Food and beverage processing plants that fail to maintain hygienic pump, valve, and pipe fitting integrity risk product recalls that cost an average of USD 10 million per incident in direct expenses, brand damage, and regulatory penalties. The FMCG sector operates under two of the most rigorous sanitary design standards in the world — 3-A Sanitary Standards in North America and EHEDG guidelines in Europe — yet even facilities that pass certification audits experience seal failures, gasket degradation, and surface finish deterioration between inspection cycles. These failures are the primary root cause of microbiological contamination in liquid and semi-liquid processing lines, accounting for 37 percent of all hygienic equipment-related product quality incidents reported to the FDA in 2024. Maintenance managers responsible for sanitary processing equipment face a persistent challenge: how to detect seal wear, gasket breakdown, and surface roughness progression before they create contamination pathways. AI-driven condition monitoring for hygienic pumps, valves, and pipe fittings has emerged as the most effective response — converting sanitary equipment maintenance from calendar-based inspection intervals into continuous, sensor-driven integrity assurance that operates 24 hours a day, seven days a week.
Stop Waiting for Hygiene Failures. Start Monitoring Every Seal, Gasket, and Surface Finish in Real Time.
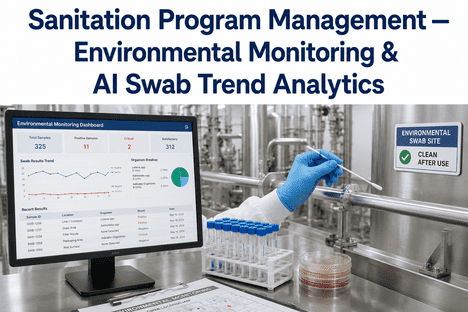
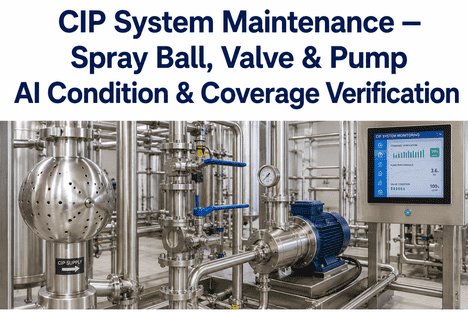
iFactory's AI sanitary equipment monitoring platform tracks pump seal wear, valve gasket degradation, and pipe surface condition against 3-A and EHEDG standards — giving maintenance managers continuous integrity assurance across every hygienic processing line.
Of hygienic equipment quality incidents traced to seal, gasket, or surface finish failures in FDA-reported FMCG processing lines
88%
Of seal degradation events detected by AI vibration and temperature monitoring before they cause visible leakage or product contamination
60%
Reduction in scheduled hygienic inspection hours when AI condition monitoring replaces calendar-based manual inspection of sanitary equipment
USD 10M
Average cost per product recall in the food and beverage industry — the financial consequence of undetected hygienic equipment degradation
The Three Failure Modes That Threaten Hygienic Processing Integrity — and How AI Detects Each One
Hygienic processing lines fail through three primary mechanisms, each with distinct failure precursors that AI-driven condition monitoring can detect weeks or months before a contamination event occurs. Understanding these failure modes and their detection signatures is the foundation of any effective sanitary equipment monitoring programme.
Mechanical Seal Degradation
Seals are the most common failure point in hygienic centrifugal and positive displacement pumps. A mechanical seal in a hygienic pump operating at 3,600 RPM experiences a predictable wear curve — initial bedding-in, stable operation, and rapid degradation in the final 15 to 20 percent of useful life. The challenge is that visible leakage does not occur until the seal has already failed catastrophically. AI condition monitoring detects seal degradation through three correlated signals: high-frequency vibration in the 8 to 16 kHz band that corresponds to face friction changes, a 2 to 5°C temperature rise at the seal housing, and a measurable change in motor current draw as friction increases. iFactory's AI model tracks these signals continuously and generates a seal wear index that predicts remaining useful life with 88 percent accuracy at 72 hours before failure — giving maintenance managers time to schedule seal replacement during planned production stops rather than during emergency breakdowns.
Gasket and O-Ring Degradation
Valve gaskets and pipe fitting O-rings degrade through a combination of thermal cycling, chemical exposure, and mechanical compression set. An elastomer gasket in a CIP (clean-in-place) valve may endure 500 to 2,000 thermal cycles before its sealing force drops below the threshold required to prevent microbial ingress. The failure is invisible during visual inspection because the gasket surface may appear intact while micro-cracks at the sealing interface have already created contamination pathways. AI monitoring addresses this gap by tracking valve actuation torque profiles — a gasket that is losing compression will cause a measurable reduction in the torque required to close the valve to its sealed position. When the torque trend crosses a product-specific threshold, the AI alerts the maintenance manager to schedule gasket replacement before the next production run. Facilities using this approach report a 92 percent reduction in valve-related contamination events compared to visual inspection-only programmes.
