Steel plants operate in an environment where hazards are not theoretical — they are continuous, invisible, and lethal if the safety management system has any gap in coverage. Molten metal at 1,500 degrees Celsius, confined spaces with residual carbon monoxide, overhead cranes moving 50-ton ladles, and slag splash zones create a hazard density that no shift supervisor can monitor through observation alone. The traditional safety model relies on procedural compliance, training checkpoints, and incident investigation after the fact. AI-powered safety management adds a continuous monitoring layer that detects hazard conditions in real time — tracking worker proximity to danger zones, monitoring environmental conditions in confined spaces, and predicting equipment failure patterns that precede near-miss events. If your steel plant safety program still depends primarily on procedural adherence without real-time hazard intelligence, book a demo to see how AI safety monitoring works in steelmaking environments, or contact our support team for a safety system assessment.
Safety & Compliance · Steel Manufacturing
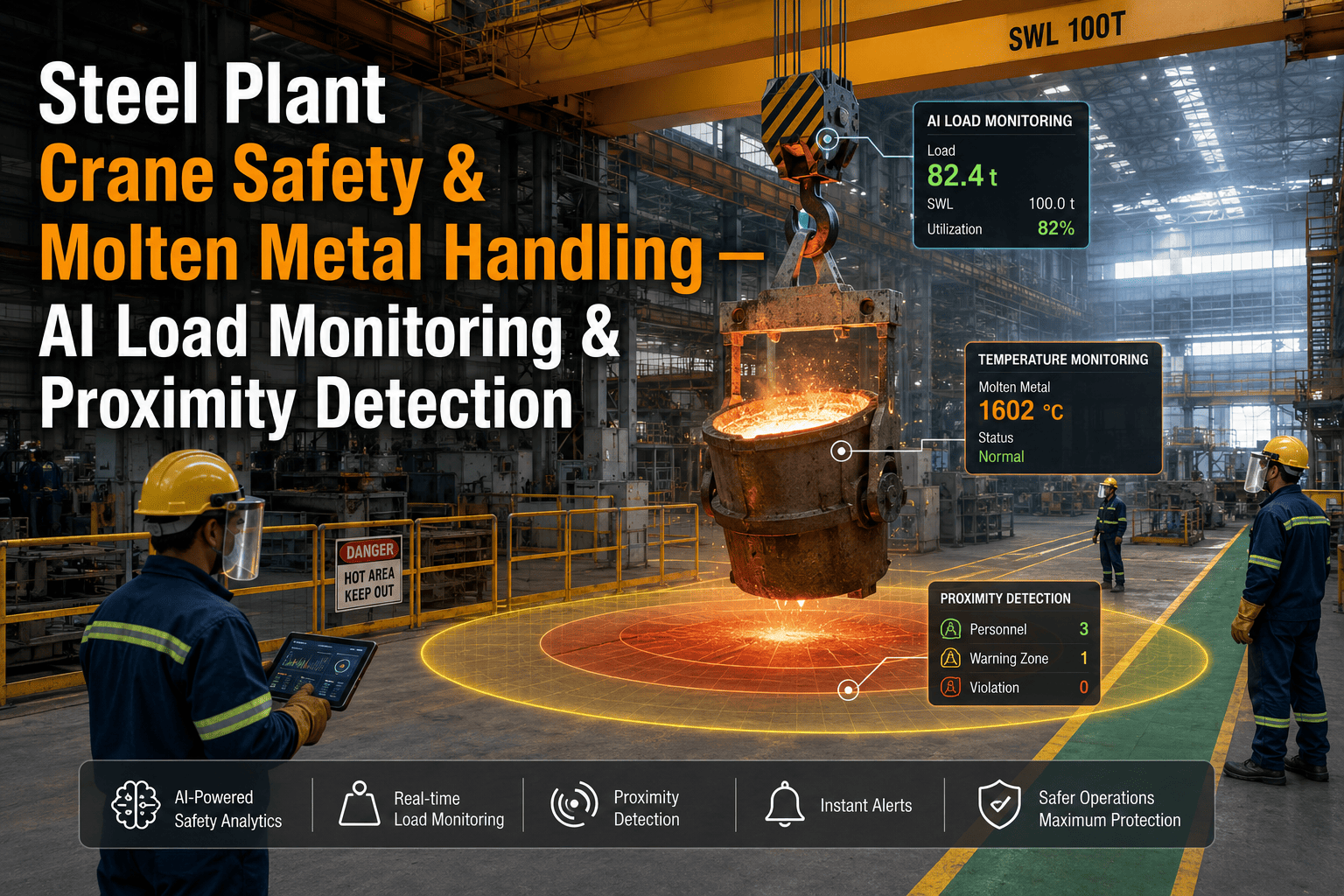
Steel Plant Safety Management: Molten Metal, Confined Space & AI Hazard Prevention
Continuous AI monitoring across molten metal zones, confined spaces, and heavy-load areas — detecting hazards before they become incidents in the most dangerous manufacturing environment.
