AI Robotic Welding Tip Wear Monitoring for Automotive | iFactoryAi
By David Cook on June 30, 2026
A spot-weld electrode mushrooms from a quarter-inch tip to three-eighths of an inch, and nobody on the line notices — it is a fraction of a millimeter of spread, invisible at a glance. But the physics does not care that it is invisible. That same weld that took 9,800 amps to make at full strength now needs 22,100 amps to hit the same nugget. Run the old current and you make a cold weld that fails a peel test. This is the quiet trap of resistance spot welding: tip wear is continuous and silent, weld quality tracks it exactly, and the moment to dress the tip has traditionally been a guess based on a counter and an operator's experience. AI changes that guess into a prediction — and an iFactory on-prem AI layer is where that prediction runs, on your own floor.
iFactory · Automotive Body Shop AI
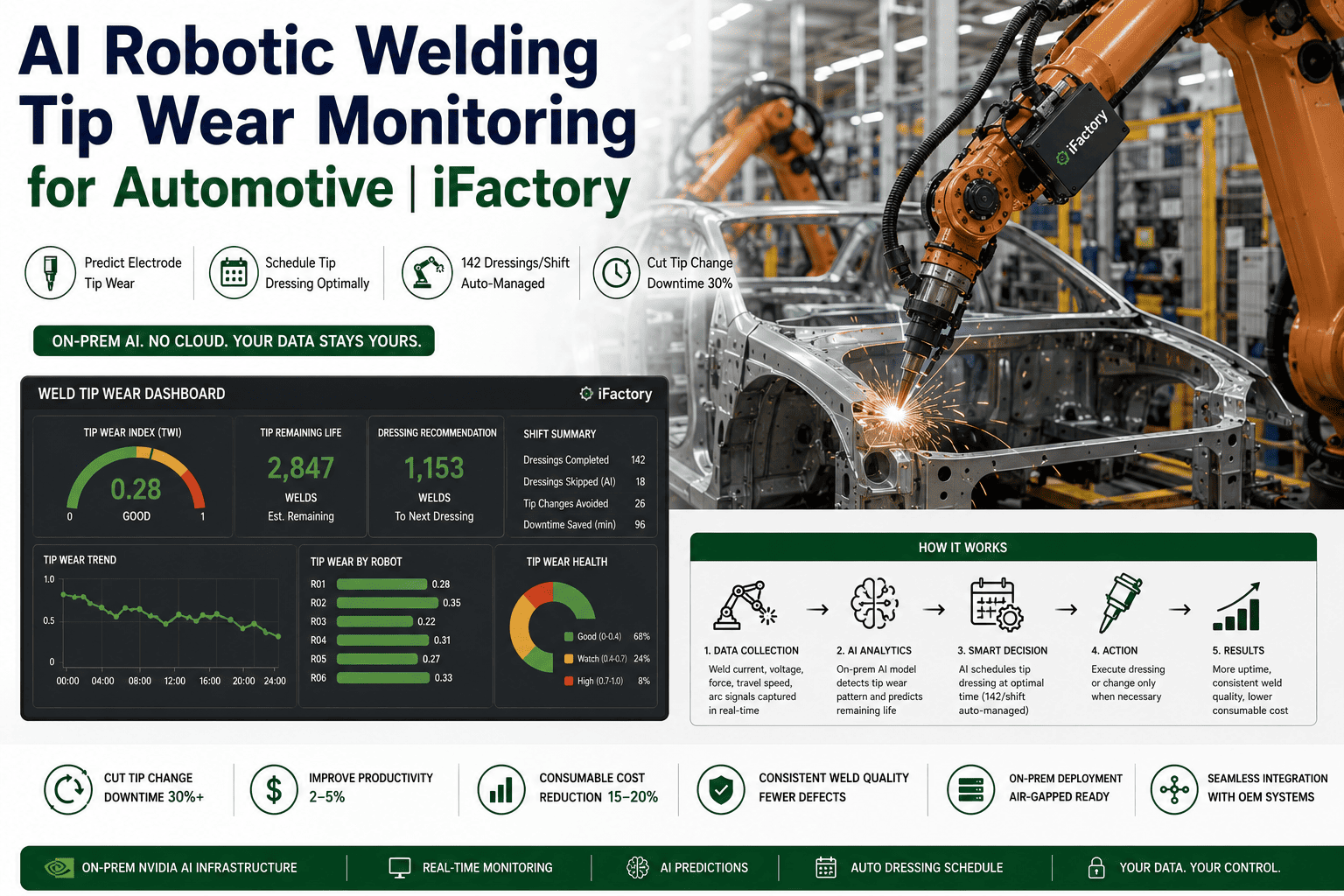
AI Tip-Wear Monitoring: Dress Electrodes at the Right Moment, Not by the Counter
Electrode wear is silent and weld quality follows it exactly. On-prem AI predicts tip wear from the welder's own signals and schedules every dressing at the optimal point — cutting tip-change downtime without ever risking a cold weld.
The electrode tip is the part of the welder that actually decides quality, because its geometry sets the current density at the joint. A fresh tip concentrates the current into a tight contact face, driving the heat that forms a strong nugget. As the tip wears, that contact face widens — and the same current now spreads over a larger area, dropping the density below what melts the steel. The result is a cold weld with insufficient penetration. The wear is not dramatic; it is a slow, continuous drift. And in automotive body-in-white, where coated and galvanized steels alloy with the copper and accelerate the damage, it happens faster than most counters assume.
Fresh tip
Narrow contact face. Current concentrated, density high, full nugget. ~9,800 A does the job.
wears to
Mushroomed tip
Wide contact face. Current spread thin, density low, cold weld. Now needs ~22,100 A for the same strength.
