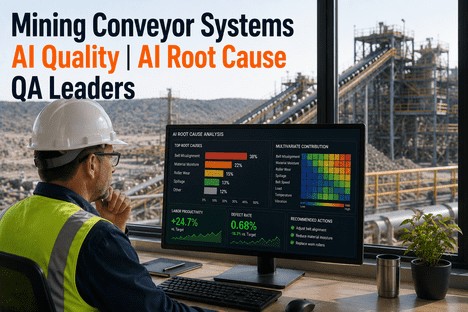
The quality leader reviews the previous shift's inspection logs and sees a pattern that has held for as long as anyone can remember. Four operators assigned to belt inspection. Each one spending six to seven hours of an eight-hour shift watching material flow past, looking for oversize particles, tramp metal, belt damage, and contamination by eye. The remaining hour goes to documenting findings on paper forms that will be entered into the quality system by the next shift. The inspection coverage rate — the percentage of material that actually passes under trained eyes — is below 15 percent. The rest flows past unexamined, its quality status unknown until a downstream screen or laboratory result confirms what the belt should have revealed two hours earlier. The labor cost of this inspection model is the single largest quality expense on the shift. The productivity loss — measured in operator hours spent on detection work that a camera and a deep learning model could perform at line speed with 99 percent consistency — is the improvement opportunity that AI vision quality exists to capture. For quality leaders responsible for both scrap reduction and labor productivity, the equation is straightforward: every hour an operator spends looking at a conveyor belt is an hour not spent optimizing the process that feeds it.
Quality inspection in mining crushing has remained structurally unchanged for decades. Operators stand at conveyor transfer points, feed chutes, and screen decks, visually assessing material quality by looking for particles that appear oversize, belts that show damage, and feed that contains contamination. The method is labor-intensive, inconsistent across shifts, and fundamentally incapable of keeping pace with the throughput of a modern crushing circuit. A primary crusher processing 4,000 tonnes per hour moves material past a single inspection point at a speed that no human visual system can monitor continuously. The operator sees what they can see, documents what they catch, and the rest passes through.
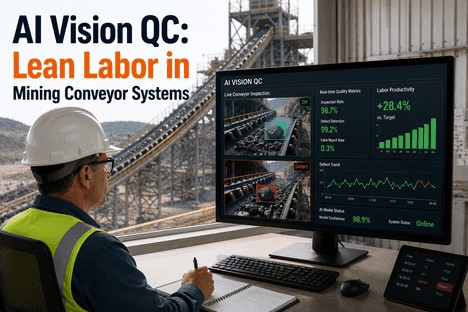
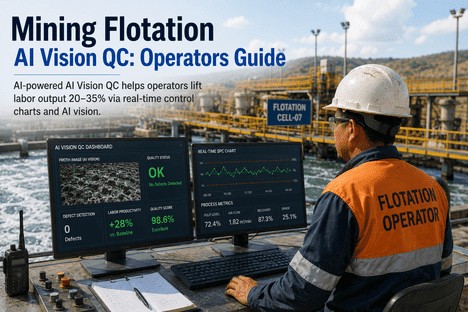
The labor productivity impact is direct and measurable. In a typical crushing operation running three shifts per day, six to eight operators per shift are assigned to quality inspection tasks — belt watching, screen monitoring, sample collection, and defect documentation. Between 40 and 60 percent of their available labor hours are consumed by detection work that could be automated. The remaining hours are split between process adjustment, equipment monitoring, and shift administration. When quality leaders calculate effective labor productivity — the percentage of operator time spent on value-adding process optimization versus necessary but automatable inspection — the number typically falls between 25 and 35 percent. AI vision quality inverts this ratio by performing the inspection work at machine speed and directing operator attention to the findings that require human judgment.