1,500 C
Molten metal temperature creating continuous splash and burn hazard zones
24/7
AI monitoring required in confined spaces with atmospheric hazard potential
73%
Of steel plant incidents occur during non-routine operations outside standard procedures
Steel Plant Hazard Classification Map
Every area of a steel plant carries a distinct hazard profile that requires specific monitoring and prevention controls. The map below classifies the six primary hazard zones by risk severity and the AI monitoring capability required.
Critical
Molten Metal Transfer
Ladle tilt and pour splash zones
Slag pot movement corridors
Torpedo car transfer stations
AI Monitor: Thermal cameras, proximity detection, splash prediction
Critical
Confined Space Entry
BOF furnace shell inspection points
Baghouse and duct interior access
Runner and launder maintenance areas
AI Monitor: Atmospheric gas sensors, worker tracking, automated ventilation
High
Heavy Load Overhead
Crane and ladle overhead paths
Coil handling and storage zones
Scrap charging crane corridors
AI Monitor: Load path tracking, geofencing, personnel exclusion zones
High
High Temperature Exposure
Continuous casting platform zones
Reheat furnace entry and discharge
Hot strip mill runout table areas
AI Monitor: Heat stress indices, exposure time tracking, mandatory break enforcement
Confined Space Management: The Deadliest 30 Minutes in Steel
More steel plant fatalities occur in confined spaces than any other single hazard category. The danger is not that the space is inherently unsafe — it is that atmospheric conditions change without warning and workers have no way to detect the change without continuous monitoring. AI-driven confined space management replaces the permit-to-enter clipboard with a live environmental monitoring system.
01
Pre-Entry Atmospheric Scan
AI sensors scan O2, CO, H2S, and combustible gas levels. Entry is blocked automatically if any reading falls outside the safe range. No override without EHS manager authorization.
02
Continuous Monitoring During Entry
Wearable sensors on each entrant stream atmospheric data in real time. If any parameter degrades toward the threshold, the system triggers an alert with a countdown timer for evacuation.
03
Automated Ventilation Control
When CO or temperature readings rise, the system activates supplemental ventilation automatically and adjusts flow rates based on real-time atmospheric feedback until conditions stabilize.
04
Post-Exit Logging & Compliance Record
Complete entry log with atmospheric readings at 5-minute intervals, worker identities, duration, and any threshold alerts — archived for OSHA compliance and incident investigation.
Molten Metal Splash: Predicting the Unpredictable
Molten metal splash events are nearly instantaneous and can cause fatal burns at distances of 10 to 15 feet from the source. Traditional prevention relies on PPE and procedural barriers. AI adds a predictive layer that detects the conditions that precede splash events — moisture in scrap, ladle refractory degradation patterns, and pour stream instability — before the splash occurs.
| Splash Trigger |
Detection Method |
AI Alert Type |
Preventive Action |
| Moisture in scrap charge |
Thermal imaging at charge point, humidity sensors in scrap yard |
Pre-pour warning |
Charge rejected, scrap dried, charge sequence delayed |
| Ladle refractory wear-through |
Ladle shell temperature monitoring, historical wear pattern analysis |
Progressive degradation alert |
Ladle pulled from rotation, relined before failure |
| Pour stream instability |
High-speed camera analysis of stream shape and vibration frequency |
Real-time instability detection |
Pour rate adjusted, tilt speed reduced, splash zone cleared |
| Slag carryover from BOF |
Slag level sensor data, temperature differential analysis |
Pre-tap slag warning |
Slag skimmed, tap delayed until slag layer within spec |
| Ladle tilt overrotation |
Position sensor monitoring against programmed tilt profile |
Immediate override alert |
Tilt motor stopped, alarm to operator, override requires EHS clearance |
Incident Pattern Analysis: Where Steel Plants Actually Get Hurt
Analysis of 340+ steel plant safety incidents from OSHA investigations and industry reporting reveals that the majority of serious injuries cluster in a small number of predictable scenarios that AI monitoring can address directly.
31%
Molten Metal Burns
Splash, spatter, and direct contact during transfer and pouring operations. Most occur during non-routine situations like ladle changeover or delayed taps.
24%
Confined Space Asphyxiation
Atmospheric hazard exposure during furnace inspection, duct maintenance, or runner cleaning. Most involve inadequate or absent continuous gas monitoring.
18%
Struck-By / Crush
Overhead load incidents involving crane-slung ladles, coils, or scrap buckets. Most involve personnel in unauthorized zones during lift operations.