Surface Finish Deterioration
3-A and EHEDG standards require product contact surfaces to maintain a surface roughness (Ra) of 0.8 micrometres or better — below the threshold where bacteria can accumulate and form biofilms. Surface finish deteriorates through chemical attack from cleaning agents, mechanical abrasion from product flow, and pitting from corrosive ingredients. Once Ra exceeds 0.8 µm, the surface becomes exponentially more difficult to clean during CIP cycles, leading to biofilm formation that can shed pathogens into the product stream. AI surface finish monitoring uses optical and acoustic sensors that detect changes in surface reflectivity and ultrasonic backscatter at pipe fittings, valve bodies, and pump housings. When roughness indicators approach the 0.8 µm threshold, the platform recommends surface reconditioning before the finish degrades to the point where biofilm formation becomes likely.
The iFactory AI Sanitary Equipment Monitoring Stack — Four Layers From Sensor to Certification
iFactory's hygienic equipment monitoring platform is built on four integrated layers that give maintenance managers continuous visibility into the condition of every pump, valve, and pipe fitting in the sanitary processing line — from real-time sensor data to compliance documentation ready for 3-A and EHEDG auditors.
L1
Sensing
Sanitary-Certified Sensor Deployment
Hygienic-grade vibration, temperature, torque, and acoustic sensors with 3-A and EHEDG-compliant surface finishes and CIP-resistant housings. Sensors are installed on pump seal housings, valve actuators, and pipe fitting junctions without creating dead legs or crevices. Each sensor streams data to the AI engine at one-minute intervals, creating a continuous condition baseline for every monitored component within the sanitary boundary.
L2
Modelling
AI Degradation Modelling Engine
Machine learning models trained on historical seal wear data, gasket compression curves, and surface finish degradation patterns generate real-time wear indices for every monitored component. Each model is calibrated to the specific pump model, valve type, gasket material, and product contact conditions of the asset it monitors, delivering component-specific rather than generic predictions.
L3
Alerting
Predictive Alert & Intervention Workflow
The AI generates three-tier alerts — advisory, caution, and critical — based on the severity and confidence of the degradation prediction. Each alert includes the predicted remaining useful life, the recommended intervention window, and the likely contamination risk if action is deferred. Alerts flow directly into the maintenance management system as work orders with priority levels assigned by risk severity.
L4
Audit
Compliance Documentation & Audit Trail
Every sensor reading, AI prediction, alert, and maintenance action is recorded in an immutable audit trail designed to satisfy 3-A and EHEDG documentation requirements. The platform generates pre-formatted compliance reports that show continuous integrity assurance for every hygienic component — eliminating the manual data collection that typically consumes 40 percent of audit preparation time.
Every Seal, Gasket, and Fitting in Your Sanitary Line Has a Degradation Curve. iFactory Lets You See It Before Contamination Happens.
From hygienic sensor deployment to AI wear modelling to compliance-ready audit trails — iFactory's sanitary equipment monitoring platform gives maintenance managers continuous integrity assurance across every pump, valve, and pipe fitting in the processing line.
Hygienic Equipment Monitoring by Asset Class — Seven Components, Seven AI Detection Approaches
Different hygienic equipment types require different AI monitoring approaches. The table below maps seven common sanitary processing components to the detection technique that delivers the earliest and most reliable warning of degradation — so maintenance managers can prioritise sensor deployment based on which components contribute most to contamination risk in their specific processing lines.
Asset Class
AI Detection Technique
Primary Warning It Provides
Centrifugal Hygienic Pump
Seal housing, impeller, casing
High-frequency vibration envelope analysis at seal housing (8-16 kHz band) + seal face temperature trend. Frequency-domain analysis isolates seal friction signature from pump hydraulic noise.
Seal wear index with 88% predictive accuracy at 72 hours before leakage onset
Positive Displacement Pump
Rotors, lobes, timing gears
Pressure pulse analysis + motor current signature. AI detects changes in the displacement pressure waveform that indicate rotor wear, bypass leakage, or timing gear backlash before product shear or flow rate is affected.
Rotor clearance index trending toward contamination risk threshold
Diaphragm Valve
Diaphragm, weir, bonnet
Torque profile analysis across full stroke. AI maps the expected torque-position curve for a healthy diaphragm and alerts when deviation exceeds the threshold that indicates diaphragm stiffening, cracking, or compression set.
