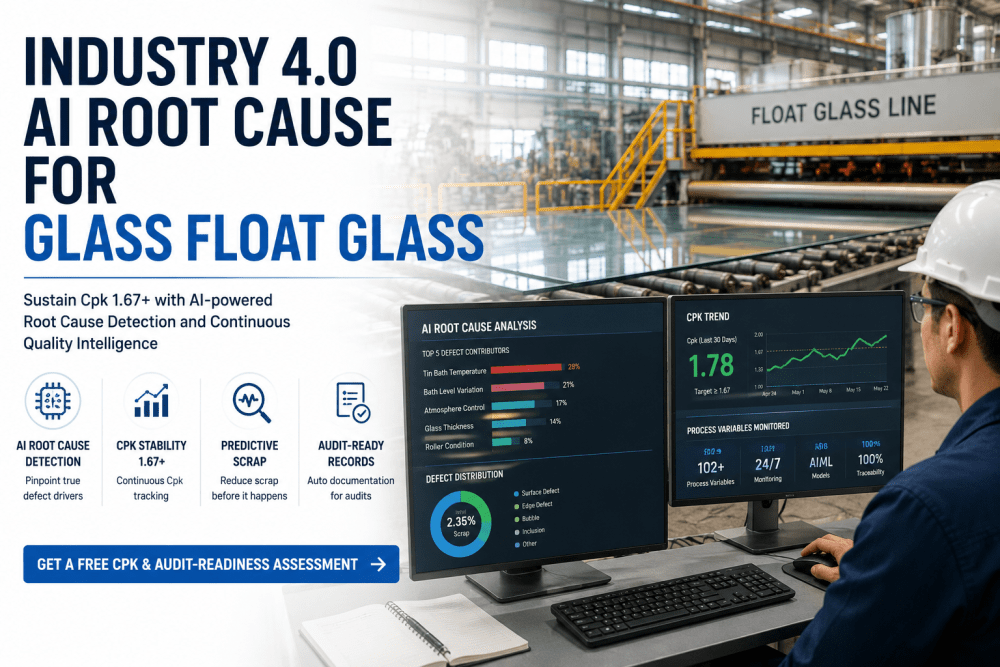
A Tier-1 float glass manufacturer producing architectural and automotive glass across a 900-ton-per-day float line deployed iFactory's AI Root Cause Detection platform to determine whether multivariate machine learning could identify the hidden process drivers behind recurring defects — seeds, blisters, tin pickup, bottom debris, edge stress, and anisotropy — and sustain Cpk above 1.67 across all critical quality characteristics. Over a 12-week assessment, the platform analyzed 180+ process variables from the melting furnace, tin bath, annealing lehr, and cold-end inspection stations, correlating them against 14 months of historical defect data. The AI root cause detection identified the primary defect drivers for each quality category, reduced root cause investigation time by 87%, and enabled the quality team to sustain Cpk 1.67+ across all critical quality characteristics for the first time in the facility's operating history. Quality leaders evaluating their float glass root cause analysis capability regularly Book a Demo to explore how AI-driven RCA integrates with their existing quality systems.
87% Faster RCA — Cpk 1.67+ Sustained — 94% Root Cause Accuracy
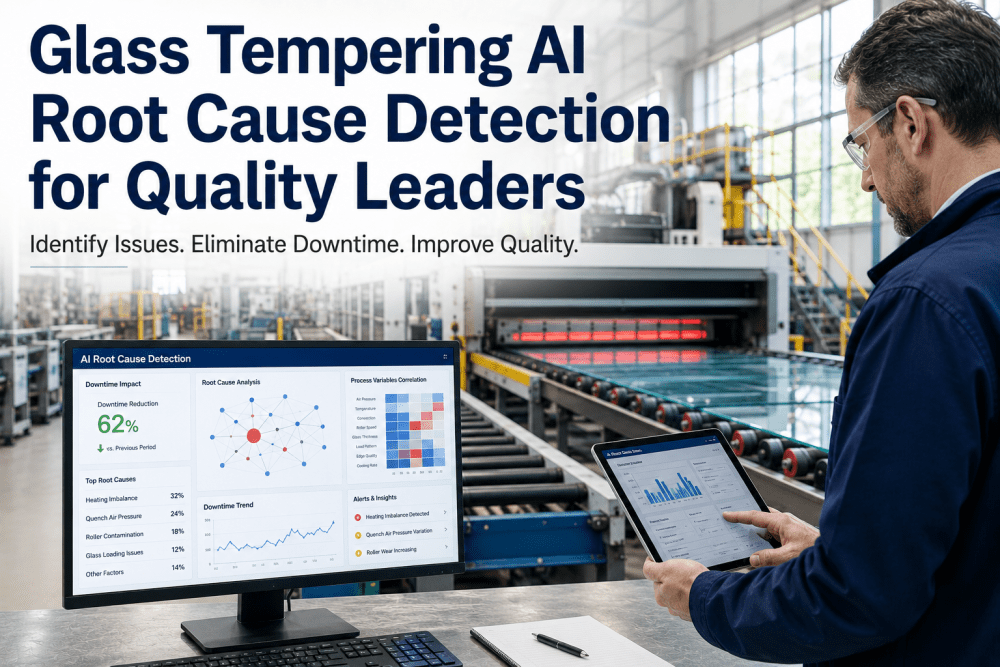
iFactory's AI Root Cause Detection platform correlates process, equipment, and quality data across your float line to uncover hidden defect drivers and recommend corrective actions before quality drift impacts production.