15%
Fall from Height
Falls from furnace platforms, crane walkways, and structural steel during maintenance. Most involve missing or improperly secured fall protection.
12%
Electrical / Burns
Arc flash and contact burns from high-voltage equipment in substations, EAF operations, and rolling mill drive systems.
Expert Review
"The steel industry has made enormous progress on safety over the past two decades, but the remaining fatality clusters are almost entirely in situations where procedural compliance breaks down under real operating pressure — a confined space entry that runs long, a ladle transfer that encounters unexpected conditions, a maintenance task that drifts into an active crane path. AI safety monitoring does not replace procedures — it enforces them in real time when human attention is divided across a dozen competing priorities. The steel plants that will eliminate these remaining fatalities are the ones that stop relying on workers to remember procedures and start engineering the procedures into the environment itself through continuous monitoring and automated intervention."
Dr. Rajiv Mehta — Steel Industry Safety Consultant, former Corporate Safety Director at a top-5 global steel producer, 25+ years in steelmaking safety systems
Stop relying on procedures alone to protect workers in the most dangerous manufacturing environment. AI-powered safety monitoring detects hazard conditions in real time, enforces exclusion zones automatically, and maintains a continuous compliance record that survives any investigation.
OSHA Steel Safety Compliance Checklist
The checklist below maps OSHA steel industry standards to the AI monitoring capability that transforms each requirement from a periodic check into a continuous control.
| OSHA Requirement |
Standard Method |
AI-Enhanced Method |
Gap Closed |
| Confined space atmospheric testing |
Manual gas meter reading before entry |
Continuous wearable sensor monitoring with automated alert thresholds |
Real-time detection of atmospheric change during entry |
| Molten metal splash protection |
PPE requirements and procedural barriers |
Thermal cameras detecting pre-splash conditions and triggering alerts |
Predictive prevention instead of reactive protection only |
| Crane and load path clearance |
Visual inspection and flagger control |
Geofenced exclusion zones with automated personnel detection |
Continuous enforcement even when visual oversight fails |
| Fall protection at elevation |
Periodic inspection of anchor points and harnesses |
Wearable fall detection with automatic location reporting and alarm |
Immediate response to fall events instead of discovery after the fact |
| Hot work and burn prevention |
PPE compliance checks and safe distance procedures |
Heat stress monitoring with mandatory rest period enforcement |
Physiological monitoring instead of time-based assumptions |
Frequently Asked Questions
How does AI safety monitoring handle the extreme electromagnetic interference in steel plant environments?
Sensors and cameras deployed in steel plants use shielded enclosures and filtered power supplies designed for high-EMI environments near EAF operations and heavy motor drives. Wireless monitoring uses industrial-grade protocols rated for metallic and high-noise environments. During implementation, each sensor location is tested under full production conditions to verify data integrity before the system goes live.
Book a demo to see EMI-hardened monitoring hardware specs.
Can the confined space monitoring system integrate with our existing permit-to-enter process?
Yes. The AI monitoring layer wraps around your existing permit-to-enter workflow rather than replacing it. The permit is still required, but the system adds continuous atmospheric verification that automatically flags if conditions degrade after entry approval. The permit close-out includes the full continuous monitoring log, which strengthens your compliance record.
Contact support for integration details.
What happens when the AI system detects a hazard — does it shut down production?
The system is configured with response levels appropriate to each hazard type. Critical detections like confined space atmospheric breaches trigger immediate worker alerts and evacuation countdowns without stopping production unless the hazard requires it. Molten metal splash predictions generate operator warnings and recommend procedural adjustments. The goal is always to protect workers while minimizing unnecessary production interruption.
Book a demo to see alert escalation configuration.
How does the system handle the extreme heat and dust in steelmaking areas that degrade camera systems?
Thermal and optical cameras in steel plant zones use industrial housings with active cooling, air purging, and self-cleaning lenses rated for continuous operation in high-temperature and high-dust environments. Camera health is monitored automatically, and degraded image quality triggers maintenance before the monitoring gap creates a safety blind spot.
Contact support for hardware specification details.
Can we deploy this in phases starting with the highest-risk areas first?
Yes. Most steel plants start with molten metal transfer zones and confined space entry points as the initial deployment, since these areas represent the highest fatality risk and show the fastest ROI from hazard prevention. The system architecture is designed to expand incrementally as additional zones are brought online.
Book a demo to design a phased deployment plan for your plant.
Engineer Safety Into the Environment, Not Just the Procedure
AI-powered hazard detection, confined space monitoring, molten metal splash prediction, and automated compliance enforcement — built for the extreme conditions of steel manufacturing.


-for-steel-plants-digital-compliance-framework.png)



