Dairy Processing Plant Maintenance Separator, Homogenizer & Pasteurizer AI Monitoring
By Seren on June 27, 2026
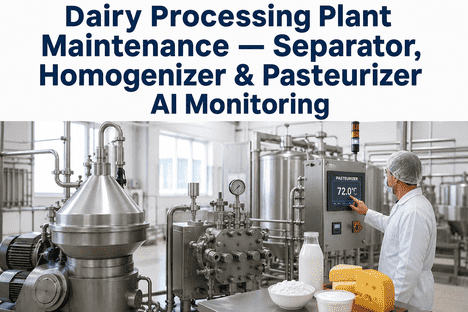
Dairy processing plants operate under a unique combination of pressures that make equipment reliability the single most important operational variable separating profitable, compliant plants from those struggling with margin erosion and regulatory exposure. The equipment that processes raw milk into finished dairy products — separators that spin at 300 G-forces to separate cream from skim milk, homogenizers that force milk through a microscopic valve gap at 3,000 PSI to break down fat globules, and HTST pasteurizers that must hold every particle of milk at exactly 72 degrees Celsius for precisely 15 seconds — operates at the physical limits of mechanical design while being exposed to aggressive cleaning chemicals, thermal cycling, and continuous washdown environments. For the plant manager responsible for a dairy processing facility producing fluid milk, cheese, yogurt, butter, or milk powder, the margin between a production day that meets plan and one that ends with a product quarantine, a regulatory deviation, or an emergency equipment replacement is determined by how well the plant's maintenance strategy matches the actual condition of its separating, homogenising, and pasteurising assets. iFactory's AI-powered dairy processing equipment monitoring platform gives plant managers real-time visibility into separator condition, homogenizer valve health, pasteurizer thermal performance, and every other critical parameter that determines whether the next production shift will be a 95-percent OEE day or a root-cause investigation that lasts into the weekend.
Your Dairy Plant's Most Critical Equipment Already Generates the Condition Data. The Question Is Whether You Can See the Failure Trajectory Before Production Is Affected.
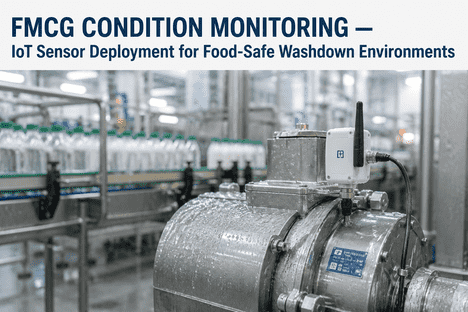
iFactory's AI monitoring platform connects directly to your separators, homogenizers, pasteurizers, and supporting utilities — ingesting vibration, temperature, pressure, flow, and motor current data to predict equipment failures before they cause unplanned downtime, product quality deviations, or regulatory incidents.
Of dairy processing equipment failures are preceded by measurable condition changes — vibration shifts, temperature trends, pressure drops — detectable through continuous monitoring that most plants today still do not deploy on their separating and homogenising assets
40%
Of unplanned downtime in liquid dairy processing is caused by separator and homogenizer failures — the two most maintenance-intensive asset classes in the fluid milk line — with each hour of lost production costing an average plant $15,000 to $25,000 in lost throughput and product waste
3X
Fewer pasteurization temperature deviations reported by dairy plants using AI-driven predictive monitoring on HTST pasteurizers — directly reducing the risk of pathogen survival events, product recalls, and FDA/PMO regulatory reporting burdens
50%
Reduction in separator bowl rebuild frequency achieved by plants that transition from fixed-interval maintenance to condition-based monitoring of bowl vibration, disc stack pressure differential, and desludge cycle performance
The Separator Maintenance Challenge — Bowl Vibration, Disc Stack Fouling, and Desludge Mechanism Reliability
The dairy separator is arguably the most mechanically demanding piece of equipment in the liquid processing line. A cream separator spins its bowl at speeds between 6,000 and 10,000 RPM, generating centrifugal forces exceeding 300 Gs to separate cream from skim milk based on density differential. The disc stack inside the bowl — a set of 100 to 150 conical stainless steel discs spaced less than one millimetre apart — creates the laminar flow channels that make separation efficient. The bowl assembly, which can weigh several hundred kilograms, is driven through a vertical shaft supported by bearings that must handle both radial and axial loads at operating temperature while the lower end of the shaft runs through a seal that must contain the product under pressure. When any component in this assembly begins to degrade — a bearing developing a spall, a disc stack fouling with protein deposit, a seal losing its integrity — the vibration signature changes, the separation efficiency degrades, and the probability of a catastrophic bowl failure begins to compound with every operating hour.
