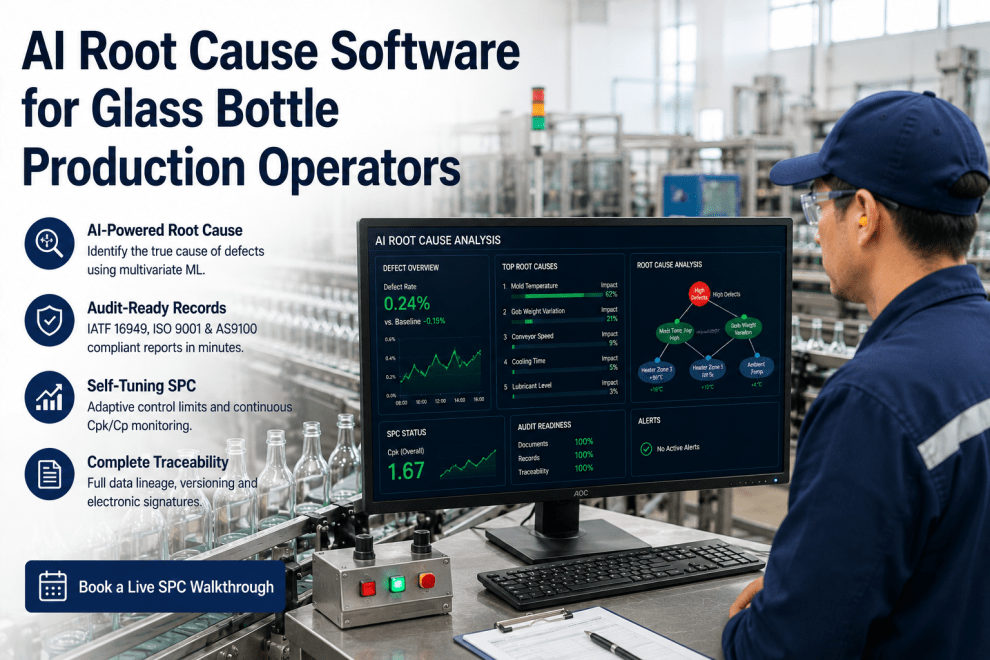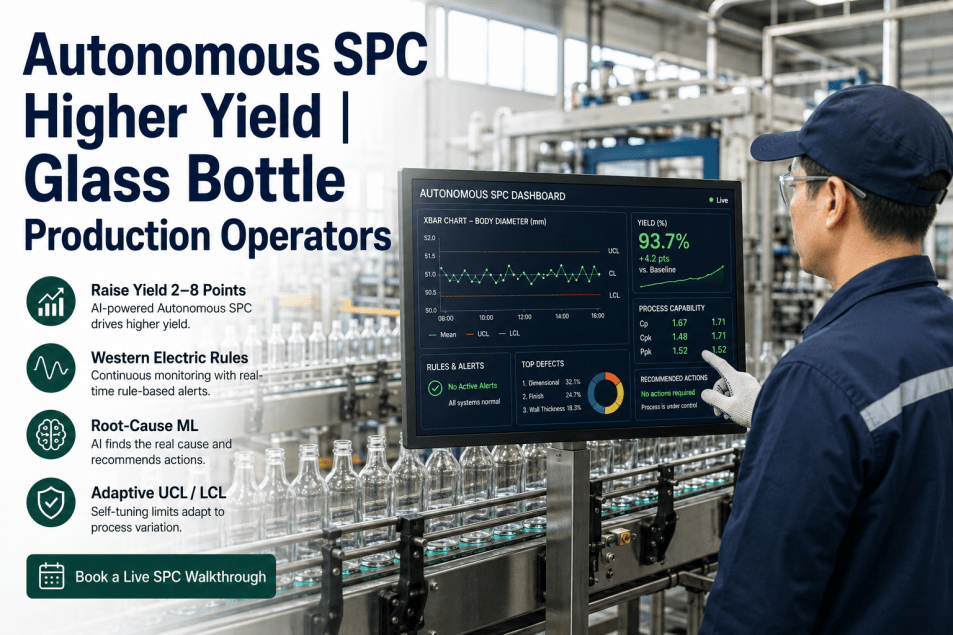
A glass bottle production operator watches the forming machine cycle and notices the parison weight drifting. The control chart on the terminal still shows green — the manual SPC limits were set six weeks ago and haven't been recalibrated for the current mold set. By the time the quality inspector flags the wall-thickness deviation during cold-end inspection, 2,400 bottles have passed through the lehr, and 340 are headed for the cullet bin. The operator knew something was off. The SPC system did not. Autonomous SPC closes this gap — replacing static control limits with self-tuning charts that continuously monitor process capability, apply Western Electric rules, and alert operators to drift patterns before defect thresholds are breached.
