The shift supervisor walks the flotation floor at 06:30. Checks in with four operators across six cells. Reviews the overnight shift report. Sits down at the control room terminal. The SPC charts for the night shift show 47 control charts to review — one for every variable across every cell. Three are flagged out of control. Two are from the ore type change at 02:00 that the night shift already documented. One is real — reagent flow on cell 4 trending toward the upper control limit. The supervisor spends 20 minutes reviewing the charts, cross-referencing flags against the shift log, and deciding which need action. Then the morning meeting starts. The 47 charts will not be looked at again until the end of the shift. This is not poor supervision. It is the structural limitation of manual SPC review in a process that generates hundreds of data points per hour. Autonomous SPC for mining flotation changes this — running all four Western Electric rules continuously against every variable, calculating Cpk and PpK in real time, and delivering only the exceptions that need the supervisor's judgement.
Autonomous SPC · Western Electric Rules · Real-Time Cpk · Throughput Optimisation
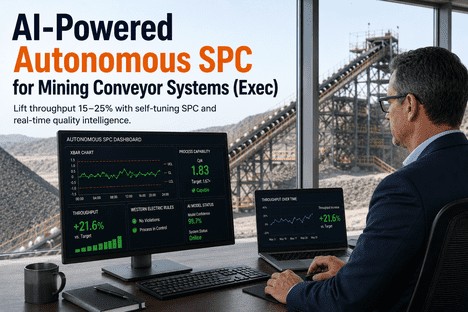
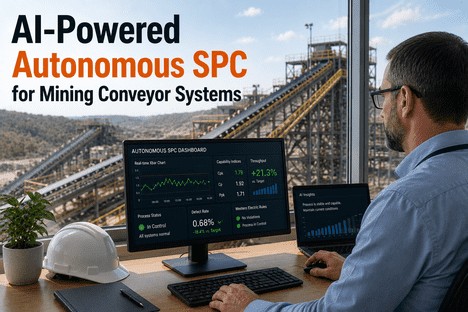
You Have 47 Control Charts to Review. Autonomous SPC Reviews All of Them While You Manage the Floor.
iFactory's autonomous SPC engine runs Western Electric rules 1 through 4 on every flotation variable simultaneously — froth depth, bubble size, reagent flow, air rate, cell level, recovery — and delivers exception-based alerts with real-time Cpk and PpK. Supervisors see what needs action, not every data point.
15–25%
Throughput increase achieved when supervisors shift from manual SPC chart review to exception-based autonomous monitoring with real-time Cpk visibility
47
Average number of control charts a flotation supervisor should review per shift — autonomous SPC checks every one continuously, second by second
4
Western Electric rules running autonomously on every variable — detecting shifts, trends, and patterns that manual chart review routinely misses between scan intervals
90%+
Reduction in supervisor time spent on routine SPC review — from 45+ minutes per shift to under 5 minutes of exception handling per shift
The 4 Western Electric Rules — Running Automatically on Every Flotation Variable
Western Electric rules were designed to give operators and supervisors a standardised way to interpret control charts. In practice, applying all four rules manually to 47+ control charts requires a dedicated shift role — and even then, pattern recognition between scan intervals is inconsistent. Autonomous SPC applies all four rules continuously to every variable, detecting shifts and trends the instant they meet the rule criteria, not the next time a human reads the chart.
Rule 1: Single Point Beyond 3-Sigma Limit
A single froth depth reading on cell 2 exceeds the 3-sigma upper control limit. Autonomous SPC flags the point, calculates the deviation magnitude, and alerts the supervisor with the variable name, cell number, and a link to the trend history — within the same second the point is recorded.
When it matters: Detect sudden froth collapse, reagent pump failure, or air supply interruption — events that produce instant, large-magnitude deviations.
Rule 2: Two of Three Points Beyond 2-Sigma
Two of three consecutive bubble size readings on cell 5 fall beyond the 2-sigma limit — both on the same side of the centreline. Autonomous SPC detects the developing pattern and alerts the supervisor before it reaches the 3-sigma limit. Manual review would likely see this as two isolated points.
When it matters: Detect early reagent drift, frother concentration shift, or air distribution imbalance — conditions that develop over minutes and are invisible as single-point alerts.
Rule 3: Four of Five Points Beyond 1-Sigma
Four of five consecutive air recovery readings on cell 1 are above the 1-sigma line on the same side of centre — a sustained shift that indicates the aeration regime is changing. Autonomous SPC flags this as a developing condition that needs observation, even though each individual point is within the 3-sigma limit.