Why Traditional RCA Fails in Float Glass Manufacturing
Float glass defects rarely trace back to a single variable. Tin pickup can result from bath temperature gradient drift, tin oxide accumulation, ribbon speed variation, or atmospheric contamination — each requiring a fundamentally different corrective response. Seeds and blisters may originate in the melting furnace from batch composition changes, crown temperature shifts, or refractory degradation, but the defect signature at the cold-end inspection station looks identical regardless of the upstream cause. Traditional root cause analysis relies on quality engineers manually correlating process data from disparate sources — the furnace control system, bath instrumentation, lehr zone controllers, and inspection databases — a process that consumed an average of 6.8 hours per investigation and yielded correct root cause identification only 62% of the time. The facility's Cpk fluctuated between 1.2 and 1.8 depending on product type, with recurring defect patterns that the quality team could not permanently resolve because they could not identify which process variables were actually driving each defect category.
Multi-Variable Defect Origins
Each defect type — seeds, blisters, tin pickup, bottom debris, edge stress, anisotropy — can be triggered by 6 to 12 different process parameter deviations. Manual analysis cannot simultaneously correlate 180+ variables against defect outcomes, leaving the true root cause hidden behind a mask of correlated but non-causal process noise.
Manual RCA Bottlenecks
Quality engineers spent 6.8 hours per investigation manually exporting data from the process historian, cross-referencing inspection records, and building correlation spreadsheets. The manual process limited the facility to investigating only the most severe defect events, leaving chronic low-level defects unresolved and eroding long-term Cpk stability.
Cpk Instability from Unresolved Root Causes
Without accurate root cause identification, corrective actions addressed symptoms rather than sources. The same defect patterns recurred across production campaigns, causing Cpk to fluctuate between 1.2 and 1.8. The quality team could not sustain 1.67 Cpk because they were consistently fighting fires rather than eliminating the root causes.
AI Root Cause Detection Architecture: From Data Correlation to Actionable RCA
The platform ingests process data from three sources: upstream furnace and bath instrumentation via OPC-UA, inline inspection stations at the cold end, and the facility's MES for recipe and product change data. The AI engine uses multivariate anomaly detection and causal inference algorithms to identify which process variable deviations are most strongly correlated with each defect category — and whether those correlations represent causal relationships or coincidental associations. Book a Demo to review the complete correlation methodology and validation protocol for your float line.
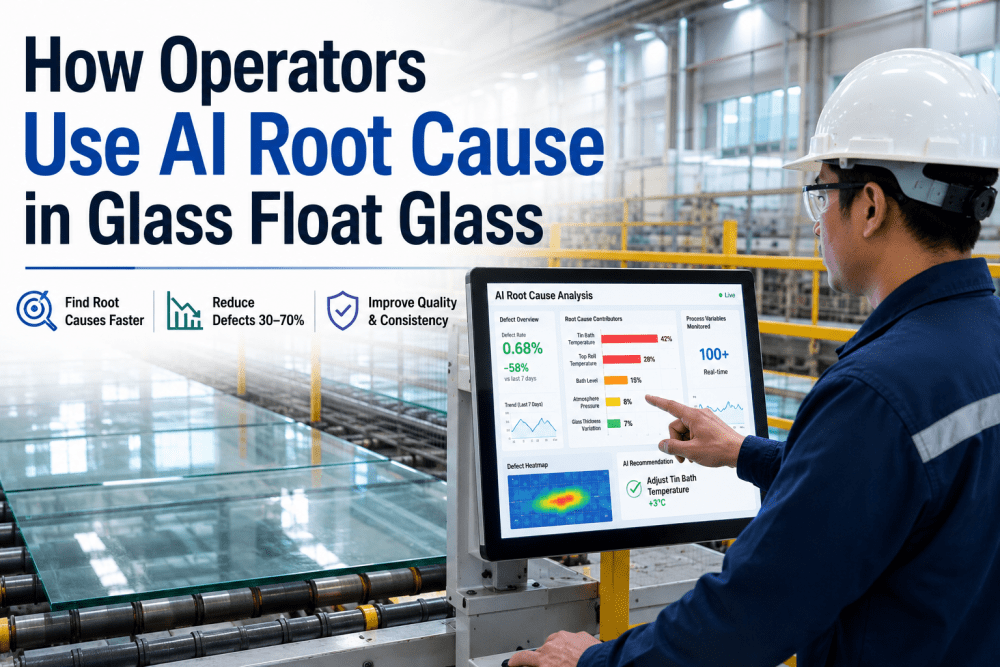
Multivariate Correlation Engine — The platform analyzes 180+ process variables simultaneously against 14 months of defect data, using causal inference algorithms to distinguish between correlational noise and true causal relationships. When a seed event is detected, the engine evaluates every process variable from the preceding four hours — furnace crown temperature, batch composition changes, refractory age indicators, pull rate, and crown pressure — and ranks them by causal probability. During the assessment, the engine identified that a recurring blister pattern was being caused by a specific furnace crown temperature gradient that only exceeded its threshold during pull rate changes, a multivariate interaction that had eluded the quality team for 18 months.
