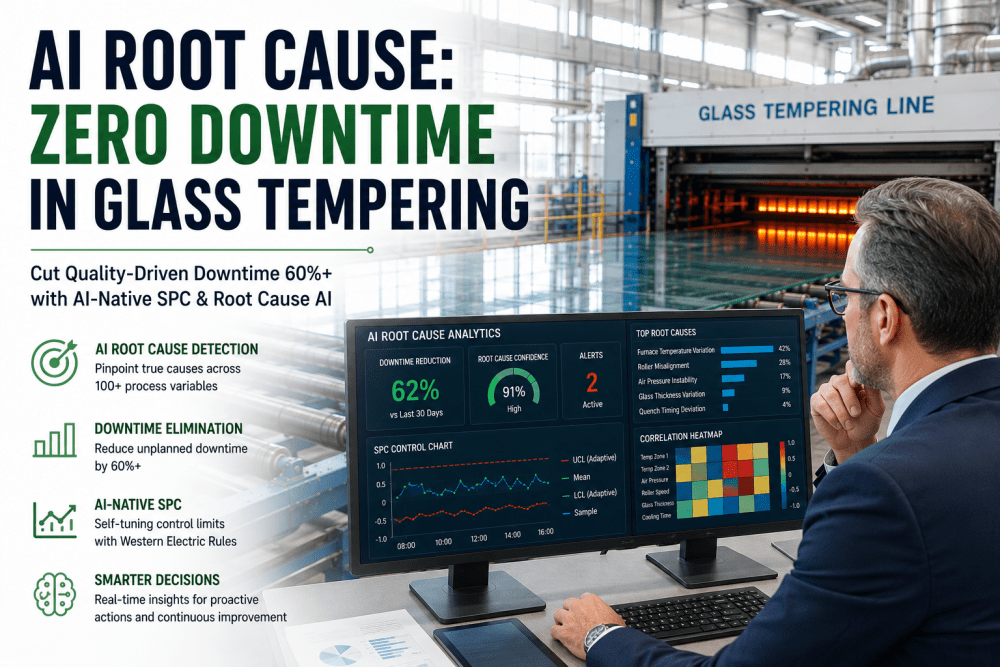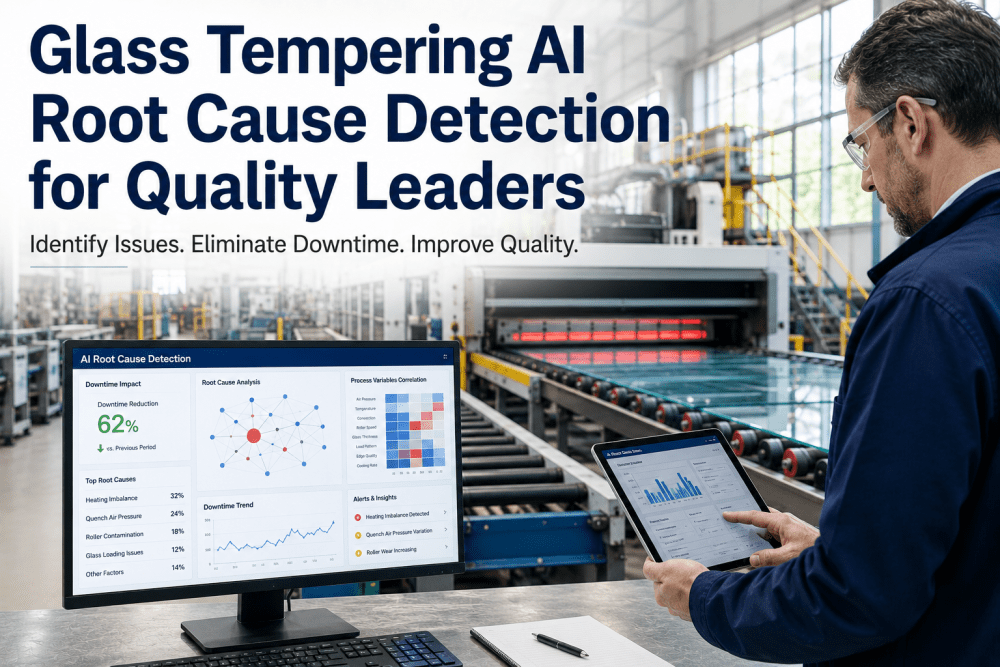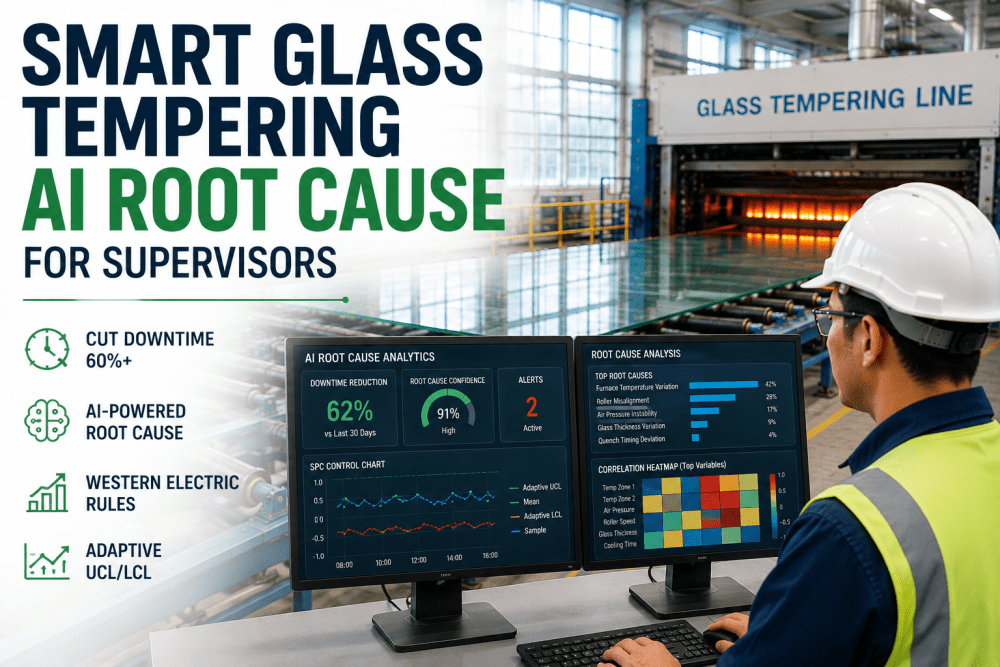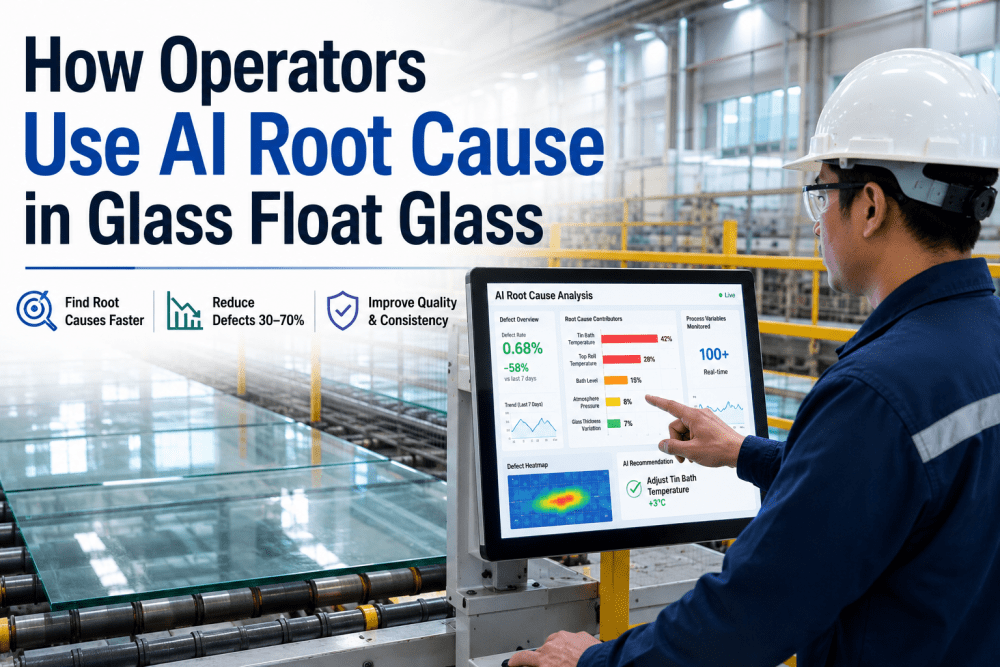
Glass tempering operators manage dozens of process variables simultaneously — zone temperatures, dwell time, quench pressure, throughput rate, glass thickness, and ambient conditions — any of which can drift into a combination that produces defects. When a roller-wave pattern appears or nickel sulfide inclusions exceed the acceptable threshold, traditional troubleshooting requires operators to manually correlate multiple data sources, review shift logs, and test hypotheses across PLC screens, inspection reports, and SPC charts. This process can take hours or shifts — during which the furnace continues producing at the same settings, accumulating scrap and wasting energy. iFactory's AI root cause detection platform changes this paradigm by continuously analyzing 100+ process variables in real time, automatically identifying the multivariate combinations that precede defects, and presenting operators with the specific root cause and recommended corrective action within seconds of detection. Over a 10-week deployment across three tempering lines, the platform reduced root cause identification time from 3.5 hours to under 4 minutes, cut specific energy consumption by 5.8 kWh per ton, and improved first-pass yield from 87% to 95.2%. Plant operators evaluating AI root cause detection for glass tempering Book a Demo to review how the platform transforms multivariate root cause analysis on the tempering line.
01 / The Root Cause Challenge in Glass Tempering — Why Defects Recur