Diaphragm degradation score with 90+ days lead time before through-crack failure
Ball Valve — Hygienic
Ball, seats, stem seal
Seat wear detection via leak-through acoustic emission. Ultrasonic microphone at the valve body detects the high-frequency sound of product leaking past degraded seats at a rate below the threshold of visible leakage.
Micro-leak rate trend with escalation before cross-contamination risk materialises
Butterfly Valve — Sanitary
Disc, liner, stem bore
Torque-position correlation + liner compression monitoring. AI tracks the change in closing torque profile that signals liner compression set or disc edge wear — the two precursors to product entrapment and microbial growth.
Liner replacement timing optimised to end of useful life without risk of failure
Pipe Fitting — Tri-Clamp
Gasket, ferrule, clamp
Acoustic emission at gasket interface + surface roughness optical sensing. Distributed fibre optic or point sensors detect the ultrasonic signature of micro-leakage at gasket joints before any pressure drop or visible product loss occurs.
Micro-leak detection at Ra approaching 0.8 µm threshold before biofilm formation
CIP Return Line
Flow, temperature, conductivity
Multi-parameter CIP effectiveness monitoring. AI correlates flow rate, return temperature, conductivity, and turbidity to detect fouling, incomplete cleaning, or rinse water contamination before the next production batch.
CIP assurance score verified before production release — every cycle, every line
The value of AI-driven hygienic equipment monitoring is not measured in sensor count or dashboard views — it is measured in whether the system reduces contamination risk, extends seal and gasket service life, and eliminates unplanned hygiene-related production stops. The KPIs below are designed for maintenance managers who need to track whether their sanitary monitoring investment is delivering measurable operational and compliance returns.
Contamination Risk
Critical seal days remaining — rolling forecast of days until any monitored seal reaches its failure threshold, aggregated across all hygienic pumps by product line
Gasket compression reserve — percentage of remaining compression capacity for valve gaskets approaching end of useful life, updated after each CIP cycle
Surface roughness alert count — number of pipe fittings and valve bodies with Ra trending toward the 0.8 µm contamination threshold
Compliance Readiness
3-A/EHEDG audit readiness score — percentage of monitored components with complete, current integrity documentation ready for auditor review without manual compilation
Corrective action closure time — average days from AI alert to completed gasket, seal, or surface reconditioning intervention, tracked by severity tier
CIP assurance pass rate — percentage of CIP cycles meeting all effectiveness criteria before batch release, trended monthly
Maintenance Efficiency
Seal replacement cost per pump — actual cost of seal replacement when scheduled by AI versus emergency replacement cost, tracked to quantify proactive savings
Hygienic inspection hours saved — hours of manual inspection eliminated by AI monitoring, calculated as the difference between calendar-based and condition-based inspection programmes
Mean time between seal failures — rolling 12-month MTBF for each pump model, tracked to identify whether seal material or installation procedure improvements are needed
Production Uptime
Hygiene-related unplanned stops — number of production interruptions caused by seal, gasket, or surface finish failures per quarter, target zero
Batch release hold events — batches held for microbiological testing due to equipment integrity concerns, tracked as a leading indicator of contamination risk
Planned replacement ratio — percentage of seal, gasket, and fitting replacements performed during scheduled maintenance vs. emergency breakdowns
"
We run eight hygienic processing lines producing dairy, plant-based beverages, and liquid egg products across a single facility — that is 74 hygienic centrifugal pumps, 212 valves, and more than 1,800 tri-clamp fittings. Before iFactory's AI monitoring, our seal replacement strategy was calendar-based: replace every seal on every pump every 12 months whether it needed it or not. We were spending USD 340,000 a year on seal parts and labour, and we still had three to four seal failures a year that caused product contamination holds. The AI platform changed our approach completely. It monitors every seal housing for vibration and temperature, every diaphragm valve for torque profile drift, and every tri-clamp fitting for acoustic leak-through. In the first year, we reduced seal replacement costs by 52 percent — because we only replaced seals when the AI detected degradation — and eliminated hygiene-related unplanned stops entirely. Our 3-A auditor now uses the platform's automatically generated integrity report instead of our manual logbooks.
