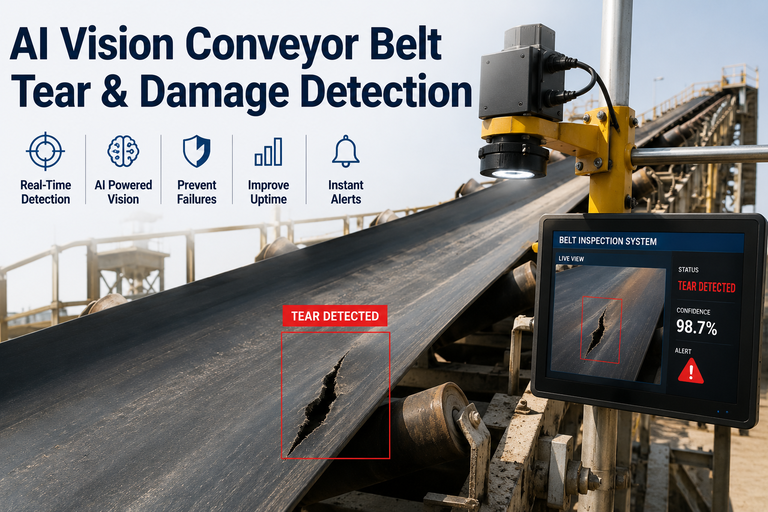
A longitudinal tear rarely starts as an emergency. It starts as a two-inch nick from a trapped rock, invisible under plant lighting, that runs another eight hours before anyone notices the belt is bleeding material along the gantry. By the time a shift supervisor spots it, the repair is measured in days of downtime instead of minutes of adjustment. iFactory's AI Vision Camera watches the belt line continuously for tears, rips, splice wear, edge fraying, and misalignment, catching the two-inch nick while it is still a two-inch nick — see it on your own belt footage with a Book a Demo.
One Torn Belt Can Cost More Than a Year of Cameras
iFactory scans every meter of belt surface, every rotation, for the five failure patterns that lead to unplanned line stoppages — longitudinal tears, transverse rips, splice degradation, edge wear, and misalignment.
How a Small Defect Becomes a Shutdown
Belt damage rarely appears fully formed. It escalates through recognizable stages, and each stage gives a shrinking window for a low-cost fix before the next one forces an unplanned stop.
Edge Wear
Fraying along the belt edge from minor misalignment or guide roller contact. Lowest cost to correct, easiest to miss visually.
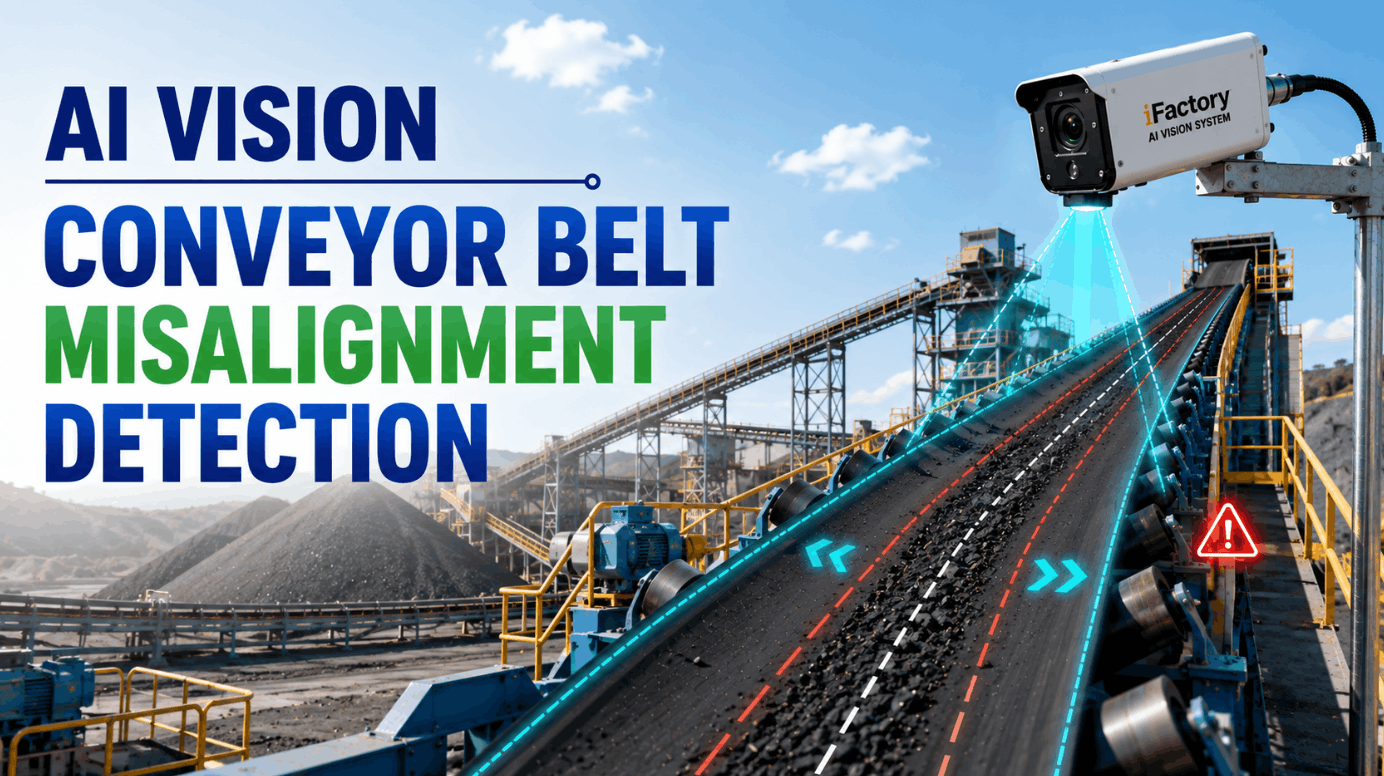
Misalignment
Belt tracking drifts off-center, accelerating edge wear and increasing the chance of material spillage along the line.
