Industrial facilities worldwide operate thousands of analog gauges, dials, and indicators that were installed decades before digital sensors became standard — pressure gauges on steam headers, temperature dials on heat exchangers, flow indicators on process lines, vacuum gauges on packaging equipment, level indicators on storage vessels, and amp meters on motor control panels. These instruments carry real-time process intelligence that operators and maintenance teams need to act on, but their readings exist only in the physical world: a needle position on a scale that is visible to the human eye standing in front of it, recorded by a technician with a clipboard during a patrol round, and entered manually into a log that may not be reviewed until hours or shifts later. The structural problem with this model is not that the gauges are wrong — it is that the information they carry cannot be monitored continuously, cannot trigger alerts when readings deviate from safe operating ranges, and cannot feed into the predictive maintenance and process control systems that modern operations depend on for intelligent decision-making. Retrofitting digital sensors to replace legacy analog instruments requires equipment shutdown, pipe penetrations, and capital expenditure that is economically unjustifiable for many gauge populations. iFactory's AI vision camera platform with predictive maintenance vision solves this problem without any of these costs — deploying cameras that read analog gauges, dials, and indicators continuously in real time, converting needle position to a digital reading with the accuracy of a trained instrument technician, and routing the data to CMMS, SCADA, and process monitoring systems without touching the instruments themselves. Facilities operations and maintenance leaders evaluating how to extract continuous monitoring value from their legacy instrument population regularly choose to Book a Demo with iFactory's engineering team to see gauge reading accuracy demonstrated on their specific instrument types.
AI VISION GAUGE READING · ANALOG DIGITISATION · PREDICTIVE MAINTENANCE VISION
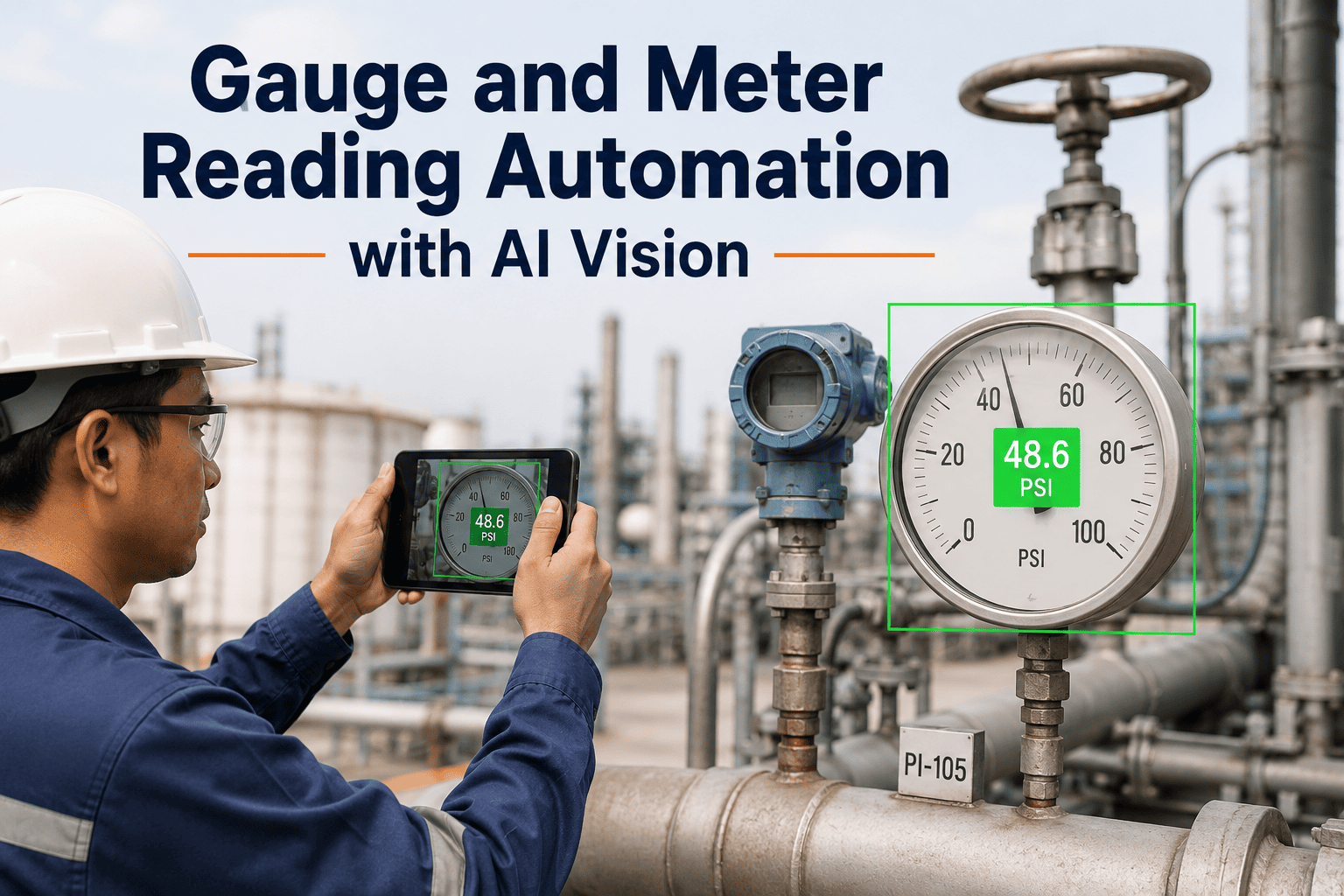