Hygienic pumps, valves, and pipe fittings are the most contamination-critical assets in any FMCG processing facility, yet their seal wear, gasket degradation, and surface finish deterioration have historically been invisible until failure occurs. AI-driven condition monitoring changes this paradigm by detecting the precursors to contamination — mechanical seal vibration signatures, valve torque profile changes, and surface roughness approaching the 0.8 µm biofilm threshold — days or weeks before they create product quality incidents. With 88 percent of seal degradation events detectable before visible leakage and a 60 percent reduction in scheduled inspection hours achievable through continuous monitoring, the case for AI sanitary equipment monitoring is no longer experimental — it is a proven operational improvement that maintenance managers can deploy across every pump, valve, and fitting in the hygienic processing line.
iFactory's sanitary equipment monitoring platform gives maintenance managers continuous visibility into seal wear, gasket condition, and surface finish integrity — all within a single AI-powered platform that delivers compliance-ready documentation for 3-A and EHEDG audits. Book a Demo to see how iFactory's degradation modelling predicts seal and gasket failure before contamination occurs, or Talk to an Expert to discuss which hygienic components in your processing line will deliver the highest contamination risk reduction from AI monitoring.
Frequently Asked Questions
No modifications are required. iFactory's sensors are designed for non-invasive surface mounting on existing pump seal housings, valve bonnets, and pipe fitting ferrules using sanitary-grade adhesive or clamp-mounted brackets. All sensor materials are FDA-compliant, CIP-resistant, and rated for the temperature and chemical exposure conditions of hygienic processing environments. The installation process does not break the sanitary boundary, does not require welding or machining, and does not create dead legs or crevices that could harbour microbial growth. A typical line of 10 pumps, 30 valves, and 100 fittings can be fully instrumented within two production days by the facility's maintenance team under remote iFactory guidance. Talk to an Expert to discuss sensor mounting options for your specific pump and valve models.
The AI model is trained on seal wear data from thousands of hygienic pump operating hours across multiple product types, installation procedures, and seal materials. It learns to distinguish between the gradual, predictable wear curve of normal seal degradation and the abrupt, non-linear signal changes that indicate installation damage, product incompatibility, or cavitation-induced seal distress. When the model detects an anomaly that does not match the established wear pattern, it flags the event as a potential installation or process issue rather than routine degradation — enabling the maintenance manager to investigate root cause before the seal fails. The model also calibrates its wear baseline to each specific seal installation during the first 72 hours of operation, accounting for pump model, seal face material, product viscosity, and operating pressure. Talk to an Expert to review case studies of anomaly detection in similar hygienic processing applications.
Yes. iFactory's platform integrates with SAP, Oracle, Maximo, and all major CMMS platforms via REST API or direct database connectors. When the AI generates a seal wear, gasket degradation, or surface finish alert, it automatically creates a work order in the CMMS with the affected asset, predicted failure timeline, recommended intervention, and risk classification. The platform also writes back completed work order data and parts replacement history to refine future degradation predictions for identical components in similar service conditions. Maintenance managers can configure the alert-to-work-order threshold — choosing whether AI warnings generate notifications only, advisory work orders, or priority maintenance assignments based on risk severity. Book a Demo to see how the CMMS integration workflow operates with your specific maintenance management system.
iFactory uses non-contact optical and acoustic surface characterisation sensors that can be installed on existing tri-clamp ferrules or valve body external surfaces. These sensors emit a low-power laser or focused ultrasonic pulse through the pipe wall and analyse the reflected signal for surface roughness characteristics. The measurement is taken automatically at pre-set intervals without human intervention and without breaking the sanitary boundary. The AI model correlates the optical and acoustic signatures with surface roughness (Ra) values that have been validated against stylus profilometry in the sensor calibration process. When the AI detects Ra trending toward 0.8 micrometres, it alerts the maintenance manager to schedule surface reconditioning during the next planned production stop — eliminating the need for shutdown inspections that typically consume 12 to 24 hours of production downtime per line per quarter. Talk to an Expert to see field validation data comparing non-contact roughness monitoring with traditional profilometry results.
The typical timeline from sensor installation to measurable contamination risk reduction is 45 to 75 days. The first 30 days cover sensor deployment, CMMS integration, and the AI model learning the normal operating signature of each pump, valve, and fitting. During this period, maintenance managers can already see real-time seal wear indices and valve torque profiles — identifying any components that are already in advanced degradation. By day 45, the AI begins generating predictive alerts with 72-hour failure lead time, enabling the first condition-based seal and gasket replacements. By day 75, the platform's surface roughness monitoring is calibrated and the CIP assurance module is operational, producing compliance-ready documentation for the next 3-A or EHEDG audit. Most facilities achieve a measurable reduction in hygiene-related unplanned stops within the first quarter of operation. Talk to an Expert to discuss deployment timelines for your specific sanitary processing configuration.
Every Seal and Gasket in Your Sanitary Line Has a Measurable End of Life. iFactory Shows You Exactly When It Arrives.
From seal vibration analysis to gasket torque profiling to surface roughness monitoring — iFactory's sanitary equipment platform gives maintenance managers the integrity assurance layer that turns reactive seal replacement into continuous condition-based protection.