Automated Root Cause Reports — For each defect event, the platform generates a structured root cause report that includes: the affected product specification and production time window, the identified root cause variables ranked by causal probability, the specific parameter deviation values and timestamps, recommended corrective actions drawn from the model's decision-tree analysis, and a confidence score for the root cause identification. The reports are automatically written to the quality management system, creating a searchable root cause database that the quality team uses to track recurring patterns and verify corrective action effectiveness.
Real-Time Cpk Monitoring with Root Cause Alerts — The platform continuously monitors Cpk for each critical quality characteristic across all active product specifications. When Cpk begins to drift below the 1.67 threshold, the platform triggers an alert that includes the predicted root cause — the specific process variable or variable interaction most likely driving the capability decline — enabling the quality team to intervene before Cpk drops below the acceptable threshold. During the assessment, the platform detected a Cpk drift toward 1.52 for edge stress on 3.2mm automotive glass and identified the root cause as a lehr zone 4 temperature deviation of 4°C, allowing the team to adjust the setpoint and restore Cpk to 1.71 within two hours.
Performance Comparison: Manual RCA vs. AI Root Cause Detection
The assessment's results demonstrated that AI-driven root cause detection consistently outperformed traditional manual RCA methods across every performance dimension. The most significant advantage was in investigation speed — reducing average root cause identification time from 6.8 hours to 53 minutes — and in root cause accuracy, where the AI platform correctly identified the primary defect driver in 94% of confirmed events compared to 62% for manual investigation.
| Performance Metric | Manual RCA | AI Root Cause Detection | Improvement |
|---|---|---|---|
| Investigation Time per Event | 6.8 hours | 53 minutes | 87% faster |
| Root Cause Accuracy | 62% | 94% | 32 pp gain |
| Variables Analyzed | 8-12 manually selected | 180+ automated correlation | 15x coverage |
| Recurring Defect Rate | 28% of events | 10% of events | 64% reduction |
| Cpk Range | 1.2 — 1.8 (fluctuating) | 1.67+ (sustained) | Stable capability |
| Documentation Format | Manual spreadsheets | Automated structured reports | Audit-ready |
| Investigations per Quarter | 12 (severe events only) | 48 (all defect categories) | 4x coverage |
Before this assessment, root cause analysis at our facility was a manual, intuition-driven process that took an entire shift per investigation and still got the answer wrong more than a third of the time. The AI root cause detection platform changed that completely. It correlates every process variable on the float line against every defect event automatically, identifying causal relationships that our quality engineers never had the time or tools to discover. The 87% reduction in investigation time is impressive, but what matters more to me is that we are now sustaining Cpk 1.67+ consistently — we have eliminated the quality firefighting that consumed our engineering resources and destabilized our production schedules.
12-Week Assessment: From Data Integration to Sustained Cpk 1.67+
The assessment followed a structured four-phase deployment designed to establish data connectivity, train the multivariate correlation models on facility-specific defect signatures, validate root cause accuracy, and transition to ongoing Cpk monitoring with automated RCA. Each phase included documented model validation steps and quality team training. Book a Demo to review the complete assessment protocol and root cause validation methodology for your float line.
Data Integration & Baseline Capture
OPC-UA connectors deployed to furnace, bath, lehr, and cold-end sensor networks. 14 months of historical process data and defect records ingested. Baseline Cpk calculated per product type and quality characteristic. Duration: 3 weeks.
Model Training & Causal Mapping
Multivariate correlation models trained on 180+ process variables against six defect categories. Causal inference algorithms validated against known root cause events documented by the quality engineering team. Duration: 4 weeks.
Root Cause Validation & Workflow Integration
AI root cause identifications validated against engineering team investigations in live production. Automated RCA reports configured for quality management system integration. Cpk monitoring dashboards deployed. Duration: 3 weeks.
