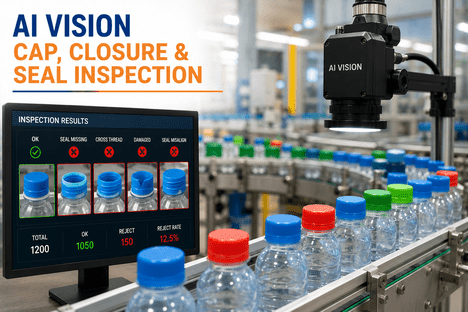
Closure integrity is the single largest blind spot on most packaging lines — and the most consequential. A bottle that looks perfectly capped on the conveyor can still leak in the truck, lose shelf life weeks before its printed date, or trigger a tamper complaint that damages brand trust, even when the product inside is completely safe. Torque testers only sample a handful of units per shift and measure rotational resistance alone, which means tilted caps, missing tamper bands, color-mismatched closures, and cosmetic seal defects routinely pass through undetected. AI vision cap, closure, and seal inspection closes that gap by checking cap presence, position, torque marks, tamper band integrity, and seal quality on every single unit, at full line speed, across every shift.
Why Closure Failures Are the Hidden Cost Center on Packaging Lines
Packaging quality programs spend most of their attention on labels, fill levels, and case counts, while closure quality is checked only by spot torque tests and occasional visual spot-checks. This is backwards from a risk standpoint. A cap that seats correctly but is under-torqued will pass a visual glance and still loosen in transit, allowing oxygen ingress that degrades shelf life before the product ever reaches a shelf. A tamper-evident band that tears unevenly or separates from the cap signals possible contamination to a consumer even when nothing is actually wrong with the product. A missing or cross-threaded cap on a high-speed capper can run for several minutes before an operator notices, producing a full reject batch and a line stoppage. None of these failure modes is reliably caught by torque testing alone, because torque measures rotational force, not visual condition. AI vision adds the missing layer: a camera-based check of every cap, closure, and seal that runs continuously and does not fatigue across an eight-hour shift.
What iFactory's AI Vision Camera Inspects on Every Closure
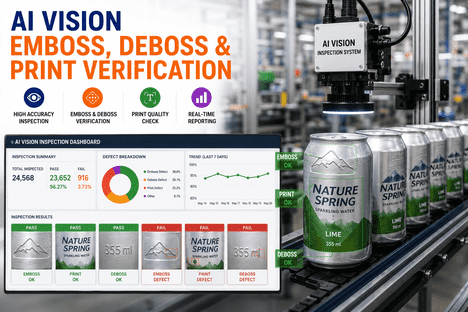
iFactory's AI vision camera platform applies trained deep learning models to the capping and sealing zone of the line, checking the attributes that determine whether a closure will hold up from the production line to the consumer's hands. The system verifies cap presence and confirms that every container leaving the capper actually has a cap seated on it. It checks cap orientation and position, flagging tilted, crooked, or skewed caps that indicate cross-threading or chuck misalignment on the capping head. It reads torque marks and witness lines to confirm the cap has been driven to the correct rotational position, complementing inline torque testers rather than replacing the mechanical check. It inspects tamper-evident bands for completeness, correct perforation, and proper attachment, catching bands that are torn, missing, or improperly seated before the product is cased. It also verifies seal integrity on induction-sealed and heat-sealed closures, looking for incomplete seals, wrinkled foil, and visible gaps around the seal perimeter. Because the inspection runs on every unit rather than a sample, defect patterns that only appear intermittently — such as a single worn capping head chuck — become visible immediately instead of after a customer complaint.
The Five Closure Defects That Drive Customer Complaints
Closure-related defects fall into a small number of recurring categories, and each one has a distinct visual signature that AI vision is trained to recognize. Understanding these categories helps quality teams map detection coverage to their actual risk profile rather than treating cap inspection as a single generic check.
| Defect Category | Typical Cause | Consumer-Facing Risk | AI Vision Detection Method |
|---|---|---|---|
| Missing or Loose Cap | Capping head skip, feeder jam, low torque setting | Leakage, spillage, product loss in transit | Presence detection across 360° camera ring |
| Tilted or Cross-Threaded Cap | Chuck misalignment, worn capping head, bottle neck variance | Seal failure, slow leak, shelf-life reduction | Angle and position measurement, sub-millimeter precision |
| Tamper Band Defect | Improper perforation, band slippage, wrong band size | Perceived tampering, consumer trust damage | Band continuity and attachment classification |
| Incomplete Induction Seal | Heat or pressure variance, foil misalignment, contamination | Oxygen ingress, early spoilage, vacuum loss | Top-down imaging with seal perimeter analysis |
| Wrong Cap Color or Type | Changeover error, mixed SKU feed, supplier substitution | Wrong-product complaints, recall exposure | Color and geometry classification against SKU profile |
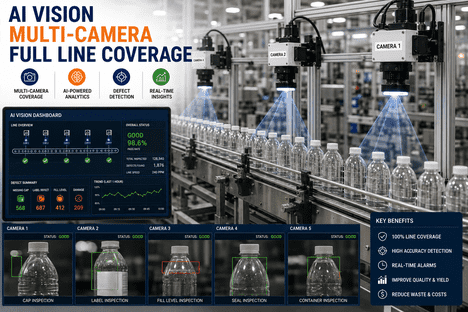
Each defect category requires a slightly different camera angle and lighting setup to detect reliably, which is why iFactory configures multi-camera coverage around the capping and sealing zone rather than relying on a single top-down view. A 360-degree ring of cameras catches cap tilt and cross-threading from every side of the container, while dedicated top-down imaging handles induction seal and foil inspection.
