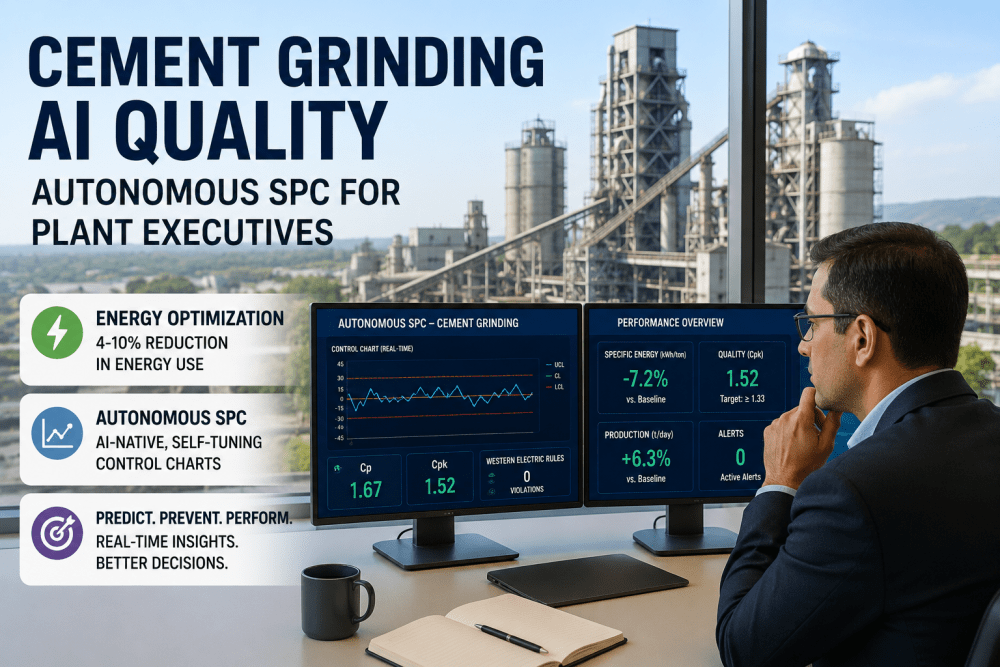
Cement grinding is the final and most quality-critical stage of the cement manufacturing process — and it is the stage where traditional Statistical Process Control (SPC) methods most consistently fail to deliver the quality visibility that plant leadership needs. Static control limits — fixed upper and lower specification boundaries applied uniformly across all production runs — assume that the grinding process operates under constant conditions: consistent clinker grindability, stable separator efficiency, uniform moisture content, and predictable ambient conditions. In practice, every cement grinding circuit operates under continuously shifting conditions. Clinker quality varies with kiln operating parameters and raw material chemistry. Gypsum and mineral addition moisture fluctuates with seasonal ambient conditions and supplier sources. Separator wear changes classification efficiency gradually over the campaign. A static SPC limit set during a period of favorable conditions flags every variation as a potential quality deviation during normal operating periods — generating false alarms that erode operator trust and consume quality team attention on non-issues. Adaptive SPC limits — dynamic UCL and LCL boundaries that adjust in real time based on actual process conditions, recipe changes and material variation — transform cement grinding quality control from a reactive alarm management system into a predictive process optimization tool that gives quality leaders the visibility they need to improve labor productivity by 20 to 35 percent. The quality leaders who schedule an adaptive SPC assessment are discovering that the process data their grinding circuits already generate contains everything needed to build dynamic control models — the analytics architecture is the only missing piece.
