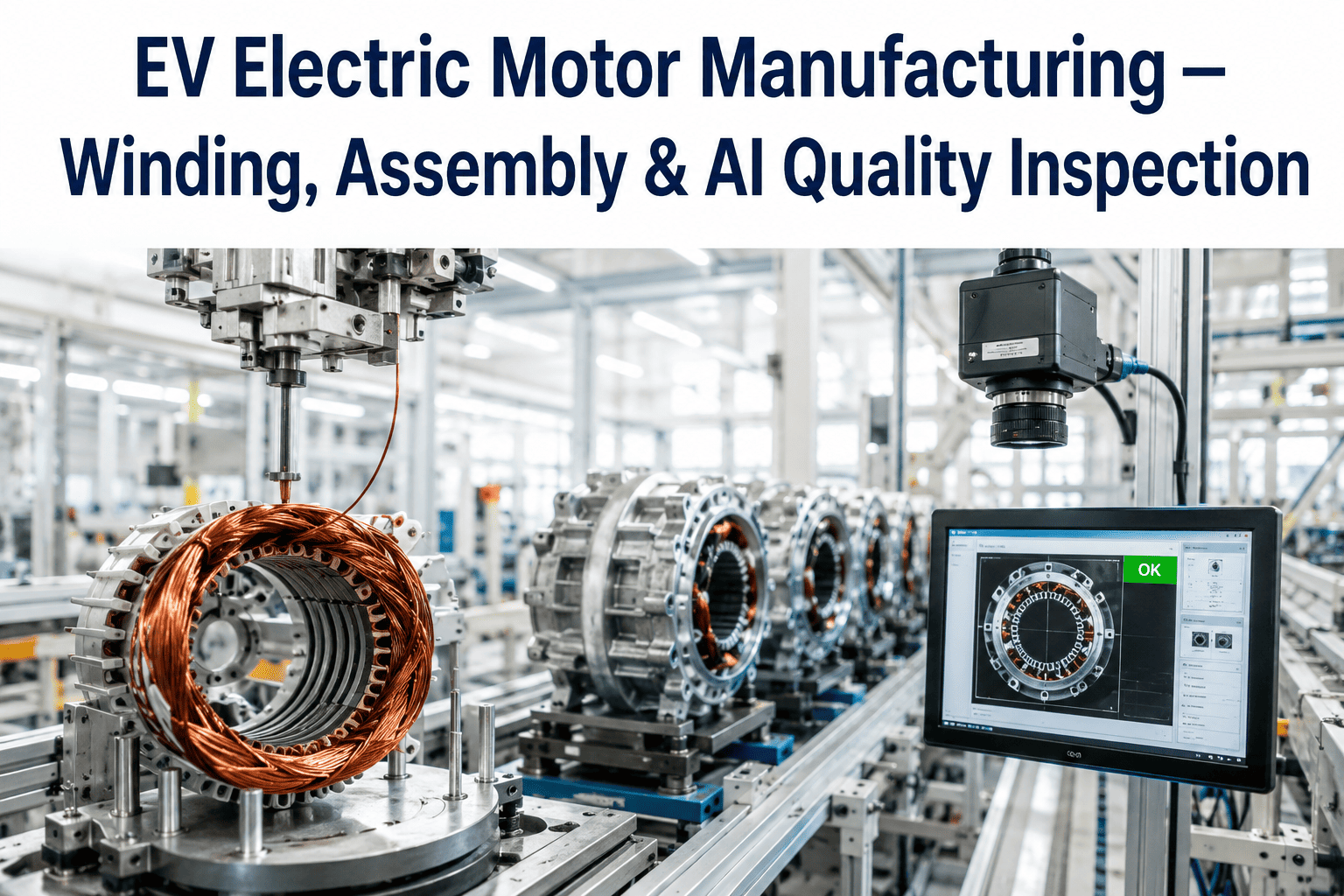
An EV motor that passes visual inspection can still fail on the dyno hours later because of a winding insulation flaw or a magnet placed half a millimeter off center, and by then the motor has already moved through final assembly. Electric motor production has far less tolerance for hidden defects than a combustion engine ever did, since a single insulation breakdown or rotor imbalance shows up as a warranty claim, a range complaint, or worse, a thermal event in the field. AI-powered inspection watches winding quality, magnet placement, and rotor-stator assembly at every stage of production, catching the defects that dyno testing alone catches too late and too expensively. Process engineers building out EV motor lines can book a demo to see this running against real winding and assembly data.