Four Separator Failure Modes That iFactory's AI Monitoring Detects Before They Cause Production Loss
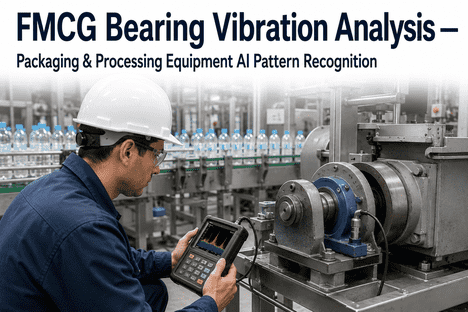
Bowl Bearing Deterioration
Vertical shaft bearing wear is the primary cause of catastrophic separator failure — and it is detectable through vibration analysis weeks before audible noise or temperature rise appears.
iFactory's AI engine monitors bowl bearing vibration across three axes using accelerometers mounted on the bearing housing. The machine learning model is trained on separator bearing failure signatures — identifying the characteristic frequency shifts that indicate raceway spalling, cage degradation, and lubricant starvation. When the vibration velocity at the bearing pass frequencies exceeds the baseline by a configurable threshold, the platform generates a predictive alert with the estimated remaining useful life of the bearing set, enabling the plant manager to schedule a bowl rebuild during the next planned CIP cycle rather than responding to a seized bearing that shuts down the entire liquid line for an unplanned shift.
Vibration Analysis + Remaining Useful Life = Planned Bearing Replacement
Disc Stack Fouling and Blockage
Protein and mineral deposits accumulating between separator discs reduce separation efficiency and increase bowl vibration — but the fouling is invisible until the bowl is opened.
As the disc stack fouls with calcium phosphate and protein deposits, the pressure differential across the separator increases, the separation efficiency measured by cream fat content drifts, and the bowl's rotational balance changes. iFactory monitors separator discharge pressure, motor current draw, and the fat content of the separated streams — comparing current values against the baseline established after the last manual disc stack cleaning. When the pressure differential exceeds the threshold that indicates significant fouling, the platform alerts the plant manager that a disc stack cleaning is required, preventing the efficiency loss that would otherwise degrade cream quality and reduce skim milk value until the next scheduled maintenance intervention.
The mechanical seal between the rotating bowl shaft and the stationary frame is the most common source of unplanned separator downtime and product loss through leakage.
The lower seal in a dairy separator operates in a challenging environment — exposed to product, CIP chemicals, and the thermal cycling of daily sanitation. Seal degradation typically begins with microscopic wear that increases leakage incrementally before becoming a visible drip. iFactory monitors seal chamber pressure, leakage flow rate from the seal drain, and the temperature at the seal face using non-contact infrared sensors. When the leakage rate exceeds the normal range for the separator model and operating conditions, the platform generates a seal replacement alert — typically providing one to three weeks of advance notice before the seal failure becomes a production-stopping event that requires bowl removal and a full seal replacement.
Leakage Rate Monitoring + Seal Face Temperature = Proactive Seal Replacement
Desludge Mechanism Malfunction
Self-cleaning separators rely on a hydraulic desludge mechanism that can stick or fail to close fully — causing product loss, bowl imbalance, and contamination of the separated phases.
The desludge mechanism in a self-cleaning separator uses hydraulic pressure to open the bowl periphery and eject accumulated sludge, then close it to resume separation. When the mechanism sticks in the open position, product is lost through the sludge outlet. When it fails to open fully, sludge accumulates inside the bowl, increasing vibration and reducing separation efficiency. iFactory monitors desludge cycle timing, hydraulic actuation pressure, the vibration spike during the desludge event, and the product flow rate after desludge completion. When any parameter deviates from its expected range, the platform identifies the specific desludge failure mode and recommends corrective action — a preventive intervention that takes minutes compared to the hours required to disassemble a bowl that has been damaged by sludge accumulation.
