, the dashboard shows root cause status across all sections with drill-down per belt. Talk to an expert about configuring root cause detection for your specific conveyor system types.
The corrective action library is maintained automatically by the system. When a root cause is identified and the operator applies a corrective action, the system records the action and continues monitoring the conveyor section to determine whether the scrap event recurred within a configurable effectiveness window. If the scrap does not recur within the window, the corrective action is recorded as effective for that root cause and becomes available in the library as a recommended fix for future matching events. If the scrap recurs, the action is marked as ineffective and the system does not recommend it again for the same root cause. Operators can also add manual entries to the library for proven fixes that were developed offline, and those entries are tagged as operator-submitted until they are validated by the automatic effectiveness tracking. The library grows with every shift, preserving operator knowledge that would otherwise be lost when operators retire or transfer to different sections. Book a Demo to see the corrective action library in action and how it tracks effectiveness automatically.
You Have Been Fixing Symptoms Long Enough. Get the Root Cause in Minutes, Not Days.
iFactory's AI root cause detection for mining conveyor operators — multivariate ML that analyzes 100+ variables simultaneously, surfaces hidden correlations across thousands of scrap events, and delivers ranked root causes with proven corrective actions from operators who solved the same problem before you.