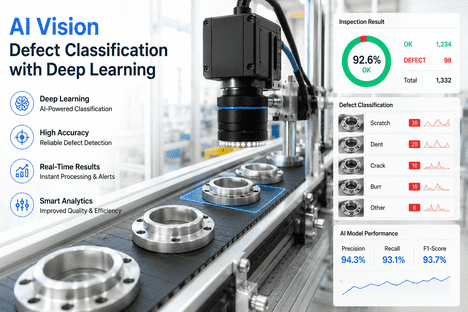
Continuously Monitor Every Analog Gauge in Your Facility — Without Replacing a Single Instrument.
iFactory's AI vision camera platform reads analog pressure gauges, temperature dials, flow indicators, and panel meters in real time — digitising your legacy instrument population without sensor retrofits, shutdowns, or pipe penetrations.
The Legacy Instrument Problem — and Why Sensor Replacement Is Not the Answer
Most industrial facilities have invested decades in analog instrumentation — and most of it works correctly. Pressure gauges that have accurately indicated line pressure for twenty years do not need to be replaced because their readings cannot be transmitted to a historian. The argument for replacing them with digital transmitters carries a cost profile that facility economics consistently reject: instrument replacement on a large process unit involves shutdown planning, isolation procedures, pipe and vessel penetrations or fitting modifications, instrument loop wiring, control system I/O card provisioning, calibration, and commissioning — with per-instrument costs ranging from $500 to $5,000 depending on process conditions, material specifications, and access requirements. For a facility with 500 analog gauges, the capital cost of wholesale digital replacement can reach $1–2 million before accounting for shutdown duration and production loss. This is why 73% of industrial facilities continue to rely primarily on manual operator rounds to capture analog instrument readings — not because digital monitoring is undesirable, but because the economics of conventional digitisation are prohibitive at the scale of a typical legacy instrument population. iFactory's AI vision camera platform changes this economics entirely. Camera-based gauge reading installs in hours without touching the instrument, requires no shutdown, no process penetration, and no control system I/O — at a fraction of the per-point cost of digital transmitter replacement — while delivering equivalent continuous monitoring capability from the same instrument that operators have trusted for decades.