The Two Ways a Tip Wears
Electrode degradation is not one thing — it follows two distinct modes, and a good monitoring approach watches for both. Knowing which one is happening tells you whether dressing will restore the tip or whether the cap is near the end of its life.
Mushrooming
Radial material flow
The contact face spreads outward, growing in diameter. This is the classic wear that drops current density and demands ever-higher amps for the same weld.
Plateau forming
Axial material flow
The tip flattens and shortens along its axis. Combined with pitting from coating alloys, it changes the contact geometry and the heat balance at the joint.
The Dressing Dilemma: Too Early Wastes, Too Late Scraps
Tip dressing restores the worn geometry by machining the tip back to shape — and it is the single biggest lever on both quality and cost. But the timing is a genuine dilemma, and a fixed counter gets it wrong in both directions. Dress too early and you shave off good copper, shortening the cap's life and burning a dressing cycle you did not need. Dress too late and you have already made cold welds that have to be caught, reworked, or scrapped. The optimal moment is a moving target that depends on the steel, the coating, the current, and the wear already accumulated — exactly the kind of multi-variable judgement a counter cannot make.
Dress too early
Good copper machined away for nothing
Fewer dressings left before cap change
A dressing cycle of downtime, wasted
Optimal moment
a moving target
Dress too late
Cold welds already made and shipped
Rework, scrap, and rejected parts
Quality escapes the line never caught
How AI Finds the Right Moment
Here is the shift. The welder already produces the signals that reveal wear — dynamic resistance, electrode tip displacement, electrode force, and the weld count since the last dressing. A trained model reads those signals weld by weld and predicts the quality class of the next weld before it is made. Plot that prediction over a tip's life and you see the wear curve climb gradually, then reset sharply at each dressing. The AI watches that climb and calls the dressing at the point where quality is about to slip — not before, not after.
Predicted weld quality vs welds since dressing
quality threshold
dressdressdress
Wear climbs predictably, then resets at each dressing. AI calls the dressing just before the curve crosses the quality threshold — every cycle, automatically.
Want to see this prediction curve built from your own welder's signals? Talk to a welding AI specialist and we will model one gun on your data.
What Changes When the Counter Becomes a Predictor
Moving from a fixed dressing schedule to a predicted one changes the economics of the whole body shop — quality, copper, and downtime all at once.
Dress every N welds by a fixed counter
becomes
Dress when the model predicts quality will slip
Cold welds found at inspection or in the field
becomes
Bad weld predicted before the tip ever makes it
Good copper dressed away too early
becomes
Cap life extended, fewer caps consumed
Dressings and tip changes interrupt the line
becomes
Changes scheduled into planned windows
Hundreds of dressings a shift managed by hand
becomes
Every gun orchestrated automatically, on-prem
Why On-Prem Matters for a Body Shop
Weld signal data is high-frequency, high-volume, and proprietary — it describes how you build your cars. Running the AI on-premise rather than in someone else's cloud keeps three things intact: the millisecond latency a line needs to act weld-to-weld, the security of process data that is genuinely sensitive, and independence from a network link the line cannot afford to lose. The model trains on your steels and your guns and runs inside your own network, so the prediction is both fast and private.
Latency
Weld-to-weld decisions need millisecond response. Local inference keeps the loop tight enough to act in real time.
Security
Weld signatures are proprietary process IP. On-prem keeps that data inside your walls, never leaving the plant.
Resilience
No dependence on an internet link. The line keeps its predictive cover even if the outside connection drops.
Want this running on-prem across every weld gun in your body shop? Book a demo and we will scope the deployment to your line.
Frequently Asked Questions
Why can't we just dress on a fixed weld count?
Because the right moment moves. Wear rate depends on the steel grade, the coating, the current, and the force — galvanized and high-strength steels wear tips far faster than a generic counter assumes. A fixed count is wrong in both directions: too conservative and you waste copper and dressing cycles; too loose and you make cold welds. Prediction adapts the timing to what is actually happening at each gun.
What signals does the AI actually use?
The ones the welder already generates: dynamic resistance through the weld, electrode tip displacement, electrode force, and the weld count since the last dressing. Electrode displacement in particular is a strong predictor of penetration and nugget quality. The model combines these into a predicted quality class for the next weld, so no extra sensors are usually required.
How does this cut tip-change downtime?
Two ways. First, by extending cap life — not dressing away good copper before it is needed means each cap survives more dressings and more welds. Second, by predicting tip changes far enough ahead that they slot into planned windows instead of stopping the line unexpectedly. Fewer caps consumed plus fewer surprise interruptions is where the downtime reduction comes from.
What is the difference between dressing and a cap change?
Dressing machines the worn tip back to its correct geometry, and a cap can be dressed many times. But each dressing removes a little copper, so after a certain number of dressings the cap is too short and must be replaced entirely — a cap change. Good prediction maximizes the welds between dressings and the dressings before a cap change, getting full value from every cap.
Why run the AI on-premise instead of the cloud?
Three reasons specific to a body shop: latency, security, and resilience. Weld-to-weld decisions need millisecond response that a cloud round-trip cannot guarantee; weld signal data is proprietary process IP you may not want leaving the plant; and the line should not depend on an internet connection to keep its predictive maintenance running. On-prem inference covers all three.
Stop guessing the dressing schedule. Predict it.
See AI Tip-Wear Prediction Running on Your Weld Guns
Bring one weld gun. We will read its dynamic resistance, tip displacement, and force signals, train a model on your steels, and show the wear curve predicting exactly when each tip should be dressed — before quality slips, without wasting copper. Turnkey on-prem AI: it runs inside your network, orchestrates every gun's dressing schedule, and slots tip changes into planned windows. Live in weeks, not quarters.