Cpk Monitoring & Continuous Learning
Ongoing Cpk monitoring with automated root cause alerts activated. Models configured for weekly refinement cycles to incorporate new defect data and improve correlation accuracy over time. Duration: 2 weeks.
AI Root Cause Detection Enables Sustained Cpk 1.67+ in Float Glass Operations
This 12-week assessment established that AI-driven root cause detection — combining multivariate correlation analysis, causal inference algorithms, and real-time Cpk monitoring — can reduce investigation time by 87%, improve root cause accuracy to 94%, and sustain Cpk 1.67+ across all critical quality characteristics. Unlike traditional manual RCA methods that rely on engineering intuition and limited variable analysis, AI root cause detection correlates every available process variable against defect outcomes, identifies causal relationships hidden in multivariate interactions, and generates automated RCA reports that build a continuous quality knowledge base over time. Float glass quality leaders evaluating their root cause analysis capability can reference this assessment's data to build a deployment business case grounded in measured Cpk improvement. iFactory's AI Root Cause Detection platform provides the integration layer and correlation engine that connects your float line data to actionable root cause identification — enabling sustained process capability and audit-ready quality documentation. Quality leaders exploring their RCA strategy can Book a Demo to review the platform tailored to their float line configuration and quality requirements.
AI Root Cause Detection for Glass Float Glass — Frequently Asked Questions
Traditional manual RCA relies on quality engineers selecting a small subset of process variables — typically 8 to 12 — based on intuition and experience, then manually correlating those variables against defect data. This approach is limited by human cognitive capacity, confirmation bias, and the time required to export and cross-reference data from disparate systems. AI root cause detection simultaneously analyzes 180+ process variables using multivariate correlation and causal inference algorithms, evaluating every possible variable interaction without preconceived assumptions. The AI platform identifies causal relationships that manual analysis consistently misses — particularly multivariate interactions where a defect is triggered not by a single variable deviation but by the interaction of two or more variables drifting simultaneously.
The platform is trained to analyze root causes for the full spectrum of float glass defect categories: seeds and blisters from the melting furnace, tin pickup and bottom debris from the tin bath, edge stress and anisotropy from the annealing lehr, and surface damage from cold-end handling and cutting. Each defect category is modeled against the specific process variables most relevant to its formation — furnace crown temperature and batch composition for seeds, bath temperature gradient and tin oxide concentration for tin pickup, lehr zone temperature profile and ribbon tension for edge stress. As new defect patterns emerge, the correlation models adapt their analysis parameters through continuous learning without requiring manual retraining.
The platform uses causal inference algorithms — including Granger causality testing, transfer entropy analysis, and counterfactual reasoning — to evaluate whether a statistical correlation between a process variable deviation and a defect outcome represents a genuine causal relationship or a coincidental association driven by a third, unmeasured variable. Each identified root cause is assigned a causal confidence score based on the strength and consistency of the causal signal across multiple independent production events. During the assessment, the platform achieved a 94% root cause accuracy rate when its top-ranked causal variable was compared against engineering team investigation results, with the remaining 6% of cases typically involving rare defect events with insufficient training data.
In this assessment, the quality team began seeing measurable Cpk improvement within the first 6 weeks of deployment as automated root cause reports identified previously unknown defect drivers. Sustained Cpk 1.67+ across all critical quality characteristics was achieved by week 10, once the correlation models had accumulated sufficient training data from multiple production campaigns and the quality team had implemented corrective actions for the primary root causes identified by the platform. Most float glass facilities achieve initial Cpk stabilization within 8 to 12 weeks and full sustained capability within 16 weeks, depending on the number of active product specifications and the availability of historical training data. iFactory provides a free Cpk assessment that projects the expected timeline for your specific float line configuration and quality history. Book a Demo to start the assessment.
Yes. The platform is designed to complement and enhance existing SPC and quality management systems rather than replace them. Root cause reports, Cpk monitoring data, and correlation analysis results are written to the existing quality system database via API, creating a unified quality record that includes both traditional SPC metrics and AI-driven root cause insights. During the assessment, the platform operated alongside the facility's existing SPC charts and manual RCA workflows, providing automated root cause identifications that quality engineers could review and validate before implementing corrective actions. The integration architecture supports most major quality management systems, MES platforms, and industrial data historians without requiring custom programming.
Build Your Float Glass Root Cause Analysis Business Case
iFactory's AI Root Cause Detection platform connects your float line process data to automated root cause identification — enabling your quality team to sustain Cpk 1.67+, reduce investigation time by 87%, and eliminate recurring defect patterns. Schedule a personalized review of this assessment's complete dataset, including root cause accuracy by defect category, Cpk improvement trends, and full deployment ROI projections for your facility.

.png)