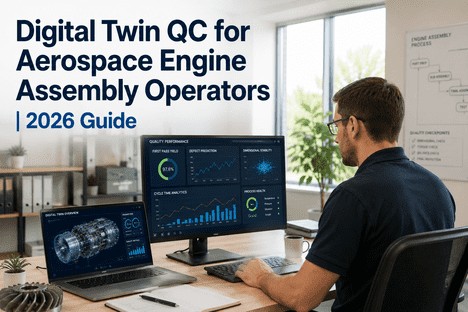
Digital Twin QC for Aerospace Engine Assembly Operators | 2026 Guide
By Grace on June 12, 2026
You run the same engine assembly cell every shift. You know the sound of the spindle when the cut is good, the feel of the torque wrench when the fastener is seated right, the rhythm of the cycle when everything is in tolerance. But you also know the feeling of catching a dimension drift at part 38, running the next 12 parts with a question mark, and finding at inspection that 2 of them are out of spec. That lag between the cut and the confirmation is where cycle time bleeds and scrap happens. A digital twin closes that lag by keeping a live virtual model of your cell synchronised with every cut, every measurement, every cycle — so you see where the process is heading before the next part is finished. This is what Digital Twin Quality Control means for the operator on the engine assembly line: not a 3D model on a screen, but a real-time decision tool that cuts cycle time by 10 to 20% by eliminating the rework loops and inspection holds that reactive quality control cannot prevent.
Digital Twin Quality Control Cuts Engine Assembly Cycle Time 10-20% by Eliminating the Lag Between Detection and Correction.
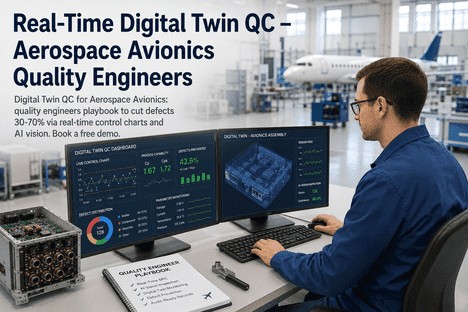
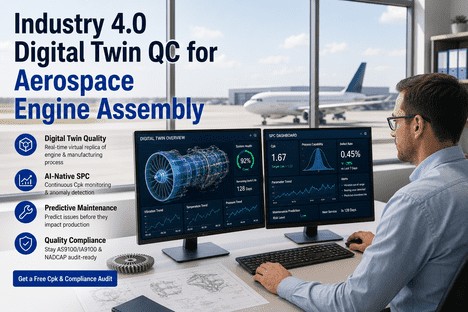
iFactory's process digital twin synchronises your engine assembly cell with a live virtual model — streaming real-time SPC, adaptive control limits, and predictive quality forecasts that let operators correct drift before it becomes a defect and cut cycle time without cutting corners.
What a Process Digital Twin Actually Is for the Engine Assembly Operator
There is a lot of talk about digital twins in aerospace. Most of it refers to design simulations, CAD models, or fleet-level predictive maintenance. The process digital twin is different. It is a live virtual model of your specific assembly cell that mirrors every production event in real time. Every spindle load reading, every torque value, every bore measurement, every cycle completion is streamed into the twin and compared against the expected range for that part-programme combination. When a parameter deviates from its expected pattern, the twin not only flags it — it simulates the impact on final quality and cycle time before the deviation produces a non-conforming condition. The operator does not interact with a 3D environment. The operator interacts with a dashboard that shows the current state, the forecasted trajectory, and the specific action that will protect both quality and cycle time.
Physical Cell
The machine cutting parts, the CMM measuring dimensions, the torque wrench recording values, the operator making decisions. Every physical event generates data.
Digital Twin
A live virtual model that receives every data point from the physical cell in real time, compares it against expected patterns, and simulates future outcomes.