EV MOTOR MANUFACTURING · AI QUALITY INSPECTION
Catch Motor Defects Before the Dyno Does
AI inspection monitors winding insulation, magnet placement accuracy, and rotor-stator assembly in real time, flagging defects long before an expensive dyno failure or field warranty claim.
3 Stages
Winding, magnet placement, and rotor-stator assembly monitored continuously across production
Pre-Dyno
Defects flagged during assembly instead of discovered during final dyno testing
Micron-Level
Placement accuracy tracked for magnets, air gap, and rotor-stator concentricity
Why Dyno Testing Alone Comes Too Late
Dyno testing is essential, but it is also the most expensive place in the process to find a defect. By the time a motor reaches the dyno, winding, magnet assembly, and rotor-stator fit have already consumed labor, materials, and line time, and a failed unit means full teardown or scrap. AI-powered inspection embedded earlier in the process catches insulation breakdowns, magnet misalignment, and eccentricity issues at the station where they actually occur, which is both cheaper to fix and far faster to diagnose than working backward from a dyno failure code.
01
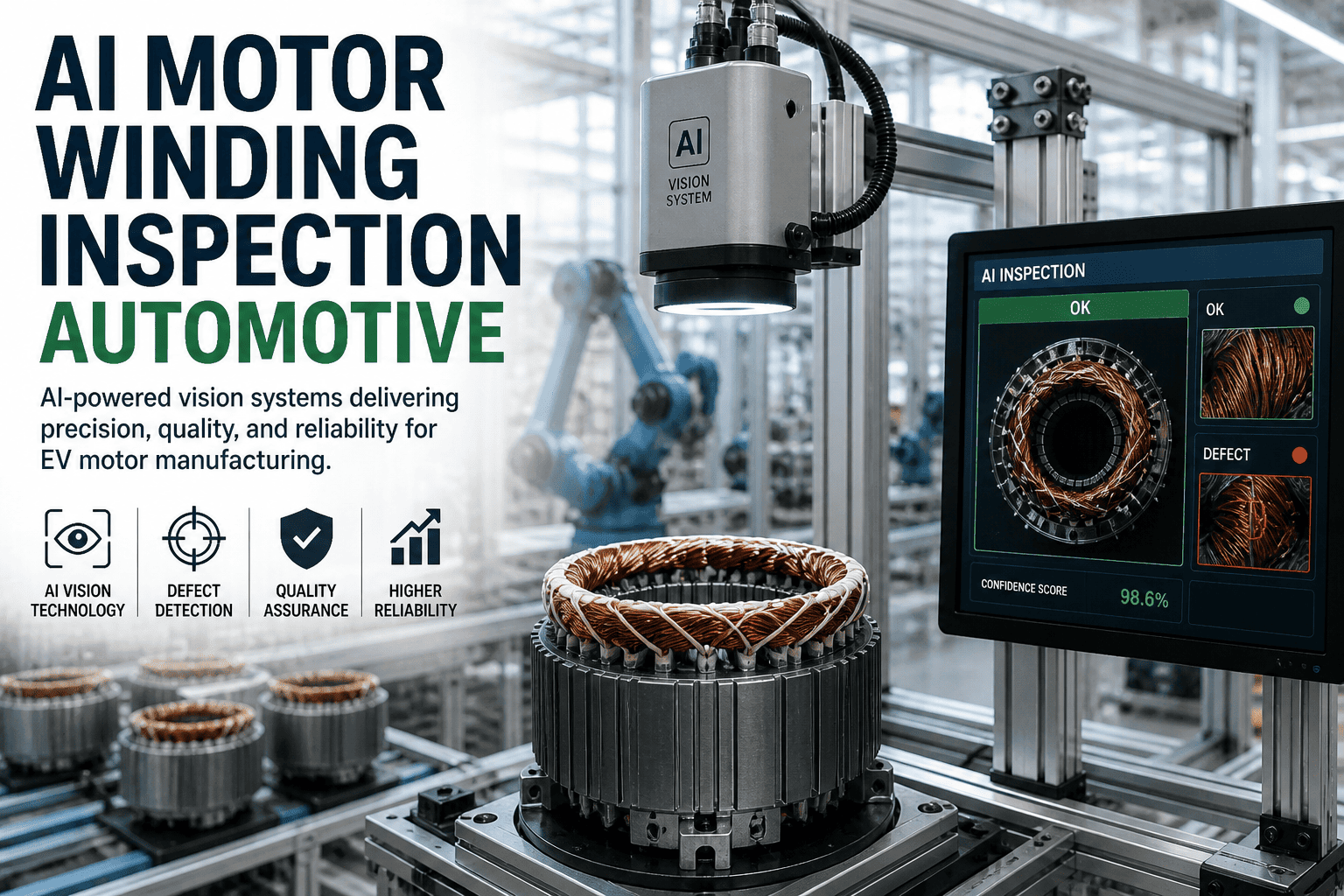
Winding Insulation Monitoring
Continuous surge and hipot testing during winding catches insulation breakdown risk before encapsulation seals it in.
02
Magnet Placement Verification
Vision-guided placement checks confirm magnet position and polarity to sub-millimeter accuracy before rotor closeout.
03
Rotor-Stator Concentricity
Air gap measurement during assembly flags eccentricity that would otherwise show up as noise or vibration later.
04
Balance & Runout Prediction
Assembly-stage measurements feed a prediction model that flags motors likely to fail balance testing before they reach it.
EV MOTOR MANUFACTURING · AI QUALITY
See Assembly-Stage Detection on Your Motor Line
Walk through how AI inspection would run across your winding, magnet placement, and rotor-stator stations.
Common EV Motor Defects and Where They're Caught
| Defect Type |
Traditional Detection Point |
AI-Assisted Detection Point |
| Insulation Breakdown |
Field failure or final hipot test |
During winding, before encapsulation |
| Magnet Misalignment |
Dyno torque ripple test |
Vision check during rotor assembly |