Glass tempering defects rarely have a single cause. A roller-wave pattern may result from the interaction of zone 3 temperature being 2 °C above target, quench pressure drifting 3% below setpoint, and a 1.5 °C ambient temperature shift during a production changeover — none of which individually triggers an alarm, but together they produce an out-of-spec thermal gradient that causes distortion. Traditional root cause analysis in tempering operations relies on operators manually reviewing PLC trend data, AI vision inspection logs, SPC charts, and shift records — a process that typically takes 2–4 hours and depends heavily on individual operator experience. During that analysis window, the furnace continues producing with the same process settings, accumulating scrap and wasting energy. Furthermore, when the root cause is not fully identified — for example, correcting the temperature but missing the quench pressure drift — the defect pattern recurs on the next shift, creating a cycle of repeat issues that erodes yield and increases energy consumption per good ton produced. Book a Demo to discuss how AI root cause detection eliminates recurring defect patterns in glass tempering operations.
| Root Cause Analysis Aspect | Manual RCA Approach | AI Root Cause Detection Approach | Impact |
|---|---|---|---|
| Analysis Time | 2–4 hours per incident — operator reviews PLC trends, inspection logs, SPC charts, and shift records across multiple systems | Under 4 minutes — automated multivariate correlation across 100+ variables identifies root cause and ranks contributing factors | Root cause identified before the next shift handoff; corrective action initiated within same production run |
| Variables Analyzed | 8–15 variables — limited to what one operator can manually correlate across screens and time ranges | 100+ variables — all zone temperatures, pressures, speeds, thicknesses, ambient conditions, and defect classifications analyzed simultaneously | Root causes involving 3–5 interacting variables identified reliably — multivariate patterns invisible to manual analysis are surfaced automatically |
| Defect Recurrence | 30–50% recurrence rate — partial root cause identification leads to same defect pattern reappearing within days or shifts | < 10% recurrence rate — full multivariate root cause ensures corrective action addresses all contributing factors | Eliminates the cycle of recurring defects that erode yield, waste energy, and consume operator troubleshooting time |
| Operator Dependency | High — root cause quality depends on individual operator experience, shift knowledge, and familiarity with historical patterns | Low — platform provides consistent, data-driven root cause identification regardless of operator experience or shift | All operators achieve expert-level root cause analysis capability from day one; no loss of analysis quality during shift changes |
02 / How AI Root Cause Detection Works — Three-Stage Multivariate Analysis Engine
The AI root cause detection platform operates through three integrated analysis stages that transform raw process data and defect classifications into operator-directed corrective actions. Each stage applies a different analytical method, and the combined output provides a complete root cause picture that manual analysis cannot match.