Spindle cuts part — load, feed rate, temperature streamed
Probe measures bore — dimension recorded and compared to tolerance
Torque wrench tightens — value logged with serial number
Operator inspects surface — visual check noted in system
Twin receives data — compares spindle load to expected envelope
Twin updates Cpk — recalculates running capability from live data
Twin forecasts trend — projects bore dimension 20 parts forward
Twin recommends action — alerts operator with specific corrective step
The Four-Phase Cycle — How the Twin Stays Synchronised
The digital twin runs a continuous four-phase cycle on every part, every cycle, every shift. The cycle is automatic — the operator does not configure it, maintain it, or even think about it. The four phases run in the background, updating the dashboard with every new data point so the operator always sees the current state and the forecasted trajectory.
1
Ingest
Every data point from the cell streams into the twin — machine parameters, inspection results, tool data, cycle times. No manual entry. Sub-second latency.
2
Model
The twin compares incoming data against the expected envelope for the current part-programme combination. Deviations are classified by magnitude, pattern, and correlation with other parameters.
3
Predict
The twin runs forward simulations to project the impact of current deviations on final quality and cycle time. The operator sees: bore Cpk trending to 1.28 in 12 parts if current drift continues.
4
Act
The twin presents a ranked alert with the specific corrective action — change insert, adjust coolant flow, inspect fixture. The operator acts. The twin logs the intervention and monitors effectiveness.
10-20%
Cycle time reduction achieved when digital twin quality control eliminates rework loops, reduces inspection holds, and optimises changeover decisions in engine assembly
30-50%
Reduction in in-process inspection time when real-time twin data replaces end-of-run CMM verification for trend-confirmed characteristics
85%
Of dimensional deviations detected by the digital twin before the part completes its machining cycle — giving operators time to correct before the next operation
92%
Defect prediction accuracy when the digital twin cross-correlates 30+ process parameters against historical quality outcomes in aerospace manufacturing
Five Ways Digital Twin QC Cuts Cycle Time Without Cutting Corners
Cycle time reduction from digital twin quality control does not come from running the machine faster. It comes from eliminating the hidden time losses that traditional quality control cannot see — the rework loops, the inspection holds, the changeover delays, and the corrective actions that happen after the defect is confirmed rather than before it forms.
01
Eliminate End-of-Run CMM Holds for Trend-Confirmed Characteristics
When the digital twin confirms that a characteristic is within its adaptive control limits and the Cpk trend is stable and above threshold, the operator can release the part to the next operation without waiting for the end-of-run CMM verification. The twin's prediction replaces the inspection hold for that characteristic. Typical saving: 8 to 15 minutes per part batch, depending on inspection queue depth.
02
Prevent Rework Loops by Correcting Drift Before It Produces a Defect
The digital twin detects dimensional drift at part 6 of a 50-part run. The operator adjusts the offset at the next tool change. The remaining 44 parts are produced in tolerance. Without the twin, the drift would be caught at inspection at part 50, triggering a rework loop that requires re-inspection of the entire batch, re-machining of out-of-tolerance parts, and a corrective action investigation. Typical saving: eliminates 2 to 4 hours of rework and inspection time per occurrence.
03
Optimise Tool Change Timing Based on Actual Wear, Not Fixed Intervals
The twin tracks tool wear progression against dimensional outcomes across the last N parts of the current part-programme combination. It forecasts which tool will reach the end of its quality-reliable life at which future part number. The operator changes tools based on measured wear, not a fixed part count. Tools are not changed too early (wasting service life and adding changeover time) or too late (producing defects and triggering rework). Typical saving: 10 to 15% reduction in changeover frequency.
04
Eliminate First-Part Approval Delays with Simulated First-Article Verification
When a new part number or programme revision is loaded, the twin simulates the first article based on current machine state, tooling condition, and material lot characteristics. The operator receives a forecasted Cpk for every critical characteristic before the first chip is cut. If the forecast shows capability below threshold, the twin recommends the parameter adjustment needed to bring it into range. No wait for the first-article CMM result. Typical saving: 30 to 60 minutes per part number changeover.