±0.5%
Full scale reading accuracy achieved by AI vision gauge reading on standard analog pressure and temperature instruments
73%
Of industrial facilities still relying on manual patrol rounds to capture analog instrument readings
90%+
Reduction in manual round labor for gauge reading when AI vision continuous monitoring replaces patrol inspection
Zero
Process shutdowns, pipe penetrations, or I/O wiring required for AI vision gauge reading deployment on existing instruments
Instrument Coverage
Gauge and Dial Types Readable by AI Vision — Across Process Industries
iFactory's AI vision gauge reading platform covers the full range of analog instrument types found in process manufacturing, utilities, pharmaceutical, food and beverage, and industrial facilities — from bourdon tube pressure gauges to bimetallic temperature indicators, from rotameter flow indicators to panel-mounted ammeters and voltmeters. Each instrument type requires specific AI model training to correctly interpret the scale graduation, dial geometry, and needle design of that instrument class. iFactory's gauge reading models are trained on extensive libraries of real industrial gauge imagery across manufacturers and vintages — enabling accurate reading without requiring bespoke model development for each individual gauge in the facility.
01
Pressure Gauges — Bourdon Tube and Diaphragm Types
Pressure gauges are the most ubiquitous analog instrument in industrial facilities — appearing on every steam, compressed air, water, gas, and process fluid line where pressure monitoring is required. AI vision reading of bourdon tube and diaphragm pressure gauges achieves ±0.5% full-scale accuracy across pressure ranges from vacuum to 700 bar, on gauges from 50 mm to 250 mm dial diameter, across all major manufacturers' dial formats and scale graduations. Continuous pressure monitoring via AI vision enables alarm generation when pressure deviates from safe operating bands — replacing the manual round check that currently provides the only monitoring signal between operator patrol visits.
02
Temperature Gauges and Thermometers — Bimetallic and Filled System
Bimetallic and filled system temperature gauges indicate process temperature at points where thermocouple and RTD sensor installation would require costly process connection work. Temperature gauge reading via AI vision provides continuous temperature monitoring of bearing housings, motor windings, heat exchanger outlet streams, and vessel contents that are currently inspected only during patrol rounds. Temperature trend monitoring via AI vision enables early detection of heat exchanger fouling, bearing degradation, and insulation failure — failure modes whose first detectable signal is a temperature deviation that a manual patrol round checks too infrequently to catch at the earliest stage.
03
Flow Indicators — Rotameters and Variable Area Meters
Rotameter-type variable area flow indicators provide visual flow indication that is checked during patrol rounds but rarely monitored continuously. AI vision reading of rotameter float position provides continuous flow rate data for cooling water circuits, lubrication oil flows, seal flush streams, and utility services where flow reduction is an early indicator of valve erosion, filter blockage, or pump wear. Continuous rotameter monitoring via AI vision enables the detection of cooling water flow reductions that precede equipment overheating events — providing maintenance alert lead time that manual patrol inspection cannot match.
04
Level Indicators — Gauge Glass and Transparent Sight Glasses
Level gauge glasses and transparent sight glasses on vessels, tanks, and condensate receivers indicate fluid level visually — information that is critical for safe operation and currently verified only during patrol rounds or when an operator happens to be in the area. AI vision continuous level monitoring converts this periodic manual check into a continuous digital reading with configurable high and low level alarms — reducing the risk of vessel overfill, pump run-dry, and condensate backup events that occur between rounds in facilities where patrol frequency is insufficient relative to the rate of level change during normal process upsets.
05
Electrical Panel Meters — Ammeters, Voltmeters, and Power Factor Meters
Panel-mounted analog ammeters and voltmeters on motor control centres, switchgear panels, and distribution boards are checked during electrical rounds but not continuously monitored in most facilities without SCADA-connected power metering. AI vision reading of panel meter scales provides continuous electrical parameter monitoring for motors, transformers, and distribution equipment — enabling early detection of current anomalies that indicate bearing degradation, winding fault development, or load imbalance conditions that would otherwise remain invisible until the next electrical round or until a thermal trip occurs.
06
Vacuum Gauges and Compound Gauges
Vacuum gauges and compound pressure/vacuum gauges on condensers, vacuum systems, and sealed packaging equipment indicate process conditions that are critical for product quality and equipment protection. AI vision reading of these instruments provides continuous vacuum level monitoring for applications where vacuum deviation indicates seal deterioration, condenser fouling, or pump wear — failures whose early stage produces a detectable vacuum reading change that manual patrol currently monitors too infrequently to catch before process disruption or product quality impact occurs.
