Float glass operators manage hundreds of process variables—ribbon temperature across multiple zones, tin bath hydrogen and nitrogen flow, lehr zone thermal gradients, pull rate, and raw material chemistry—any of which can introduce defects. When a stone, knot, ream, or tin pickup appears on the line, the operator must identify which variable caused it, often with limited diagnostic tools and pressure to restore quality quickly. AI root cause detection changes this by correlating multivariate process data in real time, surfacing the specific variable most likely responsible for each defect event, and eliminating the guesswork that has defined float glass quality troubleshooting for decades. Manufacturing leaders evaluating AI-powered quality tools Book a Demo to see how AI root cause detection operates on live float line data.
The Root Cause Problem on the Float Line
Traditional root cause analysis in float glass production relies on operator experience, manual data review across separate historian screens, and post-shift quality meetings that reconstruct what happened hours after the defect formed. The gap between a stone appearing on the ribbon and the operator identifying its source can extend across multiple shifts—each hour costing saleable square meters and energy. AI root cause detection compresses that timeline from hours to minutes by analyzing the multivariate relationships between process variables and defect outcomes in real time.
How AI Root Cause Detection Works on the Float Line
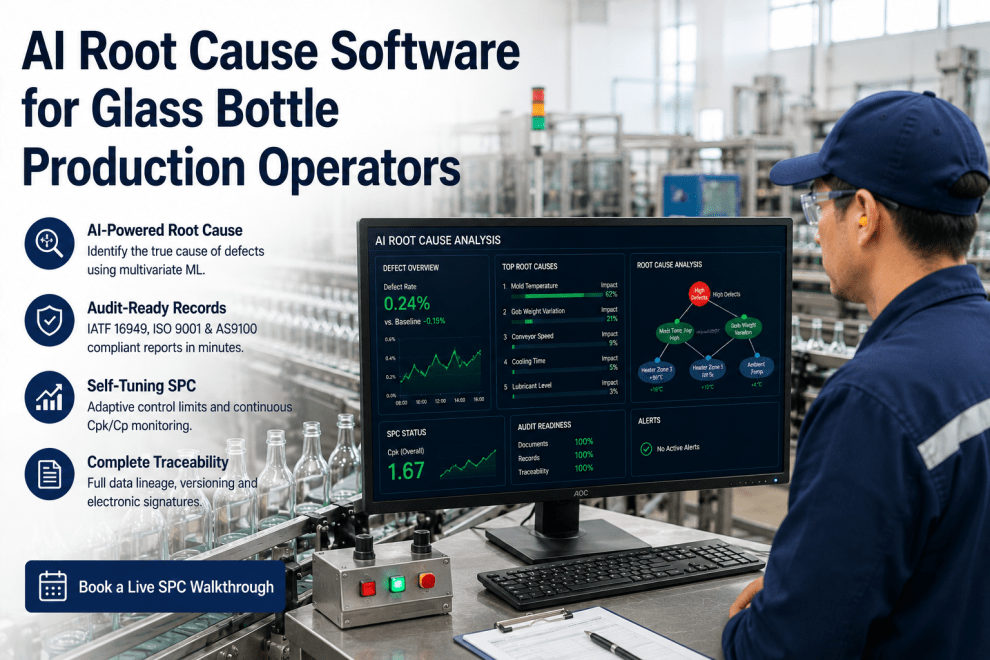
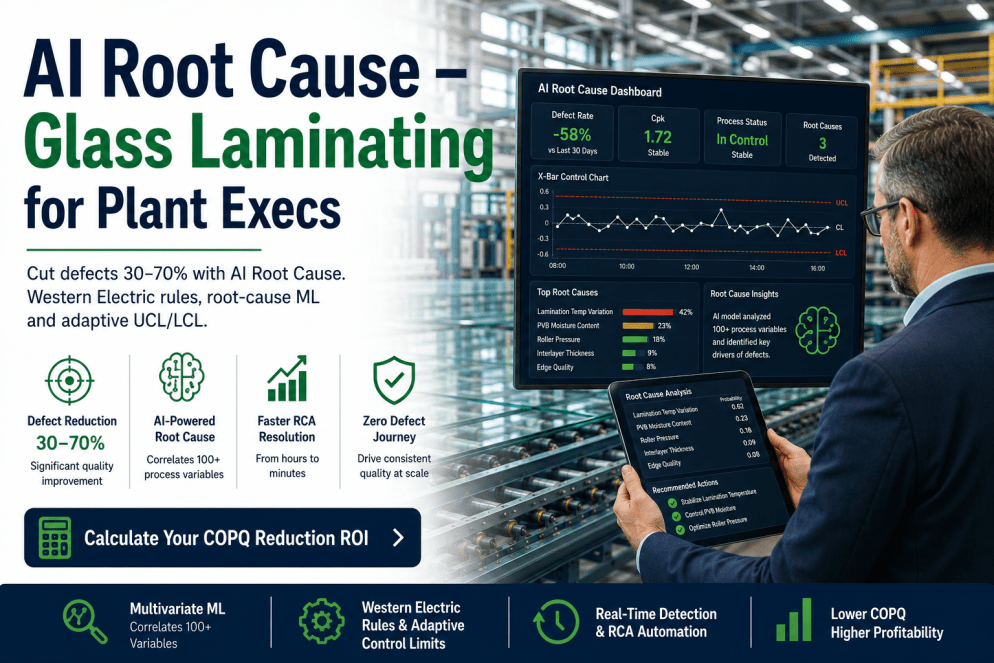
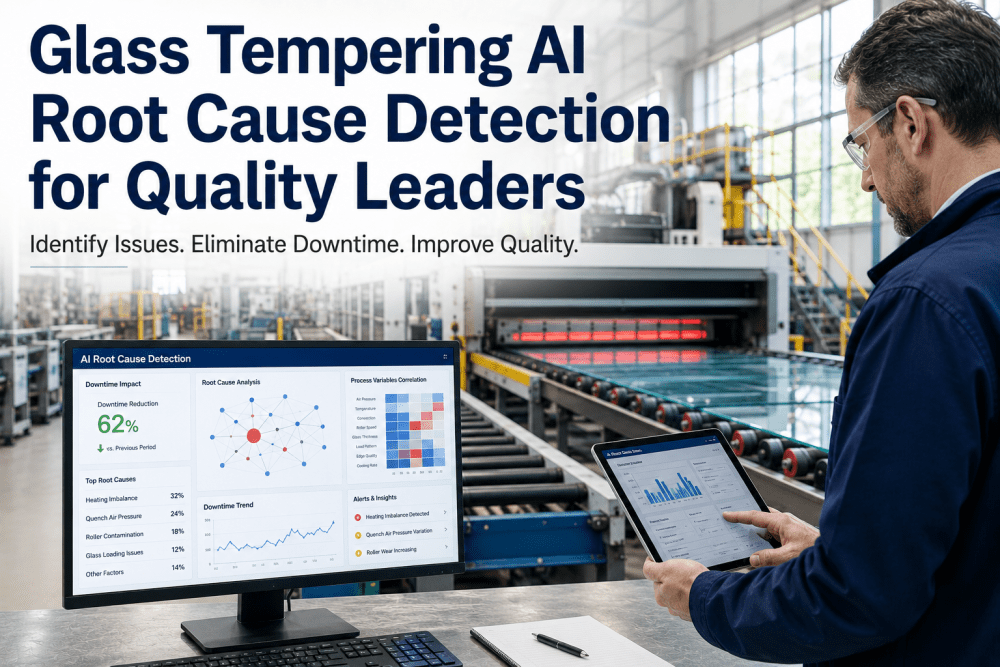
AI root cause detection applies multivariate machine learning models that ingest the full float line data stream—furnace zone temperatures, tin bath atmosphere readings, lehr profiles, pull rate, raw material batch data, and quality inspection results—and build correlation maps between process variables and defect outcomes. When a defect event is detected by inline inspection, the model cross-references current conditions against its training data and ranks the variables most likely responsible. The operator receives a ranked list with probability scores and suggested corrective actions.
AI Root Cause Detection vs. Traditional RCA
The comparison below shows how AI-driven root cause detection on the float line differs from traditional manual RCA methods across the criteria most relevant to shop-floor operators and quality teams.