05
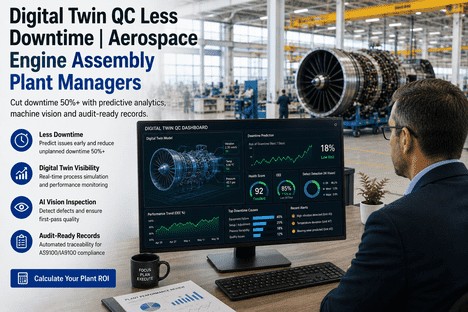
Reduce Unplanned Stoppage Time with Predictive Machine Health Alerts
The twin monitors spindle vibration, axis torque, and coolant temperature trends as leading indicators of mechanical degradation. When the pattern matches a pre-failure signature, the twin alerts the operator with a forecasted time-to-failure. The operator coordinates tool change or maintenance with the planned break rather than losing production to a mid-run stoppage. Typical saving: 40 to 90 minutes of unplanned downtime prevented per event.
What the Operator Dashboard Looks Like with Digital Twin QC
The operator dashboard is not a 3D rendering of the machine or a CAD model of the part. It is a live quality control interface organised around the four things the operator needs to know at every point in the cycle: is the current part in control, where is the process trending, what is the forecasted final quality, and what action is needed to protect it.
Live Panel
Per-Characteristic Capability Status
Every critical characteristic on the active part displays a colour-coded status: green for Cpk above 1.67, amber for Cpk trending between 1.33 and 1.67, red for Cpk below 1.33 or forecasted to cross within 10 parts. The operator sees bore diameter, face runout, clearance gap, torque value, and surface condition status in a single row.
Forecast Panel
Cycle Time Forecast vs Actual
The twin tracks expected cycle time per operation against actual. When a deviation is detected, the forecast panel shows the projected cycle time impact for the remaining parts and flags the root cause — tool wear, fixture misalignment, coolant temperature — with the time-saving that correction would recover.
Action Panel
Ranked Intervention Recommendations
The twin ranks every active deviation by its forecasted impact on cycle time and quality. The operator sees a prioritised list: Insert wear on station 2 — forecasted 3.2 minute cycle time increase and Cpk drop to 1.31 in 8 parts. Recommended action: change insert at next planned stop. Each recommendation includes confidence score and expected recovery.
Record Panel
AS9100 Audit Record — Auto-Generated
Every part in the batch has a complete digital record that includes all in-process measurements, control limit calculations, forecast outputs, operator interventions, and Cpk history. The record is generated automatically as the parts are produced — no manual data compilation at shift end, no late-night audit preparation.
The digital twin changed how I run my cell more than any tool in fourteen years. Before, I was reacting to inspection results that came back 20 or 30 minutes after the part was cut. If a bore drifted, I found out at the CMM, not at the machine. Now the twin shows me the bore trend live, while the part is still in the fixture. It told me on part 6 that the bore was trending toward the limit. I adjusted the offset on part 7. The remaining 43 parts were fine. Before the twin, I would have run all 50 parts, sent them to CMM, found 3 or 4 out of tolerance, and spent the next afternoon reworking them. That is a full shift lost. The twin saved that shift. It does not replace what I know — it shows me what I cannot see across every parameter at once.
-- Engine Assembly Operator, Fan Case Module Line -- Tier 1 Aerospace Supplier, 2026
Conclusion
Cycle time in aerospace engine assembly is not determined by spindle speed or feed rate alone. It is determined by how many times a part waits for inspection, how many parts need rework, how long changeovers take, and how often unplanned stops interrupt production. These are the losses that traditional quality control cannot see because they happen in the gaps between measurement and decision. Digital twin quality control closes those gaps by synchronising a live virtual model with every event on the physical cell and delivering forecasts and recommendations before the loss materialises.