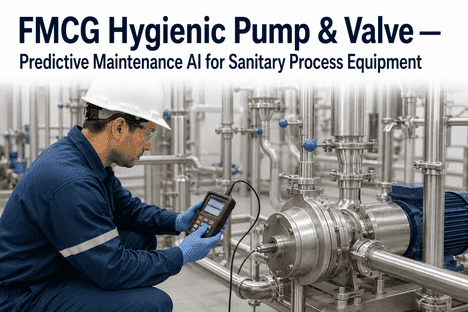
The Homogenizer Condition Challenge — Valve Fatigue, Piston Seal Degradation, and Pressure Consistency Under Continuous Dairy Operation
The homogenizer is the asset class that most dairy plant managers describe as simultaneously the most reliable and the most unpredictable piece of equipment in the liquid line. A two-stage dairy homogenizer operating at 2,000 to 3,500 PSI on the first stage and 500 to 1,000 PSI on the second stage forces milk through an adjustable valve gap measured in microns — the homogenization valve — at velocities approaching the speed of sound in the liquid phase. The valve seat and impact ring are subjected to erosive wear from the high-velocity milk stream, cavitation damage from the pressure drop across the gap, and thermal fatigue from the temperature difference between the hot milk entering the homogenizer and the ambient-temperature valve assembly. The three-piston or five-piston reciprocating pump that drives the milk through the homogenization valve operates with clearance between the piston and cylinder liner measured in ten-thousandths of an inch, lubricated by a thin film of process liquid that must maintain its lubricity across the full range of dairy products being processed. The combination of extreme pressure, high velocity, tight clearance, and aggressive product chemistry makes the homogenizer the asset class where condition monitoring delivers the highest return on investment in the dairy processing plant.
Four Homogenizer Failure Modes That iFactory's AI Platform Predicts Before Quality Is Affected
Homogenization Valve Seat Wear
The valve seat and impact ring are the most wear-intensive components in the homogenizer — and their degradation is directly visible in the fat globule size distribution of the finished product.
As the valve seat erodes and the impact ring develops wear patterns from the high-velocity milk stream, the homogenization gap increases unevenly, the pressure drop across the valve fluctuates, and the fat globule size distribution broadens — producing a finished product with reduced stability, shorter shelf life, and increased risk of cream separation. iFactory monitors homogenizer valve position, first-stage and second-stage pressures, the pressure differential across each stage, and the flow rate through the homogenizer. The AI model tracks the relationship between valve position and pressure drop over time — when the valve must close further to maintain the same pressure drop, it indicates seat wear. The platform calculates the remaining useful life of the valve assembly and alerts the plant manager to schedule replacement during the next planned maintenance window, before product quality degradation reaches the consumer-detectable threshold.
Valve Position vs Pressure Trending + Globule Size Correlation = Planned Valve Replacement
Piston Seal and Packing Degradation
Piston seal leakage is the most common unplanned maintenance event on dairy homogenizers — and it accelerates rapidly once the initial seal breach occurs.
The piston seal in a dairy homogenizer operates with a thin film of process liquid as its primary lubricant. As the seal wears, the leakage path increases, the lubricating film thickness changes, and the piston begins to score the cylinder liner — a damage cascade that can destroy the piston and liner assembly within hours of the initial seal breach. iFactory monitors piston rod position, crankcase oil condition, cylinder block temperature, and the leakage rate from each piston seal drain. When the leakage rate from any piston exceeds the threshold for the product type and operating pressure, the platform generates a predictive alert that gives the maintenance team a window of typically two to five days to replace the seal before it causes piston scoring that requires a full cylinder block rebuild.
Seal Leakage Trending + Piston Scoring Risk Analysis = Timely Seal Replacement
Hydraulic System Pressure Instability
Pressure fluctuation in the homogenizer hydraulic system causes inconsistent homogenization efficiency and accelerates mechanical wear across the entire drive train.