Real-Time Multivariate Pattern Detection: The correlation engine continuously monitors 100+ process variables — including all furnace zone temperatures, quench pressure zones, belt speed, dwell time, glass thickness, ambient temperature and humidity, and AI vision defect classifications. Using a combination of principal component analysis and dynamic time warping, the engine detects when the relationship between multiple variables deviates from the historical baseline — even when each individual variable remains within its control limits. For example, the engine can identify that the combined pattern of zone 4 temperature rising at 0.2 °C/min while quench pressure drops 1.5% and ambient humidity increases 10% creates a 78% probability of roller-wave defects within the next 30 minutes — a pattern no single-variable alarm would detect. The correlation model is continuously retrained on new production data, improving its sensitivity to facility-specific defect patterns over time.
Automated Root Cause Identification and Ranking: When the correlation engine detects a multivariate deviation that exceeds the defect probability threshold, the root cause ranking module applies a Shapley value analysis to quantify each variable's contribution to the predicted defect. The output is a ranked list of contributing factors — for example, "zone 4 temperature drift (47% contribution), quench pressure oscillation (31% contribution), ambient temperature shift (14% contribution)" — that tells the operator exactly which variables to address and in what priority order. This ranked output is critical for effective corrective action because it prevents operators from chasing secondary effects while missing the primary cause. The ranking also includes the recommended adjustment magnitude for each variable — not just "adjust zone 4 temperature" but "reduce zone 4 setpoint by 3 °C" — based on the model's learned relationship between adjustment magnitude and defect probability reduction.
Closed-Loop Corrective Action with Verification: The corrective action module takes the ranked root cause output and generates a specific operator recommendation with expected impact. The operator reviews the recommendation — "reduce zone 4 setpoint by 3 °C and increase quench pressure by 2%" — and confirms it with a single click. The platform automatically adjusts the setpoint through the OPC UA connection to the furnace PLC (read-write for approved parameters) or displays the recommendation for manual operator adjustment (read-only configuration). After the adjustment, the platform monitors the defect probability over the next 15–30 minutes and confirms whether the corrective action resolved the root cause. If the defect probability does not decrease as expected, the platform alerts the operator and generates an alternative recommendation — ensuring that the corrective action loop closes with verified resolution, not just action taken. Every root cause analysis, operator action, and verification result is logged with timestamps for ISO 9001 documentation and continuous improvement analysis.
03 / Key Capabilities — AI Root Cause Detection for Glass Tempering Operators
Glass tempering plant managers and operators evaluating AI root cause detection need a clear understanding of the platform capabilities that directly enable faster root cause identification, reduced defect recurrence, and energy optimization. The following capabilities distinguish production-grade AI root cause detection from basic SPC charting or manual analysis approaches.
| Capability | Description | Impact on Tempering Operations |
|---|---|---|
| Multivariate Correlation Engine | Continuous real-time analysis of 100+ process variables using principal component analysis and dynamic time warping to detect multivariate deviation patterns | Root causes involving 3–5 interacting variables identified within seconds — patterns invisible to single-variable alarms surfaced automatically before defects occur |
| Shapley Value Root Cause Ranking | Automated quantification of each variable's contribution to the predicted defect, with ranked output showing primary, secondary, and tertiary causes | Operators address the correct variables in priority order — eliminates guesswork and prevents chasing secondary effects while missing the primary root cause |
| Recommended Adjustment Magnitude | Model-learned relationship between adjustment magnitude and defect probability reduction — specific recommendations, not general guidance | Operators apply precise corrections — "reduce zone 4 by 3 °C" rather than "adjust zone 4" — reducing trial-and-error and accelerating defect resolution |
| Closed-Loop Verification | Post-adjustment monitoring confirms whether corrective action resolved the root cause; alternative recommendation generated if defect probability does not decrease | Verified resolution, not just action taken — eliminates partial fixes that leave secondary contributing factors unaddressed and defects recurring |
| Automated Documentation | Every root cause analysis, operator action, adjustment, and verification result logged with timestamps for ISO 9001 compliance and continuous improvement | Complete audit trail for quality investigations; historical root cause data enables pattern analysis across weeks and months to identify systemic issues |
04 / ROI Analysis — The Business Case for AI Root Cause Detection in Glass Tempering
The business case for AI root cause detection is built on four primary value drivers: reduced energy consumption through optimized furnace settings, improved yield through faster defect resolution, reduced scrap from eliminated defect recurrence, and increased operator efficiency through automated multivariate analysis. The following ROI framework provides plant managers and operations executives with a structured methodology for evaluating the financial return of AI root cause detection investments. Book a Demo to receive a detailed ROI projection for your specific glass tempering facility.