Splice Degradation
The mechanical joint connecting belt sections begins to separate, the single most common origin point for a full-width failure.
Transverse Rip
A crosswise cut from trapped debris, growing with every rotation and weakening the belt's structural integrity.
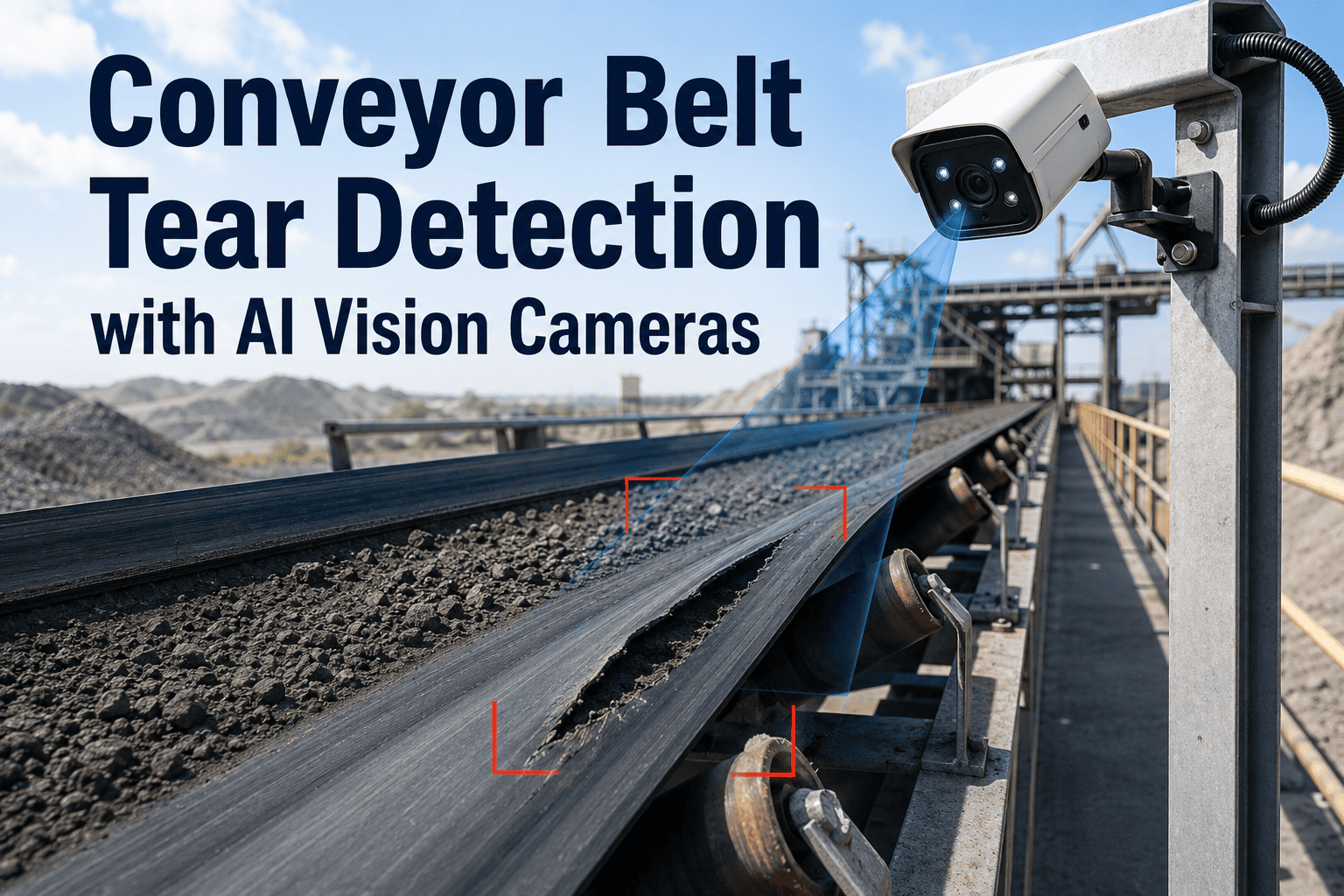
Longitudinal Tear
A full-length rip running with the belt direction — the failure mode responsible for the majority of catastrophic, line-stopping events.