| Rotor-Stator Eccentricity |
Vibration complaint or NVH test |
Air gap measurement at assembly |
| Balance Deviation |
Final balance test rejection |
Predicted from assembly-stage data |
Why This Matters More for EV Motors Than Legacy Components
A combustion engine component with a minor defect often has years of forgiving operating margin before it becomes a field issue. An EV motor does not offer that same buffer: a winding insulation flaw can develop into a thermal event, a magnet misalignment shows up immediately as torque ripple the driver can feel, and rotor-stator eccentricity translates directly into cabin noise complaints that damage brand perception in a segment where quietness is a selling point. Because warranty periods on EV drivetrains are typically longer than on combustion platforms, defects that would have aged out of warranty exposure under an older ownership model now carry cost risk for years after the vehicle leaves the plant, which is exactly why catching them at assembly rather than at the dyno or in the field matters so much more today.
Where This Connects Across Your Motor Line
EV motor production typically spans several distinct cells, from wire winding through final rotor-stator assembly, and each one has its own existing equipment and data sources. AI inspection is designed to layer onto that existing footprint rather than replace it, pulling data from surge testers, vision-guided placement fixtures, and assembly torque and force sensors that are often already installed. The integration work is mostly about establishing a reliable data pipeline from each of these sources into a single quality view, rather than introducing new inspection hardware at every station.
Winding & Surge Test Stations
Insulation and electrical signature data feeds directly from existing surge and hipot testers.
Magnet Placement Fixtures
Vision-guided placement systems already common on rotor lines provide position and polarity data.
Final Assembly & Torque Stations
Torque and force sensor data from rotor-stator closeout feeds into the concentricity and balance model.
Frequently Asked Questions
EV MOTOR MANUFACTURING · AI QUALITY
Stop Finding Motor Defects at the Dyno
Get a personalized walkthrough of AI-driven inspection across your winding, magnet, and assembly stations.