The homogenizer hydraulic system maintains the valve position against the product pressure, absorbing the pulsations from the reciprocating pump and maintaining consistent homogenization pressure. When the hydraulic system develops internal leakage, air entrainment, or valve control instability, the homogenization pressure fluctuates, producing a finished product with inconsistent fat globule size distribution and reduced shelf life. iFactory monitors hydraulic pump discharge pressure, actuator position feedback, and the pressure variation across each homogenizer stroke cycle. The AI model identifies pressure fluctuation patterns that indicate specific hydraulic system failure modes — accumulator bladder leakage, relief valve instability, or pump wear — and alerts the maintenance team to the specific component requiring inspection before the instability causes product quality non-conformance.
Pressure Fluctuation Pattern Recognition = Targeted Hydraulic System Maintenance
Crankcase and Drive Train Wear
The crankcase, connecting rods, and main bearings in the homogenizer drive train operate under cyclic loading at 300 to 600 RPM — with bearing loads that increase as piston seal condition degrades.
The reciprocating loads from the three or five pistons create complex stress patterns in the crankcase assembly. A main bearing with developing damage generates vibration at the bearing pass frequency, while a connecting rod with a worn big-end bearing produces a characteristic knocking pattern that the trained ear can detect but that quantitative analysis can identify weeks earlier. iFactory monitors crankcase vibration using accelerometers mounted on the crankcase housing, oil temperature, oil pressure, and oil analysis data from automated sampling systems. The AI model tracks vibration trends at each bearing location, comparing current signatures against the baseline for the specific homogenizer model and operating speed. When the vibration at any bearing frequency exceeds the threshold, the platform identifies the affected bearing, estimates remaining useful life, and recommends the optimal maintenance window — typically coinciding with a planned product change or CIP cycle to avoid any additional production downtime.
The HTST Pasteurizer Challenge — Thermal Performance Degradation, Plate Fouling, and Regulatory Compliance Risk
The high-temperature short-time pasteurizer is the most regulated piece of equipment in the dairy processing plant. Every particle of milk must be heated to a minimum of 72 degrees Celsius and held at that temperature for at least 15 seconds — a requirement enforced by the Pasteurized Milk Ordinance in the United States and equivalent regulations in every dairy-producing jurisdiction worldwide. The HTST pasteurizer achieves this through a plate heat exchanger divided into three sections — the regenerative section where incoming cold milk is preheated by outgoing pasteurized milk, the heating section where hot water or steam raises the milk to pasteurization temperature, and the cooling section where the pasteurized milk is cooled before further processing. The plate heat exchanger is the heart of the system, and its thermal performance determines both the energy efficiency and the regulatory compliance of the pasteurization process. When plates foul with protein and mineral deposits, when gaskets begin to leak, or when the temperature sensors that control the flow diversion valve drift out of calibration, the pasteurizer's ability to meet regulatory requirements is compromised — and the plant manager must decide between accepting product quality risk or interrupting production for maintenance that was not planned.
Four HTST Pasteurizer Failure Modes That iFactory's AI Platform Detects Before Regulatory Exposure Occurs
Plate Heat Exchanger Fouling
Protein and mineral fouling on PHE plates reduces heat transfer efficiency, increases energy consumption, and creates dead zones where target pasteurization temperature may not be achieved.
As milk is heated in the PHE, whey proteins denature and deposit on the plate surface alongside calcium phosphate minerals. This fouling layer acts as an insulating barrier — reducing the heat transfer coefficient by 20 to 40 percent between CIP cycles depending on the product type and operating temperature. iFactory monitors the PHE pressure drop across each section, the approach temperature between the heating medium and the milk, and the regeneration efficiency calculated from the temperature differential across the regenerative section. When the fouling indicator — calculated from the pressure drop and heat transfer coefficient — reaches the threshold that predicts the next CIP cycle should occur, the platform alerts the plant manager to schedule cleaning. This optimised fouling management prevents the production losses and regulatory risk that result from running a fouled pasteurizer until a flow diversion event or temperature deviation forces an unplanned shutdown.