The documented impact across aerospace engine assembly operations is consistent: 10 to 20% cycle time reduction driven by eliminating end-of-run inspection holds for trend-confirmed characteristics, preventing rework loops through early drift detection, optimising tool change timing, simulating first-article capability before cutting, and reducing unplanned stoppages through predictive machine health alerts. Every one of these reductions comes from the same structural change: replacing the react-and-record quality loop with a predict-and-prevent one.
iFactory's digital twin quality platform is designed for aerospace engine assembly operators who need to cut cycle time without cutting quality. Book a Demo to see the digital twin configured for your engine assembly cell, or talk to an expert about a free cycle time reduction assessment for your operation.
Frequently Asked Questions
No. The digital twin is a software layer that connects to the data sources your cell already produces. The machine PLC streams spindle load, axis position, feed rate, and cycle time. The CMM or in-process probe records every dimension. The torque controller logs every value. The tool management system tracks tool life. The digital twin ingests these existing data streams and synchronises them into a live virtual model of the cell. No additional sensors are required for the initial deployment. If your cell produces digital data from any of these sources, the twin can connect to it. The platform integrates with standard industrial protocols and can read from CNC controllers, PLCs, CMMs, torque systems, and MES databases without hardware changes. Book a Demo to see the integration process for your specific cell configuration.
Each part number is registered as a separate production profile with its own tolerance limits, critical characteristic list, expected cycle time, tooling requirements, and SPC control limits. When the operator loads a new part programme, the twin automatically switches to the corresponding profile and recalibrates the digital model. The operator dashboard updates instantly to show the new part number's characteristics, tolerances, and capability status. The twin also maintains a cross-part-number learning capability — it recognises patterns in tool wear progression, thermal stabilisation time, and fixture behaviour that transfer between part numbers, so the model accuracy improves on every part family with every production run. Talk to an expert about configuring multi-part-number digital twin profiles for your production mix.
For characteristics where the digital twin's forecast has been validated against CMM outcomes across a statistically significant sample size, many aerospace programmes accept the twin's prediction as sufficient evidence of conformance for that characteristic — subject to periodic CMM confirmation at a reduced frequency. The typical approach is a hybrid model: the twin monitors every characteristic on every part in real time and flags any deviation. Characteristics that remain within the validated forecast envelope are released without additional CMM verification. Characteristics that trigger a deviation alert are routed to CMM for confirmation. This reduces CMM workload by 30 to 50% while maintaining full AS9100 compliance — because every part still has a complete digital record of in-process measurements, control limit calculations, and forecast outputs. The audit record shows that the part was monitored continuously during production, not just verified at the end. Talk to an expert about configuring the validation framework for your AS9100 quality system.
The digital twin initialises with a baseline model built from your historical production data — typically 6 to 12 months of machine data paired with inspection outcomes is sufficient. The twin deploys in shadow mode, running in parallel with your existing quality process without influencing release decisions for 2 to 4 weeks. During shadow mode, the operator can see the twin's forecasts and compare them against actual CMM results, building confidence in the model's accuracy. At the end of shadow mode, the documented accuracy data provides the evidence needed to transition the twin's forecasts into primary release decisions. The twin continues to self-tune as new production data accumulates, so forecast accuracy improves over time. The key structural advantage of the digital twin over traditional SPC is that the twin updates with every part, not every batch — so it reaches statistical reliability faster and maintains it more consistently across process changes. Book a Demo to see accuracy validation data from comparable aerospace engine assembly deployments.
The Digital Twin Does Not Replace Your Judgment. It Shows You What You Cannot See Across 30 Parameters at Once. Get a Free Cycle Time Assessment.
iFactory's process digital twin for aerospace engine assembly operators — real-time quality synchronisation, predictive drift detection, cycle time optimisation, and AS9100-compliant audit records generated automatically from the data your cell already produces.