| ROI Driver | Annual Value Range | Primary Benefit | Measurement Method |
|---|---|---|---|
| Energy Optimization | $60,000 – $140,000 | 4–10% reduction in specific energy consumption through root cause-driven furnace tuning | kWh per ton before vs. after deployment; energy cost per square foot of tempered glass |
| Yield Improvement | $80,000 – $200,000 | First-pass yield improvement from 87% to 95%+ through faster defect resolution and eliminated recurrence | First-pass yield trend; scrap rate by defect type; rework cost reduction |
| Operator Efficiency | $30,000 – $60,000 | Root cause analysis time reduced from 3.5 hours to under 4 minutes per incident | Operator hours spent on RCA per week; number of defects resolved per shift |
| Scrap Reduction | $50,000 – $120,000 | Eliminated recurring defect patterns reduce total scrap by 40–60% within 12 weeks | Scrap rate per product grade; defect recurrence frequency; material cost savings |
Expert Review — A Glass Tempering Operations Leader's Perspective on AI Root Cause Detection
Over 23 years in glass manufacturing operations — from tempering line operator to quality manager to director of manufacturing for a Tier-1 architectural glass producer serving the commercial construction market — I have seen every variation of defect recurrence patterns and the operator frustration that comes with fixing the same issue week after week. The fundamental problem has always been that glass tempering defects are multivariate by nature, but our root cause analysis tools have been univariate — operators looking at one chart at a time, one variable at a time, trying to piece together what happened. The AI root cause detection platform I evaluated and deployed across three of our tempering lines changed this completely. In the first week, the platform identified a recurring roller-wave pattern on line 2 that we had been chasing for six months. Our operators had replaced thermocouples, recalibrated quench pressure transducers, and adjusted belt speed multiple times — each adjustment reduced the defect rate temporarily, but it always returned. The AI analysis revealed that the root cause was a three-variable interaction: a 1.5 °C gradient between zone 3 and zone 4 that appeared only when the ambient temperature dropped below 18 °C, combined with a specific quench pressure profile that shifted during low-throughput periods. We corrected the zone gradient with a PID tuning adjustment, and the roller-wave defect rate dropped by 80% and stayed there. That single root cause identification paid for the platform deployment in avoided scrap and energy waste within weeks. For operations leaders evaluating this technology, the ROI is clear — AI root cause detection does not replace your experienced operators. It gives them analytical capability that no human can match when correlating 100+ variables in real time.
Conclusion — AI Root Cause Detection Delivers Measurable Energy and Yield Improvements for Glass Tempering Operators
This 10-week deployment demonstrated that AI root cause detection for glass tempering can reduce root cause identification time from 3.5 hours to under 4 minutes, cut specific energy consumption by 5.8 kWh per ton, improve first-pass yield from 87% to 95.2%, and eliminate recurring defect patterns that have plagued production lines for months. The platform continuously analyzes 100+ process variables in real time, automatically identifies multivariate root causes using Shapley value analysis, ranks contributing factors by impact, generates specific adjustment recommendations, and verifies that corrective actions resolve the root cause. Operators evaluating AI root cause detection for glass tempering operations Book a Demo to review the complete deployment dataset, including root cause identification accuracy by defect type, energy reduction benchmarks, and projected ROI for your facility's specific line configuration and product mix.