How It Works
From Camera to Data Stream — How AI Vision Gauge Reading Operates
iFactory's AI vision gauge reading architecture converts analog instrument faces into structured digital data streams through a four-stage processing pipeline running on edge compute hardware installed at or near the instrument location. The entire process completes in under 200 milliseconds from image capture to data output — providing near-real-time readings at configurable update frequencies from once per second to once per minute depending on the rate-of-change requirements of the monitored process variable.
01
Instrument Detection and Gauge Face Localisation
A wide-angle camera covering a panel of multiple gauges or a cluster of instruments uses an object detection model to locate each individual gauge face within the camera field of view, extract the gauge region of interest, and pass the extracted gauge image to the reading model. This multi-gauge architecture allows a single camera to monitor clusters of instruments on a control panel, valve station, or equipment grouping — reducing the per-point camera cost for dense instrument arrays significantly compared to one-camera-per-gauge configurations. Gauge localisation is stable across lighting variation and lens distortion, with automatic re-registration if the camera position is disturbed.
02
Dial Geometry Mapping and Scale Calibration
For each detected gauge, the AI model identifies the dial face geometry — the scale arc, start and end graduation positions, zero point, and full-scale end — and maps the physical relationship between needle angle and engineering unit value. Scale calibration is performed during commissioning using the known gauge range and scale markings, with the calibration stored in the gauge configuration record for all subsequent readings. The calibration maps needle angle to engineering unit value across the full scale range, including non-linear scale graduations found on some differential pressure and flow gauges where the scale is not uniform across the pointer travel arc.
03
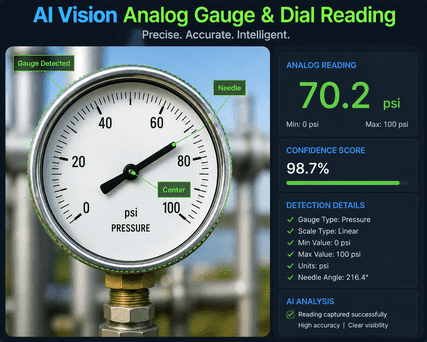
Needle Position Detection and Reading Computation
The needle detection model identifies the pointer tip position within the calibrated dial geometry and computes the corresponding engineering unit reading. Needle detection is robust to the common image quality challenges of industrial gauge environments — reflections on glass dial covers, condensation on gauge windows, shadow patterns from mounting structures, and parallax viewing angle from the camera position. The reading output includes the engineering unit value, the reading confidence score, and an image quality indicator that flags low-confidence readings for exclusion from SPC trend data rather than passing potentially incorrect values downstream.
04
Data Output, Alarm Generation, and System Integration
Computed gauge readings are published to the facility's process historian, SCADA system, or CMMS via OPC-UA tags or REST API at the configured update rate. Configurable high-high, high, low, and low-low alarm levels generate immediate alert notifications via the operator HMI, email, and mobile notification channels when gauge readings cross alarm thresholds. CMMS work order generation is triggered automatically when readings indicate a condition requiring maintenance response — a pressure reading trending toward the gauge's red-line limit, a temperature reading climbing above the normal operating range, or a flow reading declining below the minimum safe flow threshold. Pharmaceutical manufacturers evaluating AI vision gauge reading for GMP facility monitoring can
Book a Demo to see the 21 CFR Part 11-compatible data output and audit trail documentation architecture.
GAUGE DIGITISATION · CMMS INTEGRATION · CONTINUOUS MONITORING · ZERO RETROFIT
Turn Your Legacy Instrument Population Into a Continuous Monitoring Network — Starting This Week.
iFactory's AI vision gauge reading platform deploys on existing instruments without shutdown, process penetration, or I/O wiring — delivering continuous digital readings, configurable alarms, and CMMS work order integration within days of installation.