Pressure Drop Trending + Heat Transfer Coefficient = Fouling-Based CIP Scheduling
Temperature Sensor Drift and Calibration Deviation
The RTD temperature sensors that control the flow diversion valve are the single most critical instrument in the pasteurizer — and sensor drift is the most common cause of false flow diversion events.
The pasteurization temperature controller relies on RTD sensors at the holding tube outlet to determine whether milk has reached the minimum legal temperature. When these sensors drift out of calibration — a common occurrence in the thermal cycling and washdown environment of a dairy pasteurizer — the controller may either divert fully pasteurized milk unnecessarily, reducing production efficiency, or fail to divert milk that has not reached the required temperature, creating a regulatory exposure that can result in product quarantine and FDA notification. iFactory monitors the temperature reading from each RTD sensor against the cross-validation readings from adjacent sensors and against the calculated temperature based on the heating medium temperature and flow rates. When the platform detects a divergence between the direct temperature reading and the calculated expected temperature, it generates a sensor calibration alert with a recommended maintenance window — enabling the plant to recalibrate the sensor during the next planned CIP cycle rather than responding to a false diversion event that interrupts production.
Sensor Cross-Validation + Calculated Temperature Comparison = Calibration Anomaly Detection
Flow Diversion Valve Stiction and Leakage
The flow diversion valve is the final safety device protecting the pasteurized milk stream — and a valve that sticks in position or leaks past the seat compromises the entire pasteurization safety system.
The flow diversion valve at the holding tube outlet must move from the pasteurized position to the divert position within one second of detecting a temperature below the legal minimum. When the valve stem develops stiction from product deposits, when the actuator loses pneumatic pressure, or when the valve seat begins to leak, the pasteurizer's primary safety barrier is compromised. iFactory monitors valve position feedback, actuator pressure, seat leakage through downstream temperature detection, and the valve stroke time during each automated CIP cycle test. When the platform detects any deviation from the certified performance parameters — stroke time exceeding one second, seat leakage detected as a temperature rise downstream, or actuator pressure trending toward the minimum operating threshold — it generates an immediate alert requiring maintenance intervention before the next production run.
The regenerative section of the HTST pasteurizer recovers 85 to 95 percent of thermal energy — and a regeneration efficiency drop directly increases steam consumption and reduces pasteurizer throughput.
The regenerative section transfers heat from the outgoing pasteurized milk to the incoming raw milk, reducing the heating section energy requirement by up to 95 percent. When regeneration efficiency drops — caused by plate fouling, gasket leakage that allows intermixing of raw and pasteurized milk, or flow imbalance between the two streams — the heating section must supply more energy to reach pasteurization temperature, and the cooling section must remove more energy to cool the product. iFactory monitors the inlet and outlet temperatures of the regenerative section, the flow rates on both sides, and the calculated regeneration efficiency. When the efficiency drops below the baseline established during the last plate inspection and cleaning, the platform alerts the plant manager to investigate whether the cause is plate fouling requiring CIP optimisation or gasket failure requiring plate pack retightening or gasket replacement — a distinction that determines whether the maintenance intervention can wait until the next scheduled CIP cycle or requires immediate attention.
Regeneration Efficiency Trending + Flow Imbalance Detection = Energy Optimisation
Your Dairy Plant's Critical Assets Are Talking to You. The Question Is Whether You Are Listening to the Right Signals.
iFactory's AI monitoring platform connects directly to your separators, homogenizers, pasteurizers, and supporting utility systems — ingesting vibration, temperature, pressure, flow, and motor current data to predict equipment failures before they cause unplanned downtime, product quality deviations, or pasteurization regulatory incidents.
What iFactory's Dairy Processing AI Module Delivers for Plant Managers
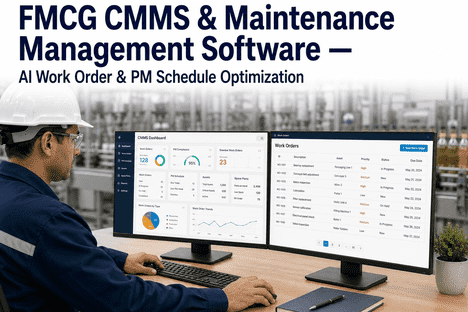
Beyond monitoring individual equipment classes, iFactory provides the integrated dairy plant intelligence platform that connects separator condition, homogenizer performance, pasteurizer compliance, and every other operational variable into a single plant manager dashboard. The platform transforms scattered sensor data from across the processing plant into actionable insights that reduce unplanned downtime, optimise maintenance spend, and ensure regulatory compliance with the Pasteurized Milk Ordinance and equivalent international standards.