Catch Damage at Stage One, Not Stage Five
iFactory flags edge wear and splice degradation while they're still a maintenance ticket, not a shutdown.
From Camera Feed to Maintenance Ticket
Scan
High-resolution cameras positioned along the belt line capture the full width of the belt surface on every pass, day and night.
Detect
Trained models identify tears, rips, splice separation, edge fraying, and tracking drift against the belt's known baseline condition.
Alert
Maintenance and control room staff receive an immediate notification with the exact defect location and a timestamped image.
Track
Defect growth is logged over time, so a small nick that is spreading is prioritized differently than one that has stabilized.
Scheduled Walkdowns vs. Continuous AI Vision
| Inspection Metric | Manual Belt Walkdowns | iFactory AI Vision |
|---|---|---|
| Belt Surface Coverage | Sampled during scheduled rounds | Every rotation, continuously |
| Time to Detect Small Tears | Hours to days | Under one minute |
| Defect Trend History | Rarely tracked consistently | Logged automatically over time |
| Risk in Low-Visibility Areas | Depends on walkdown route | Camera coverage regardless of lighting |
| Unplanned Stoppage Risk | Higher, damage found late | Lower, damage found early |
A Tear Discovered at 2 AM Looks Very Different Two Ways
Without Continuous Monitoring
The tear grows unseen through the overnight shift. By morning walkdown, it has spread across multiple panels, forcing an emergency belt replacement and a full-day production stop while parts and crew are mobilized.
With iFactory AI Vision
The system flags the tear within a minute of formation. Maintenance schedules a controlled repair during the next planned changeover, and the belt runs the rest of the shift without incident.
Built for the Belts That Can't Afford Downtime
Mining & Quarrying
Long overland conveyors moving abrasive material where a single tear can halt an entire extraction line.
Manufacturing
Production-line belts where unplanned stops cascade into missed shipment commitments.
Ports & Bulk Handling
High-throughput bulk material transfer systems running near-continuous shifts with tight vessel-loading windows.
Recycling & Waste
Sorting line belts exposed to sharp, irregular material that accelerates edge wear and puncture risk.
We lost eleven hours of production to a longitudinal tear that started as something a walkdown would have caught days earlier if the timing had lined up. Since deploying iFactory, we've had three early-stage tears flagged and repaired during planned maintenance windows instead of as emergencies. That alone paid for the system.
Frequently Asked Questions
Q: Can the system tell the difference between a tear and normal belt surface texture or dirt buildup?
Yes. The detection model is trained against the specific belt's baseline surface pattern, so it distinguishes actual structural defects like tears and splice separation from surface debris, staining, or expected wear texture. This reduces false alerts that would otherwise cause maintenance teams to ignore notifications over time. Configuration is reviewed with your team during a Book a Demo using footage from your own line.
Q: How many cameras are needed to cover a long overland conveyor?
Camera spacing depends on belt width, speed, and lighting conditions along the route, but most installations position units at return-side and load-zone points where damage most commonly originates rather than covering every meter with dedicated hardware. A site assessment during onboarding determines exact placement for your specific conveyor layout and length.
Q: Does the camera need the belt to stop for inspection, or does it work while running?
iFactory monitors the belt while it is fully operational, since the entire value of the system is catching damage before it requires a stoppage. Detection happens continuously against the moving surface, and alerts are generated in real time without interrupting production.
Q: What happens after a defect is detected — does the system stop the conveyor automatically?
By default, iFactory sends an alert to maintenance and control room staff rather than triggering an automatic shutdown, since most early-stage defects can be scheduled into planned maintenance rather than requiring an immediate stop. Integration with automated shutdown logic is possible for facilities that require it, and can be discussed through Support Contact.
Q: How long does it take to establish a reliable baseline for a new belt installation?
Baseline calibration typically takes one to two weeks of continuous operation, during which the system learns the specific belt's normal wear pattern, splice locations, and surface characteristics. Full defect detection accuracy is reached once this baseline period is complete, and the system continues refining its accuracy as more operating data is collected.
Find Out What Your Belt Cameras Would Catch
Bring footage from your own conveyor line and watch iFactory identify tears, splice wear, and misalignment live.