Performance Benchmark
AI Vision Gauge Reading vs. Manual Patrol Rounds — Operational Comparison
The operational improvement from deploying AI vision continuous gauge monitoring is measurable across the process safety, maintenance, and operational efficiency metrics that define the value of instrumentation monitoring in industrial facilities.
AI Vision Gauge Reading vs. Manual Patrol — Performance Comparison
Regulatory Compliance
Industry Applications and Regulatory Compliance Value
AI vision gauge reading delivers value across every process industry where analog instruments carry monitoring requirements that manual patrol inspection inadequately fulfils. The regulatory compliance value of continuous digital gauge monitoring is particularly significant in sectors where inspection record completeness and continuous process monitoring are explicit regulatory requirements — not optional best practices. Facilities in regulated industries evaluating AI vision gauge monitoring for compliance programme improvement can schedule a compliance-specific demonstration by booking a Book a Demo session with iFactory's applications engineering team.
Pharmaceutical — GMP Facility Monitoring and 21 CFR Part 11 Records
Pharmaceutical manufacturing facilities operating under FDA cGMP and EU GMP regulations must maintain documented environmental and utility monitoring records — including pressure, temperature, and humidity readings in controlled areas and utility systems. AI vision gauge reading provides continuous, timestamped monitoring records for steam pressure, clean room differential pressure, purified water system pressure, and HVAC utility indicators — generating the 21 CFR Part 11-compliant electronic records that FDA and EMA inspectors require as evidence of continuous facility monitoring without additional manual documentation effort.
Oil and Gas — OSHA PSM Mechanical Integrity and API Inspection Requirements
OSHA Process Safety Management regulations under 29 CFR 1910.119 require mechanical integrity inspection and testing of pressure vessels, piping systems, and safety instrumentation at regulated facilities handling hazardous chemicals. AI vision continuous pressure and temperature gauge monitoring supplements mandatory mechanical integrity inspection rounds by providing continuous process condition records that demonstrate operational parameters remained within safe operating limits between formal inspection events — strengthening the documented evidence of process safety program effectiveness during PSM compliance audits.
Food and Beverage — FSMA Preventive Controls and HACCP Documentation
FSMA 21 CFR Part 117 Preventive Controls and HACCP-based food safety plans require documented monitoring of critical control point parameters — pasteurisation temperature, steam pressure, retort pressure, and thermal processing conditions — at frequencies sufficient to detect process deviations before they create food safety risk. AI vision continuous monitoring of temperature and pressure gauges at CCPs provides the high-frequency monitoring records that satisfy FSMA preventive controls documentation requirements and GFSI scheme (BRC, SQF, IFS) CCP monitoring evidence standards.
Power Generation — NERC and Utility Compliance Monitoring Records
Power generation facilities must maintain continuous operational records for equipment and process parameters covered by NERC reliability standards and utility operating agreements. AI vision gauge reading provides continuous monitoring and historical data logging for boiler pressure, turbine bearing temperatures, cooling water pressure, and transformer oil levels — parameters that are currently checked by patrol rounds but whose monitoring gaps create both compliance exposure and operational risk when anomalous conditions develop between readings.
Frequently Asked Questions
AI Vision Analog Gauge Reading — Frequently Asked Questions
How accurate is AI vision gauge reading compared to a trained instrument technician reading the same gauge?
iFactory's AI vision gauge reading achieves ±0.5% full-scale accuracy on standard bourdon tube pressure gauges with good optical access — equivalent to or better than the ±1–2% accuracy achievable by a trained technician reading the same gauge from normal patrol distance with normal lighting conditions. Human reading accuracy degrades with distance, parallax angle, and fatigue; AI vision accuracy is consistent regardless of reading frequency, time of day, or environmental conditions. For gauges with particularly fine scale graduation or unusually small dial faces where ±0.5% FS is not achievable, the system reports a reading confidence score that alerts the operator to lower-confidence readings rather than silently passing inaccurate values.
Can the system read gauges through a dirty or condensation-covered glass dial cover?