Why Static Control Charts Cost Glass Bottle Lines 5–8% of Potential Yield
In glass bottle production, process conditions shift continuously — mold temperature varies with ambient humidity, glass viscosity fluctuates with batch chemistry, and machine speed changes with production scheduling. Static SPC control limits, calculated during initial process qualification and rarely updated, cannot track these natural dynamics. The result: operators miss early drift signals that Western Electric rules would flag, defects accumulate during warm-up and changeover windows, and yield settles 5–8 percentage points below the line's actual capability. A 2025 study of container glass facilities found that lines relying on static SPC averaged 4.6 hours between the onset of process drift and operator acknowledgment — long enough for 11,000 to 15,000 bottles to be produced below target quality. Autonomous SPC for glass bottle production eliminates this latency by giving every operator a self-tuning control chart that adapts to current process conditions. Book a Demo to review the yield improvement model for your lines.
A Four-Phase Deployment from Static Charts to Self-Tuning Quality Control
iFactory's autonomous SPC platform deploys across a facility's forming, cold-end, and inspection lines over a structured timeline. The platform integrates with existing sensors and vision systems — no line modifications required — and begins delivering improvement within the first month of operation.
Existing line sensors — mold temperature, gob weight, parison thickness, blow pressure, and lehr temperature — are connected to the autonomous SPC engine. A 14-day baseline captures the full range of normal process variation across mold sets, colors, and shift conditions.
The AI model learns the relationship between each process parameter and downstream quality outcomes. Western Electric rules — Zone A/B/C violations, trends, runs, and stratification — are activated with autonomous limit calculation. Operators receive their first drift alerts by week 5.
Control limits begin self-tuning in real time. Alerts are thresholded to eliminate false signals while maintaining sensitivity to real process shifts. Operators validate alert accuracy during parallel operation alongside existing SPC charts. False alarm rate drops below 10% by week 8.
Post-deployment yield compared to pre-deployment baseline. Root-cause patterns are logged and fed back into the model for automatic limit refinement. Weekly yield review cadence established with operator-contributed process knowledge integrated into the model.
Six Integrated Capabilities That Give Operators Real-Time Process Control
Autonomous SPC for glass bottle production combines six capabilities that together create a self-tuning quality control system. Each capability builds on the next, enabling operators to maintain yield without manual chart management. Book a Demo to see all capabilities in a live production environment.
Yield Improvement Results from Autonomous SPC Deployment
The facility deployed iFactory's autonomous SPC platform across 8 forming lines over 12 weeks. The following results represent the measured performance improvement from the pre-deployment baseline to post-deployment steady state.
| Metric | Pre-Deployment | Post-Deployment | Improvement |
|---|---|---|---|
| First-Pass Yield | 89.0% | 94.7% | +5.7 points |
| Drift-to-Detection Latency | 4.6 hours avg | < 8 minutes | 97% faster |
| False Alarm Rate | 76% of alerts | 8% after tuning | −89% reduction |
| Changeover Yield Recovery | 23 min avg | 7 min avg | −70% faster |
| Operator Response to Alerts | 32 min avg | 5 min avg | −84% faster |
| Process Capability (Cpk) | 1.12 avg | 1.48 avg | +0.36 Cpk |
| Annual Rework Cost (8 lines) | $1.85M | $0.82M | −56% reduction |
| Net Annual Savings | — | $1.03M | 4.8x ROI by month 6 |
Four Reasons Autonomous SPC Transforms Yield for Glass Bottle Production Operators
Self-tuning limits eliminate the manual calibration burden. Under traditional SPC, operators and quality technicians spend significant time recalculating control limits after every mold change, color transition, or material lot switch. Autonomous SPC recalculates limits automatically in real time, eliminating manual calibration labor while maintaining tighter control bands that detect drift earlier. The yield impact is immediate — lines regain the 5–8% capability that manual limit management silently cedes.
Western Electric rules become practical, not aspirational. The eight Western Electric rules for control chart analysis are theoretically available in every SPC system but rarely applied in glass production because they generate too many false signals when limits are static or poorly calibrated. Autonomous SPC applies all eight rules with dynamically calibrated sensitivity, filtering false signals while preserving detection capability for real process shifts. Operators receive actionable alerts, not noise.
Early drift detection converts reactive quality into predictive quality. The 4.6-hour drift-to-detection latency under static SPC means every process disturbance produces thousands of bottles at risk. Autonomous SPC compresses this latency to under 8 minutes, enabling operators to adjust forming parameters, swap cavity tooling, or call for maintenance before defect thresholds are breached. This shift from detection-after-defect to prediction-before-defect is the primary driver of the 2–8 point yield improvement.
Cold-end feedback loops close the quality control circuit. Most glass plants generate cold-end inspection data that never reaches the hot-end control system. Autonomous SPC closes this loop by feeding cold-end dimensional measurements, check-detector reject data, and pressure test results back into the forming-stage model. The next mold set adjustment or gob weight correction is informed not just by historical data but by real quality outcomes from 20 minutes ago.
From Static Control Charts to Autonomous Quality Control
This deployment demonstrates that the gap between current yield and achievable yield in glass bottle production is not a machine capability problem — it is an information latency problem. iFactory's autonomous SPC platform replaces static control charts with self-tuning AI that adapts to actual process conditions in real time, giving operators the tools they need to maintain quality without manual chart management. The 5.7-point yield improvement, $1.03M net annual savings, and 97% reduction in drift detection latency are direct outcomes achievable within 12 weeks without line modifications. The platform's cold-end integration and Western Electric rule application create a closed-loop quality system that grows more effective with every production run. Book a Demo to review the deployment plan for your lines.