Asset Health Dashboard
Real-time condition visibility across every separator, homogenizer, and pasteurizer in the plant
The plant manager dashboard shows the health score of every critical dairy asset in the processing line on a single screen. Separator bowl vibration, homogenizer valve position versus pressure trend, pasteurizer regeneration efficiency, and the estimated remaining useful life of each major component are displayed with traffic-light status indicators that make it immediately clear which assets require attention, which are trending toward a maintenance threshold, and which are operating within normal parameters. The platform integrates with the plant's existing CMMS to show work order history, spare parts availability, and technician assignment for each asset — giving the plant manager the context needed to make maintenance prioritisation decisions during the morning production meeting.
PMO Compliance Reporting
Automated pasteurization temperature recording with regulatory audit trail for every production run
iFactory automatically records pasteurization temperature, holding time, flow diversion events, and CIP cycle data for every production run, generating PMO-compliant documentation that eliminates the manual chart reading and data entry that currently consumes hours of operator and quality team time each day. The platform's pasteurization data management module maintains the continuous temperature records, flow diversion event logs, and CIP cycle documentation required for Grade A milk processing compliance. When the regulatory inspector arrives, the plant manager can produce the complete pasteurization record for any production run in the audit window with a single query — including temperature readings at one-second intervals, flow diversion event records with cause analysis, and CIP cycle verification data.
Predictive Maintenance Scheduling
AI-generated maintenance recommendations aligned with production planning and CIP cycles
The AI engine across every monitored asset generates predictive maintenance recommendations that include the estimated remaining useful life of each degrading component, the recommended maintenance action, the expected duration of the maintenance intervention, and the optimal scheduling window aligned with the plant's production plan and CIP cycle calendar. The platform integrates with the iFactory work order management module to automatically generate work orders when a predictive threshold is reached, including the diagnostic data that helps the maintenance technician confirm the diagnosis before beginning the repair. This integrated workflow eliminates the gap between the condition monitoring system indicating a problem and the maintenance team acting on it — a gap that in most dairy plants represents the primary source of unplanned downtime from preventable equipment failures.
Product Quality Correlation
Equipment condition data linked to finished product quality metrics for root-cause analysis
iFactory correlates equipment condition data with finished product quality metrics — linking separator vibration changes to cream fat content variation, homogenizer valve position drift to fat globule size distribution broadening, and pasteurizer temperature deviation events to product hold and release decisions. When a quality non-conformance is detected in the finished product, the platform enables the plant manager to trace back through the equipment condition data for the relevant production period, identifying the specific asset condition change that caused the quality deviation. This correlation capability transforms quality root-cause analysis from a manual investigation that takes hours to an automated data query that returns the probable cause in minutes — enabling faster corrective action and reducing the volume of product that must be quarantined while the investigation is conducted.
CIP Cycle Optimisation
Clean-in-place cycle effectiveness monitoring with AI-recommended cycle parameter adjustments
The CIP cycle is the single largest variable cost in dairy processing plant maintenance, consuming hot water, caustic detergent, acid rinse, and sanitizer while also representing the longest daily period of non-productive time for the processing line. iFactory monitors CIP cycle effectiveness by tracking the return concentration of cleaning chemicals, the temperature profile of each cycle phase, the total cycle duration, and the post-CIP condition of the equipment. When the platform detects that a CIP cycle is no longer achieving its target cleanliness — indicated by a higher-than-baseline pressure drop after cleaning, or by residual soil detected in the return chemical analysis — it recommends specific parameter adjustments to restore cleaning effectiveness. This CIP intelligence typically reduces chemical consumption by 15 to 25 percent while improving cleaning effectiveness and reducing the frequency of manual cleaning interventions.