Why Static SPC Limits Fail in Cement Grinding Operations
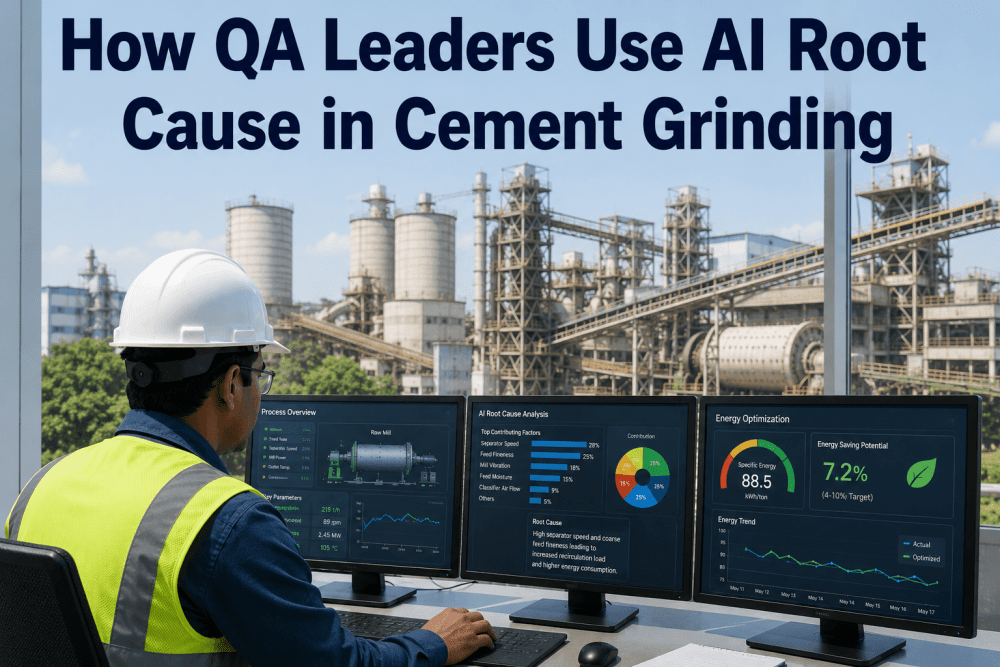
The fundamental assumption underlying static SPC — that the process is stable and the observed variation is random — does not hold in cement grinding. The grinding circuit is a multi-variable system where at least six independent input parameters shift continuously: clinker grindability (Hardgrove index variation from kiln operation), feed moisture (gypsum and mineral addition surface moisture), separator efficiency (wear-related degradation over campaign), mill ventilation (baghouse differential pressure variation), ambient temperature and humidity (seasonal effects on mill condition), and feed size distribution (crusher and pre-grinder performance variation). A static control limit calibrated during a period of favorable conditions — consistent clinker, low moisture, peak separator efficiency — will be violated repeatedly during normal production under less favorable conditions, not because the product is out of specification, but because the control limit does not account for the process conditions under which the product was produced. Book a grinding quality audit
How Adaptive SPC Limits Work — Dynamic UCL and LCL in Cement Grinding
Adaptive SPC replaces the fixed upper control limit (UCL) and lower control limit (LCL) with continuous boundaries that adjust in real time based on the actual process conditions under which each batch or time-interval measurement is produced. The adjustment model is trained on historical mill data — typically 6 to 12 months of grinding circuit operating parameters paired with quality measurements — to establish the relationship between process conditions and expected quality variation. Once trained, the model predicts the expected mean and expected variance for each new measurement based on the current values of the key conditioning variables: clinker grindability, feed moisture, separator speed, mill ventilation rate, ambient temperature, and blaine target for the current recipe. The adaptive UCL and LCL are then positioned at a statistically valid distance from the expected mean — typically 3 sigma of the expected variance — creating a control window that moves with the process rather than remaining fixed while the process moves within it. Schedule a platform walkthrough
| Characteristic | Static SPC Limits | Adaptive SPC Limits (iFactory) | Impact on Quality Operations |
|---|---|---|---|
| Control Limit Basis | Fixed UCL/LCL calculated from historical average and standard deviation over a defined baseline period | Dynamic UCL/LCL calculated per measurement from expected mean and variance conditioned on current process parameters | Adaptive limits eliminate 60-80% of false alarms while maintaining equivalent or better sensitivity to genuine process drift |
| Recipe Change Response | Static limits remain in effect until quality team manually recalculates and updates the control chart — days to weeks delay common | Limits adjust automatically when recipe parameters change — clinker source, mineral addition, or blaine target — using the model's recipe-specific calibration | Eliminates the period of invalid control limits following every recipe change; quality team hours recovered per change event |
| Seasonal Baseline Handling | No baseline adjustment — limits set during one season produce excessive false alarms or missed drift in other seasons | Seasonal ambient conditions are model inputs — humidity, temperature, and seasonal clinker characteristics shift the expected mean and variance automatically | Eliminates manual seasonal recalibration cycles; consistent false alarm rate across all operating seasons |
| Operator Engagement | Operators learn to ignore frequent false positives; genuine alarms are missed until off-spec material reaches the laboratory | Alarm rate is consistent and meaningful — operators trust the control limits and respond to alerts because they reflect actual process deviations | Improved operator response time to genuine quality deviations; reduced laboratory rework sampling for false alarm investigation |