A 2026 study published in Applied Sciences demonstrated that hybrid AI frameworks combining convolutional neural networks with LSTM models achieved 20 to 30 percent reduction in projected maintenance downtime and 15 percent improvement in mineral classification accuracy across active iron ore mines. These are production-level results from operating plants where AI vision quality is already replacing discrete visual inspection as the primary quality control mechanism. The technology is not experimental. It is deployed, validated, and delivering measurable labor productivity gains in operations comparable to the ones quality leaders are responsible for today.
AI vision quality deploys as a deep learning inference layer that reads camera streams from existing ONVIF-compatible industrial cameras and correlates visual defect patterns with upstream process data from the DCS and SCADA systems. The system operates through three continuous stages that transform raw camera feed into actionable quality intelligence without requiring operator intervention at any intermediate step.
AI vision quality models are trained on real-world datasets captured in operating crushing environments. The detection capabilities cover the full range of quality defects that drive scrap and downtime in primary, secondary, and tertiary crushing circuits. Each detection category has a dedicated model architecture optimised for the specific visual特征 of that defect type in the crushing environment.
The labor productivity improvement from AI vision quality is not theoretical. It is measured in operator hours reallocated from inspection to optimization across every shift. The table below shows the before-and-after distribution of operator labor hours in a typical three-shift crushing operation processing 5 million tonnes annually.
Improvement
Per Shift
Consistency
For the quality leader, AI vision quality transforms the relationship between labor allocation and quality outcomes. The inspection workforce shifts from a cost center consuming operator hours on automatable detection work to a productivity driver whose time is spent on the process adjustments that directly reduce scrap. The change operates across three dimensions that together deliver the documented 20 to 35 percent labor productivity improvement.
We had six operators per shift assigned to belt inspection across our primary and secondary crushing lines. The inspection coverage was below 20 percent, and the defect detection rate depended entirely on which operator was on which belt at which hour of the shift. We deployed AI vision cameras at four transfer points and trained the models on two weeks of site-specific data. Within 30 days, we reduced belt inspection headcount from six operators per shift to two, and the freed operators were reassigned to crusher optimisation. Our scrap rate dropped from 9 percent to 5 percent in the same period — not because the AI vision system directly reduced scrap, but because the operators who used to watch belts were now tuning the process in real time based on the data the vision system was feeding them. The labor productivity gain and the scrap reduction were two sides of the same change.
The 20 to 35 percent labor productivity improvement that AI vision quality delivers in mining crushing operations does not come from reducing headcount. It comes from redeploying operator hours from detection work that machines can perform at higher consistency to optimisation work that only human judgment can execute. The operator who was watching a conveyor belt for six hours is now analysing quality trends, adjusting crusher settings, and preventing defects before they occur. The quality leader sees the same team delivering better quality outcomes per shift because the allocation of their time has shifted from reactive inspection to proactive process control.
For quality leaders managing both quality targets and labor productivity metrics, the opportunity is structural rather than incremental. The inspection model that has dominated crushing quality for decades — operators watching belts, documenting defects by hand, catching what they can see — was designed for an era before deep learning models could process 120 frames per second with 96 percent detection accuracy in a dusty crushing environment. That technology exists today as a deployable software layer that connects to existing cameras and control infrastructure. It does not require new conveyor layouts, additional lighting, or control system replacements. It requires cameras, a model trained on site-specific data, and a quality leader ready to shift operator hours from watching belts to optimising the process.
The crushing operations that consistently combine scrap rates below 5 percent with labor productivity above 70 percent share a common capability: AI vision quality systems that perform continuous 100 percent inspection at line speed, feed real-time SPC charts with every inference, and free operator time for the process optimisation work that actually reduces defects. That capability is available now as a software and camera layer on existing crushing infrastructure. It deploys in weeks, trains on site-specific data, and delivers measurable labor productivity improvement within the first month of operation.
AI vision quality deploys as a camera and software layer on top of existing conveyor and control infrastructure. The system connects to standard ONVIF-compatible industrial cameras and integrates with DCS and SCADA systems via OPC-UA. The deployment timeline from camera installation to live inspection alerts is measured in weeks, not months.