When it matters: Catch gradual froth regime transitions, sparger fouling onset, or feed mineralogy shifts that evolve over 15–30 minutes.
Rule 4: Eight Consecutive Points on Same Side
Eight consecutive concentrate grade readings on cell 6 are all on the same side of the centreline — a classic run pattern indicating the process average has shifted. No single point exceeds a limit, but the persistent offset means the circuit is operating at a new baseline. Autonomous SPC flags the run immediately.
When it matters: Detect persistent grade shifts, reagent regime changes, or feed source transitions that produce sustained offsets without exceeding individual limits.
How Autonomous SPC Changes the Supervisor's Shift — From Chart Reading to Floor Management
The difference between manual SPC review and autonomous SPC is not a technology choice. It is a time allocation choice. Every minute a supervisor spends scanning charts is a minute not spent on the flotation floor — observing froth conditions, talking to operators, tuning reagent additions, and addressing the conditions that cause process variation. Autonomous SPC returns that time by handling the scanning, the rule application, and the alert filtering automatically.
Manual SPC Review
Supervisor scans 47 charts sequentially. Applies Western Electric rules mentally. Flags potential OOC conditions. Decides which need follow-up. Documents findings.
→
Autonomous SPC
Engine runs all 4 rules on all variables continuously. Flags only the exceptions that meet rule criteria. Supervisor reviews 2–5 high-confidence alerts. Spends remaining shift on floor.
Cpk/PpK Calculation
Process capability indices calculated quarterly or when process changes occur. Often outdated by the time the report is reviewed.
→
Real-Time Capability Monitor
Cpk, PpK, Cp, and Pp calculated continuously on a rolling data window. Supervisor sees capability trend for each cell — not a static number from last quarter.
Alert Response
OOC flag from control system triggers variable check. Supervisor investigates each flag regardless of cause. High false-alarm rate desensitises team.
→
Exception-Based Alerting
Only alerts that meet Western Electric rule criteria reach the supervisor. Each alert includes variable, cell, rule violated, deviation magnitude, and trend link. Confidence-tagged.
Shift Handover
Verbal handover covers notable OOC events. Chart review findings not consistently transferred. Incoming supervisor repeats full scan.
→
Automated Summary Report
Shift summary generated automatically: exceptions detected, actions taken, Cpk trend, throughput impact. Incoming supervisor sees complete picture in 60 seconds.
Supervisor Dashboard: Exception-Based Control Centre View
The supervisor dashboard is designed for one purpose: to show what needs attention right now and what can wait. Every element answers the question the supervisor asks first — is this cell running in control, and if not, what needs my decision?
Dashboard Panel 01
Cell Status Overview — Green, Amber, Red at a Glance
Every flotation cell in the circuit displays a single status indicator: green (all variables in control, all Western Electric rules passing), amber (one or more rules triggered but at a low confidence level — developing condition, monitor), or red (rule violation with high confidence — action required). The supervisor sees the entire circuit status on one line — not 47 individual charts. A cell turning amber triggers a preview of which variable and which rule. A cell turning red triggers an immediate alert with the full context.
Supervisor action: Green — no action. Amber — review variable trend. Red — respond to alert or floor escalation.
Dashboard Panel 02
Exception Queue — Prioritised Alerts by Severity
Only the alerts that violate Western Electric rules appear in the exception queue. Each alert displays: cell number, variable name, rule violated (WE-1 through WE-4), deviation magnitude in sigma units, and a confidence score. The queue is ordered by severity — WE-1 violations at the top, WE-4 at the bottom. The supervisor works the queue top-down, dismissing low-severity alerts after review and escalating high-severity alerts for floor response. Alerts older than the configured retention period archive automatically.
Supervisor action: Review queue top-down. Escalate red alerts. Dismiss reviewed amber alerts. Archive end-of-shift.
Dashboard Panel 03
Process Capability Trend — Cpk and PpK per Cell
Each cell displays its current Cpk and PpK calculated from the rolling data window — not from a quarterly study. The trend line shows whether capability is improving, stable, or declining over the last 8, 24, or 72 hours. A declining Cpk trend on cell 3 tells the supervisor that the cell is becoming less capable before any variable breaches a limit — enabling proactive intervention rather than reactive response. The capability view also shows the target Cpk for each cell and the gap to target.