| Criterion | Traditional RCA | AI Root Cause Detection |
|---|---|---|
| Identification Speed | 2-4 hours per event reviewing historian data manually | Seconds: ranked variable list delivered at defect detection |
| Variable Coverage | 5-10 variables typically reviewed per event | 200+ variables correlated simultaneously per event |
| Multivariate Analysis | Single-variable charts compared side by side | Full multivariate correlation with interaction effects |
| Historical Learning | Depends on operator memory and shift log quality | Every confirmed root cause retrains the model |
| Operator Guidance | None: operator interprets data independently | Ranked variable list with probability and direction |
| Defect Coverage | Varies by operator experience with each defect type | 85% of defect types covered by trained models |
What Industry Experts Say
Real-Time SPC with Root Cause Context on the Operator Terminal
AI root cause detection does not add a separate dashboard to the operator station. The root cause ranked list appears inside the existing SPC interface alongside the control charts the operator already monitors. When a defect event triggers an alarm, the operator sees not only that a deviation occurred but which variable is most likely responsible and what adjustment to make. The system also flags emerging root cause patterns—if the same variable appears as a top contributor across multiple events, the model surfaces a trend that may indicate a systemic issue requiring engineering attention rather than operator adjustment.
Conclusion
AI root cause detection transforms how float glass operators identify and resolve the process variables that cause defects. By correlating 200+ process variables simultaneously, delivering ranked root cause analysis within seconds of each defect event, and learning from every confirmed cause, the system compresses root cause identification from hours to minutes and enables operators to achieve 30-70% defect rate reduction. The technology integrates with existing SPC interfaces, respects operator expertise by presenting actionable information rather than replacing judgment, and improves continuously as the model learns from each event. Float glass manufacturers evaluating AI-powered quality tools Book a Demo to see how iFactory's AI root cause detection platform maps to their float line data.