Mobile Plant Manager App
Full plant visibility from any device with push notifications for critical alerts and daily production reports
The iFactory mobile application gives the plant manager full visibility into dairy processing equipment condition, pasteurization compliance status, and maintenance team activity from anywhere in the plant or remotely. Push notifications deliver critical alerts — separator vibration exceeding threshold, pasteurizer temperature deviation, homogenizer pressure instability — directly to the plant manager's mobile device with the diagnostic data needed to assess the severity and determine the response. Daily production reports summarising OEE by asset class, maintenance activity completed versus planned, and quality non-conformances are delivered automatically — eliminating the manual report compilation that currently occupies the first hour of the plant manager's day and providing the data needed for the morning production meeting before the manager reaches the conference room.
"
Before iFactory, our separator maintenance strategy was driven entirely by calendar intervals and operator intuition. We rebuilt bowls every six months because that was what the OEM recommended — regardless of whether the bearings were still within tolerance or the disc stack was clean. The first time we saw the vibration trend on our main cream separator, we realised the bearing was developing a spall that would have failed six weeks before the scheduled rebuild. We replaced the bearing during a planned CIP cycle instead of during a middle-of-the-shift emergency. That single intervention paid for the first year of the monitoring platform. Now we schedule every separator and homogenizer intervention based on actual condition data, and our unplanned downtime on the liquid line has dropped by 70 percent over eighteen months.
The dairy processing plant of the future will not be the one with the newest separators, the largest homogenizers, or the most automated pasteurizers. It will be the plant that knows the condition of every critical asset in real time — that sees the separator bearing degradation trajectory three weeks before failure, that detects the homogenizer valve seat wear before the fat globule size distribution drifts out of specification, and that identifies the pasteurizer plate fouling before the regeneration efficiency drops below the energy-cost threshold. The technology to achieve this level of equipment intelligence exists today, it connects to the sensors and control systems already installed in your plant, and it delivers measurable returns within the first quarter of deployment.
iFactory's AI-powered dairy processing equipment monitoring platform gives plant managers the real-time condition visibility, predictive failure detection, and regulatory compliance documentation they need to operate their liquid processing line at maximum OEE with minimum unplanned downtime. From separator bowl vibration analysis to homogenizer valve wear trending to HTST pasteurizer thermal performance monitoring, iFactory covers every critical equipment class in the dairy processing plant — with a single integrated platform that connects equipment condition data to maintenance workflow automation, product quality correlation, and PMO-compliant pasteurization record keeping. Book a Demo to see how the platform connects to your existing dairy processing equipment sensors and control systems, or talk to an expert about configuring AI-powered predictive maintenance for your plant's specific separator, homogenizer, and pasteurizer asset mix and production schedule.
Frequently Asked Questions
iFactory supports integration with over 240 system connectors including PLCs, SCADA platforms, and IoT sensor networks commonly deployed in dairy processing plants. The platform reads data from vibration sensors, RTD temperature probes, pressure transmitters, flow meters, and motor current monitors through standard industrial protocols including Modbus TCP, OPC-UA, Profinet, Ethernet IP, and MQTT. For plants without existing sensors on their separators, homogenizers, or pasteurizers, iFactory provides a sensor deployment kit with wireless vibration and temperature sensors that can be installed during a single CIP cycle without modifying equipment or interrupting production. The implementation team maps each data source to the relevant equipment condition parameter during deployment — typically completing the initial data connection for up to fifty critical assets within the first two weeks. Talk to an expert to discuss connectivity options for your specific dairy processing equipment types and existing control system architecture.
Yes. iFactory's pasteurization data management module is designed specifically to meet the recording and documentation requirements of the Pasteurized Milk Ordinance for Grade A milk processing. The platform automatically records pasteurization temperature at one-second intervals, holding tube residence time, flow diversion valve position and event history, CIP cycle parameters and verification data, and temperature sensor calibration records — all maintained in a tamper-evident, audit-ready format that satisfies PMO Appendix J documentation requirements. When a regulatory inspection occurs, the plant manager can produce the complete pasteurization record for any production run within the preceding twelve months with a single query, including the continuous temperature chart trace, flow diversion event log with cause analysis, and CIP cycle verification data. The platform also generates the daily pasteurization report and monthly summary documentation required by regulatory authorities, replacing the manual chart reading, data entry, and report compilation that currently consumes operator and quality team time. Talk to an expert to discuss your specific regulatory documentation requirements and how iFactory's pasteurization module addresses them.