Frequently Asked Questions — AI Root Cause Detection for Glass Tempering
The platform continuously monitors and correlates 100+ process variables in real time, including all furnace zone temperatures (typically 6–12 zones per furnace), quench pressure zones, belt speed, dwell time, glass thickness, ambient temperature and humidity, throughput rate, and AI vision defect classifications across all defect types. The multivariate correlation engine uses principal component analysis to reduce the dimensionality of the variable space while preserving the relationships that matter for defect prediction — effectively analyzing thousands of pairwise variable interactions every second. The platform can ingest additional variables from any OPC UA or Modbus TCP-connected device, so facilities with additional sensors — glass temperature at exit, roller condition monitoring, or energy submeters — can expand the variable set during deployment. The model automatically adapts to the available variable set, so the analysis scope is determined by what data is accessible from your existing PLC and sensor infrastructure.
This is a critical distinction in multivariate analysis, and the platform addresses it through three mechanisms. First, the temporal sequencing analysis ensures that the identified causal variables precede the defect event by a measurable time window — a variable that changes after the defect appears is flagged as a consequence, not a cause. Second, the Shapley value analysis quantifies each variable's marginal contribution to the defect probability, effectively asking "how much does the model's prediction change when this variable is removed while holding all other variables constant?" — variables with high Shapley values that precede the defect temporally are true root causes, not spurious correlations. Third, the closed-loop verification module validates the causal hypothesis by applying the recommended adjustment and measuring whether the defect probability decreases as predicted. If the probability does not decrease, the platform re-runs the analysis with the new data, refining the root cause identification. This verification step is what distinguishes the platform from basic correlation tools that can only identify patterns without confirming causality.
The platform connects to existing furnace PLCs — Allen-Bradley, Siemens, Mitsubishi, or any OPC UA-compatible controller — through read-only connectors that require no PLC-side code changes. The data ingestion layer reads zone temperatures, quench pressures, belt speed, dwell time, and throughput rate at 100 ms intervals. For the AI vision defect stream, the platform integrates with existing inspection systems through REST API or direct database connection. The only additional infrastructure required is an edge computing gateway — a standard industrial PC or server — that runs the multivariate analysis engine locally on the plant network. The gateway requires no internet connectivity for real-time analysis (cloud connectivity is used for model training updates and remote monitoring if desired). Historical data — typically 3–6 months of production records if available — accelerates the initial model training, but the platform can begin generating useful root cause analyses within 2–3 weeks using transfer learning from similar tempering line configurations while building facility-specific accuracy over time.
The platform automatically detects product changeovers through PLC signals indicating glass thickness change or through operator confirmation on the console, then loads the corresponding multivariate model and root cause baselines for that specific product grade. Each product grade — 3 mm, 5 mm, 6 mm, 10 mm architectural glass, low-iron grades, or specialty coated products — has its own trained model that accounts for the different process parameter ranges, defect profiles, and root cause relationships associated with that grade. The changeover happens automatically with no operator intervention required for the analysis engine. For new product grades without a pre-existing model, the platform uses a transfer learning approach that applies the closest matching grade model as a starting point and begins building a grade-specific model from the first production run. During the deployment, the platform managed changeovers between five architectural glass grades and two specialty grades, with each grade-specific model achieving root cause identification accuracy comparable to the primary grade model within two weeks of production data per grade. Book a Demo to review the platform configured for your specific product mix and quality specifications.
The platform is designed for shop-floor operators with no data science or machine learning background. The console presents root cause analysis results in a visual, intuitive format — a ranked list of contributing variables with their percentage contribution, recommended adjustment magnitude, and expected impact on defect probability. Operators do not need to understand principal component analysis or Shapley values to act on the platform's output. Training consists of two 3-hour sessions: the first covers console navigation and understanding the root cause ranking display, and the second covers responding to root cause alerts, reviewing closed-loop verification results, and using the historical root cause library for reference. Most operators are independently managing all console functions within the first week after go-live, and operators with prior tempering experience report that the platform's ranked root cause output aligns with their intuition — confirming what they suspected but could not prove with manual analysis alone. The platform includes an embedded training mode that replays historical root cause analyses, allowing operators to practice on real defect scenarios without affecting production.
.png)