Gauge glass condition is the most common image quality challenge in industrial gauge reading, and iFactory's system handles it through a combination of model robustness training and image quality monitoring. The reading models are trained on gauge imagery across a range of glass conditions including light condensation, surface dirt, and minor damage — maintaining reading accuracy under conditions that are within normal industrial operation. For gauges where glass condition frequently degrades to the point where the needle is obscured or the scale is unreadable, the system generates an image quality alert rather than a false reading, prompting an operator check or a gauge glass cleaning action. The image quality alert log provides the asset team with evidence of inspection coverage gaps caused by poor glass condition — useful for maintenance prioritisation of gauge glass cleaning or replacement.
What happens when a gauge is obscured by a technician, mobile equipment, or temporary obstruction during a reading cycle?
Temporary obstruction of the gauge face is detected as a low-confidence reading event — the system does not attempt to interpolate a reading from a partially visible gauge face. The reading for that cycle is flagged as obstructed and excluded from the continuous data stream, with the previous valid reading retained as the last known value. The reading resumes automatically when the obstruction clears on the next imaging cycle without any operator intervention or system reset. For applications where obstruction frequency is high due to nearby human activity or moving equipment, camera positioning during installation is optimised to minimise obstruction exposure — and obstruction event frequency is logged per gauge as an operational metric available to the facilities team.
How many gauges can a single camera monitor, and what is the typical cost per monitoring point?
A single camera can monitor between 1 and 12 gauges depending on their physical arrangement, dial size, and required reading resolution. Gauge panels with instruments mounted in a common array at consistent distances are the highest-density configuration — a single wide-angle camera covering a 12-gauge panel reduces the per-point hardware cost significantly compared to one-camera-per-gauge deployment. For individual gauges distributed across a process unit, a 1–3 gauge per camera configuration is typical. Per-point monitoring cost including camera hardware, edge compute, and installation is significantly below the per-point cost of digital transmitter replacement on most gauge types — making AI vision monitoring economically viable at the scale of a facility's full analog instrument population rather than only for the highest-criticality instruments.
How does the platform integrate with existing SCADA, DCS, and CMMS systems for data routing and alarm management?
Integration is delivered via OPC-UA for SCADA and DCS connectivity — publishing each gauge reading as a tagged value in the OPC namespace alongside conventional sensor inputs, making AI vision gauge readings available to operator HMIs, process historians, and control system alarm management without any distinction from conventional instrumentation in the operator's workflow. CMMS integration for maintenance work order generation uses REST API — routing configurable alarm conditions to the CMMS with gauge tag, reading value, alarm level, and timestamp attached to the generated work order. Process historian integration stores continuous reading time-series data at the configured update rate alongside conventional DCS data — enabling trend analysis and SPC monitoring that incorporates AI vision gauge readings in the same analytical environment as digital sensor data. For a detailed integration architecture review against your specific SCADA, DCS, and CMMS platforms, schedule a
Book a Demo consultation with iFactory's integration engineering team.
How long does deployment take for a typical industrial facility gauge monitoring installation?
Camera mounting and edge compute hardware installation for a typical 20–50 gauge monitoring scope is completed in 1–3 days without process shutdown or instrument access. Gauge calibration — mapping each gauge's scale range to the AI model's engineering unit output — is completed during commissioning using the gauge nameplate data and physical scale markings, typically requiring 15–30 minutes per gauge or less for panel-mounted gauges with accessible nameplates. SCADA/OPC-UA integration tag mapping and alarm threshold configuration is completed in a commissioning session with the facility's control system team. Full operational monitoring is typically active within one week of installation commencement for a standard gauge monitoring scope, with no production interruption at any stage of the deployment.
AI VISION GAUGE READING · CONTINUOUS MONITORING · PREDICTIVE MAINTENANCE · ZERO RETROFIT
Digitise Your Entire Analog Instrument Population — Without Replacing a Single Gauge or Stopping a Single Process.
iFactory's AI vision camera platform reads pressure gauges, temperature dials, flow indicators, level glasses, and panel meters in real time — routing continuous digital readings to your SCADA, CMMS, and process historian without sensor retrofits, shutdowns, or capital expenditure on new instrumentation.