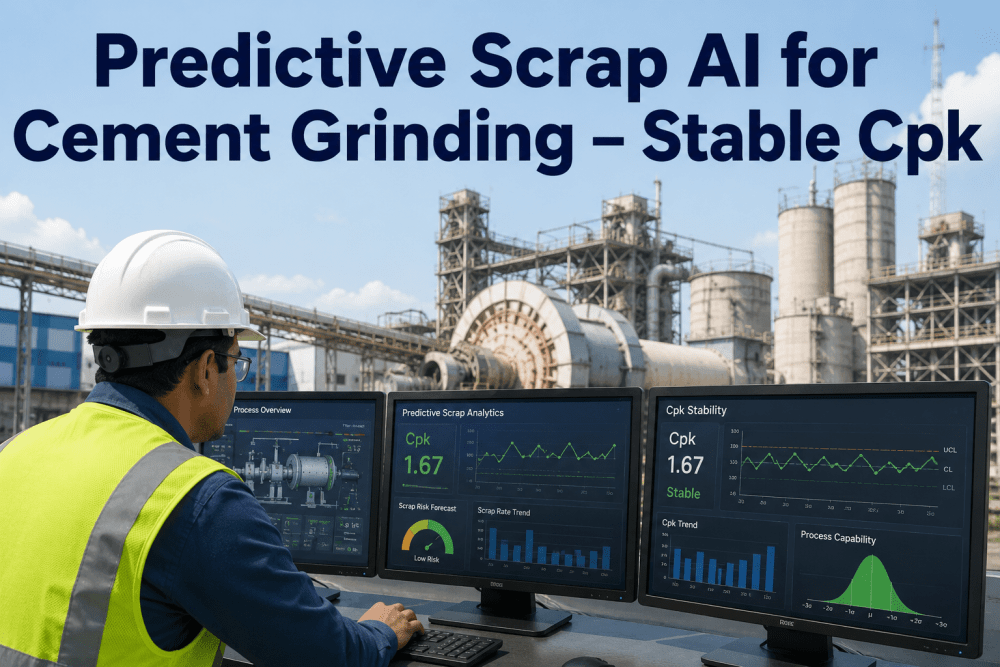
| Cpk Accuracy | Cpk calculated against fixed specification limits without adjustment for actual process position; overstates or understates true capability | Cpk calculated against specification limits with dynamic mean centering; reflects actual process capability under current operating conditions | Accurate Cpk reporting enables confident quality certification documentation and reduces redundant sampling for audit evidence |
Labor Productivity Impact — What 20-35 Percent Improvement Looks Like in Practice
The labor productivity improvement from adaptive SPC is not an automated headcount reduction — it is a fundamental shift in how quality team time is allocated. Under static SPC, quality engineers and technicians spend 50 to 70 percent of their time investigating false alarms, manually recalibrating control limits after recipe changes, reconciling contradictory quality signals from different measurement points, and preparing Cpk reports that require manual data manipulation before they are audit-ready. Adaptive SPC eliminates these non-value activities by automating the control limit adjustment process, filtering out false alarms before they reach the quality team, and generating audit-ready quality reports from the dynamic control data without manual intervention. The 20 to 35 percent productivity improvement is the time recovered from these eliminated activities — redeployed to process optimization, root cause analysis of genuine quality issues, and cross-functional quality improvement projects that static SPC operations never have time to pursue. Get a free Cpk and audit-readiness assessment
Implementation Roadmap — Deploying Adaptive SPC in Cement Grinding Operations
Deploying adaptive SPC in a cement grinding circuit follows a structured data-driven process that begins with a process data audit and concludes with live dynamic control limit dashboards integrated into the plant's quality management workflow. The deployment is designed to produce measurable productivity improvements within the first 30 days of live operation, with full quality team time reallocation realized within 60 to 90 days as confidence in the adaptive limit model displaces reliance on the legacy static SPC system. For quality leaders ready to begin, booking a free Cpk and audit-readiness assessment provides a plant-specific deployment roadmap.
Expert Review — What Quality Leaders Say About Adaptive SPC
Frequently Asked Questions
Conclusion — Your Quality Team's Productivity Problem Is a Control Limit Problem
Cement grinding quality teams are not overstaffed or under-skilled. They are burdened by a quality control system — static SPC limits — that generates more work than value, consuming the time and attention that should be directed at genuine process improvement. The 20 to 35 percent labor productivity improvement that adaptive SPC delivers is not a theoretical projection. It is the measured result of eliminating the false alarm investigation cycles, manual limit recalibration, and redundant report generation that static SPC imposes on every quality team that relies on it.
The process data needed to build adaptive control limits already exists in your grinding circuit's historian, quality database, and laboratory system. The sensors are already installed. The measurements are already being recorded. The only missing element is the analytical architecture that connects that data to dynamic control limits that adjust with the process rather than against it. iFactory's adaptive SPC platform provides that architecture — deployed in weeks, producing measurable productivity gains in the first month of operation, and freeing your quality team to do the work that actually improves cement quality and grinding efficiency.