How Closure Inspection Connects to Your Maintenance and Quality Workflow
Detecting a defective closure only delivers value if the right person finds out fast enough to act on it. iFactory's AI vision camera runs on-premise edge AI, processing every frame locally with sub-50ms inference so a defect is identified and classified before the container moves past the next station. When a closure defect is detected, the platform automatically raises a work order with the annotated image attached, showing exactly which container failed and why. That work order routes to the assigned technician or line supervisor through SAP PM, OPC-UA, MQTT, or REST API, depending on how the facility's CMMS is configured. For closure defects that trace back to a mechanical root cause — a worn capping head chuck, a misaligned torque clutch, a degraded induction sealer — the system tags the underlying asset, so recurring defects on the same equipment surface as a pattern in the maintenance history rather than as a string of disconnected rejects. This closes the loop between what the camera sees and what the maintenance team does about it, instead of leaving defect data sitting in a quality report that nobody acts on until the next audit. Quality and maintenance teams who want to see this detection-to-work-order flow on their own containers and cap types can Book a Demo with iFactory's engineering team.
iFactory's AI vision camera platform does not require ripping out existing line cameras to add closure inspection. The system works with existing IP cameras over ONVIF and RTSP, and on-premise NVIDIA GPU hardware runs the detection models locally so no inspection data or video leaves the facility. Models reach high accuracy within the first week of active learning on your specific containers, cap types, and tamper band designs, and the configuration scales from a single capping station to multiple lines across a plant as confidence in the results builds. Teams evaluating closure inspection for the first time typically start with the capping and sealing zone alone, then expand coverage to label and fill verification once the closure check is proven on the line.
Where Cap and Seal Inspection Matters Most
Closure quality requirements differ by what is inside the container, but the underlying inspection challenge is the same everywhere: a defect that is invisible to a glance at line speed becomes visible to AI vision because the system never blinks and never gets tired. Food and beverage lines depend on consistent cap torque and induction seal integrity to protect shelf life and prevent spoilage before the printed date. Pharmaceutical and nutraceutical packaging carries tamper-evidence requirements where a single failed band can trigger a regulatory flag regardless of whether the product itself is compromised. Cosmetics and personal care lines deal with a wide variety of cap geometries and colors across SKUs, where a wrong-cap changeover error is one of the most common sources of mixed-product complaints. Household and industrial chemical packaging carries safety stakes on top of quality stakes, since a loose or missing cap on a chemical container is a handling hazard as well as a product loss. Across all of these, the inspection logic — verify presence, position, torque mark, band integrity, and seal quality on every unit — stays consistent, while the specific defect tolerances and camera configuration are tuned to the container and closure type in use.
Frequently Asked Questions About AI Vision Cap and Seal Inspection
No, and it is not meant to. Torque testers measure rotational resistance, which is a mechanical property that a camera cannot directly observe. AI vision inspection covers what torque testing cannot see: cap tilt, position, tamper band condition, seal appearance, and color or type mismatches. The two systems are complementary — torque testing samples mechanical closure force, while vision inspection checks every unit for the visual defects that correlate with closure failure, including cases where a cap is visually wrong even though it happens to be torqued within range.
Most tamper band complaints trace back to a small set of mechanical root causes rather than random variation: a perforation die that is worn and tears the band unevenly, a band that slips during application because of bottle neck dimensional variance, or a band sized incorrectly for a SKU during a changeover. Induction seal complaints typically trace to heating element temperature drift, foil misalignment on the applicator, or contamination on the bottle finish that prevents a clean seal. AI vision inspection helps identify which of these root causes is active by tagging defects to the asset and time window in which they occurred, rather than only flagging that a defect happened.
Yes. The models are trained to classify defect severity, not just defect presence, which matters because not every visual irregularity affects product integrity. A minor cosmetic scuff on a cap surface gets classified differently than a cap that is visibly off-axis or a tamper band that has separated from its perforation line. This distinction is what keeps false reject rates low — the system does not need to reject every unit with a minor cosmetic variation, only the units where the defect is one that correlates with an actual seal, torque, or tamper-evidence failure.
Most facilities go live within one to two weeks starting with two to three cameras positioned on the capping and sealing zone. Setup involves mounting cameras around the existing line, connecting them via Ethernet, WiFi, or cellular using standard ONVIF and RTSP protocols, and then training the detection models on the specific cap types, colors, and tamper band designs running on that line. Because the platform runs on-premise edge AI rather than depending on a cloud connection, there is no dependency on external network bandwidth once the system is configured, and accuracy typically reaches a stable, high level within the first week as the model adapts through active learning on live production data. Facilities ready to map out a deployment plan for their own line can Book a Demo to walk through camera placement and timeline.