Dairy plants deploying iFactory's monitoring platform on their separator, homogenizer, and pasteurizer assets typically achieve a full return on investment within four to six months, driven by three primary value streams. The largest single source of ROI is the reduction in unplanned downtime — plants report a 50 to 70 percent reduction in unplanned downtime events on monitored assets, with each prevented separator failure or homogenizer breakdown saving $15,000 to $25,000 in lost production, product waste, and emergency maintenance costs. The second value stream is extended equipment life through condition-based maintenance — separator bowl rebuild intervals are extended by 30 to 50 percent, homogenizer valve replacement intervals are optimised based on actual wear rather than fixed calendar schedules, and pasteurizer plate packs operate longer between regasketing events. The third value stream is reduced energy and chemical consumption — CIP optimisation alone typically reduces chemical costs by 15 to 25 percent and hot water consumption by 10 to 15 percent through elimination of over-cleaning and early detection of cleaning effectiveness degradation. Talk to an expert to receive a detailed ROI projection based on your plant's specific asset mix, production volume, and current maintenance spend.
iFactory's AI models are trained on equipment-specific failure signatures for each separator type in the dairy plant. Cold milk separators processing milk at 4 to 7 degrees Celsius have failure signatures dominated by cold-start bearing loads and higher-viscosity product resistance. Warm milk separators operating at 50 to 55 degrees Celsius show faster fouling rates and different protein deposit characteristics. Whey separators processing acid whey or sweet whey face corrosion challenges from the lower pH and different mineral deposition patterns. Bactofuges operating as bacteria-removing centrifuges have the additional failure mode of nozzle blockage that affects the bacteria ejection efficiency. The iFactory platform applies the correct failure model for each separator type — using different vibration frequency bands, pressure drop thresholds, and fouling rate parameters for cold milk, warm milk, whey, and bactofuge separators — with the machine learning model for each asset class continuously improving as it accumulates operating data from that specific separator type. This equipment-specific AI modelling ensures that the platform generates accurate predictions for every separator in the plant, regardless of the product being processed or the operating conditions. Talk to an expert to discuss how iFactory's AI models are calibrated for your specific separator types and product portfolio.
For a typical dairy processing plant with multiple liquid processing lines, iFactory's deployment follows a phased approach designed to deliver value quickly while building toward full plant coverage. Weeks one to two cover data source discovery, sensor gap analysis, and connection to priority assets — typically the main fluid milk line separator and homogenizer where the largest uptime improvement opportunity exists. Weeks three to four focus on AI model training using the first two weeks of operating data, dashboard configuration for the plant manager and maintenance team, and validation of predictive alerts against known equipment condition history. Weeks five to six expand coverage to all remaining liquid processing lines, pasteurizers, and supporting utility systems, with full plant dashboard and reporting configuration. Weeks seven to eight cover user training across the plant manager, maintenance team, and quality assurance team roles, with go-live and the first predictive maintenance cycle established. The full plant dashboard with real-time condition monitoring for all critical dairy processing assets is operational within eight weeks. For plants with existing sensor infrastructure and data systems, the timeline may be compressed to four to six weeks. Talk to an expert to discuss the implementation timeline for your specific plant configuration and production schedule.
Your Dairy Plant's Separators, Homogenizers, and Pasteurizers Are Telling You Their Condition. The Only Question Is Whether You Have the System to Listen.
iFactory's AI-powered dairy processing equipment monitoring platform — real-time separator condition monitoring, homogenizer valve wear prediction, HTST pasteurizer thermal performance with PMO-compliant documentation, and integrated plant manager dashboard. The equipment intelligence infrastructure your dairy plant needs to maximise OEE, eliminate unplanned downtime, and maintain regulatory compliance across every production run.