Supervisor action: Declining Cpk — schedule cell review. Below target — escalate to metallurgy or plan maintenance intervention.
Dashboard Panel 04
Throughput and Quality Impact — What Happened This Shift
A live summary shows how autonomous SPC exception handling translated into throughput and quality outcomes this shift: exceptions detected, exceptions resolved before grade impact, estimated downtime avoided, and cumulative Cpk trend across all cells. The supervisor sees the direct impact of the shift's exception management on production metrics — not just that alerts were handled, but that handling them produced measurable throughput preservation.
Supervisor action: Review shift impact summary. Include throughput-preservation metrics in shift handover and daily production report.
"
Before autonomous SPC, I was spending the first 40 minutes of every shift sitting at the terminal scanning charts. I had six cells, 47 variables, and four Western Electric rules to check — but in practice I was only looking at the variables that had caused problems before. The ones that never caused problems, I was not really checking. The system would flag a froth depth reading beyond the limit, and I would spend ten minutes investigating only to find it was an ore type transition the night shift had already documented. After deploying autonomous SPC, I open the dashboard and see three cells in green and one cell amber — froth bubble size on cell 4, WE Rule 3, four of five points beyond 1-sigma, 82% confidence. I know about that one — the sparger was scheduled for replacement next week. I moved it up to today. That was four minutes of my time to make a decision that saved us from a grade excursion. The rest of my shift, I was on the floor where I needed to be.
— Shift Supervisor, Copper Flotation Operation, South America
Throughput Impact: What Changes When Supervisors Reclaim Their Time
The throughput increase from autonomous SPC does not come from a single technology feature. It comes from the cumulative effect of dozens of small time savings that return the supervisor's attention to the activities that actually drive production: froth observation, reagent tuning, operator coaching, and proactive intervention.
Supervisor Time Reallocation: Manual SPC vs Autonomous SPC
Activity
Manual SPC per Shift
Autonomous SPC per Shift
Control chart review (all variables)
30–45 min — scanning 47+ charts, applying rules mentally
2–5 min — reviewing exception queue; engine did the scanning
False alarm investigation
15–25 min — investigating OOC flags that are normal variation
0–5 min — rule-based filtering eliminates most false alarms
Flotation floor presence
15–30 min — limited by chart review and investigation time
45–75 min — reclaimed time spent on froth walks and operator support
Proactive optimisation actions
0–2 per shift — reactive mode; responding to alarms and CMM findings
4–8 per shift — proactive mode; tuning reagents, adjusting air, coaching operators
Manual SPC — Supervisor Time Use
45–70 min
Per shift spent on chart review, false alarm investigation, and documentation that autonomous SPC handles automatically
Autonomous SPC — Supervisor Time Use
5–10 min
Per shift spent on exception review and decision — time returned to floor management and throughput optimisation
Conclusion
Manual SPC review in mining flotation is not sustainable at the scale modern circuits demand. Forty-seven control charts per shift, four Western Electric rules to apply mentally, dozens of variables drifting and shifting across six cells — no supervisor can review all of them consistently between the morning scan and the end-of-shift handover. The structural result is that some real shifts are missed, some false alarms are investigated unnecessarily, and the supervisor's time is consumed by terminal work instead of floor work.
Autonomous SPC changes this by running all four Western Electric rules continuously on every variable, calculating Cpk and PpK in real time, and delivering only the exceptions that need supervisory judgement. The supervisor does not scan 47 charts. They scan an exception queue of 2 to 5 alerts, each tagged with the cell, variable, rule violated, and confidence score. They decide, they act, and they move to the floor. The time reclaimed — 40 to 60 minutes per shift — is time applied to the activities that actually increase throughput: observing froth, tuning reagents, coaching operators, and addressing the process conditions that cause variation before they produce grade excursions.
iFactory's autonomous SPC engine is built for flotation supervisors who need to manage the circuit, not the charts. Book a Demo to see how Western Electric rules run automatically on your flotation data, or talk to an expert about configuring autonomous SPC for your cell layout, variable set, and throughput targets.
Frequently Asked Questions
You Cannot Review 47 Control Charts per Shift and Manage the Flotation Floor. Autonomous SPC Handles the Charts. You Handle the Circuit.
iFactory's autonomous SPC engine runs all four Western Electric rules on every flotation variable continuously — froth depth, bubble size, reagent flow, air rate, cell level, recovery, and grade — delivering exception-based alerts with real-time Cpk and PpK, so supervisors spend their time on the floor, not on the terminal.