The line lead on Body-in-White Station 14 flags the same recurring gap-and-flush issue on the driver-side door every third skid — but by the time the defect reaches the trim line feedback loop, 60 more bodies have already moved downstream with the same problem. For automotive assembly plants running QMS API integration tied to AI vision systems, that detection-to-correction window collapses from hours to seconds. The cameras inspect 100% of items in motion on existing body and trim conveyors, route each unit to pass, rework or scrap via Level 2 PLC/DCS logic, and write the result directly into your QMS — no manual data entry, no paper traveler, no end-of-shift reconciliation. This is how modern assembly plants are hitting first-time-through targets that legacy sampling-based inspection physically cannot reach.
What AI Vision Actually Catches on an Assembly Line
The inspection stations most plants still rely on — a human at the end of the line, a glance at the skid as it passes, maybe a gauge check on every fiftieth body — were never designed for the complexity of modern mixed-model assembly. AI vision systems retrofitted to existing conveyors inspect every unit, every station, at full line speed. Here is what the cameras are actually finding and routing in real time.
Gap & Flush Deviation
Sub-millimeter measurement of door-to-fender, hood-to-cowl, and liftgate margins. Catches mislocation from weld gun wear, clamp drift, or fixture degradation before the unit hits paint.
Paint & Coating Defects
Orange peel, runs, sags, dirt inclusions, mottling on metallic finishes, and basecoat/clearcoat uniformity. Detected under multi-angle LED illumination before the body enters the oven.
Missing Fasteners & Components
Verifies every bolt, clip, bracket, harness connector, and badge is present and seated. Catches the missing torque sequence or skipped clip that becomes a warranty claim eighteen months later.
Label, VIN & Code Verification
OCR/OCV on VIN plates, tire pressure labels, regulatory placards, and 2D data matrix codes. Every code tied to the build sequence and verified against the MES order before the unit advances.
Running mixed-model sequencing on a shared skillet line? Book an assembly line vision assessment to see exactly which defects your current sampling plan is missing.
Three-Way Routing: Pass, Rework, or Scrap at Line Speed
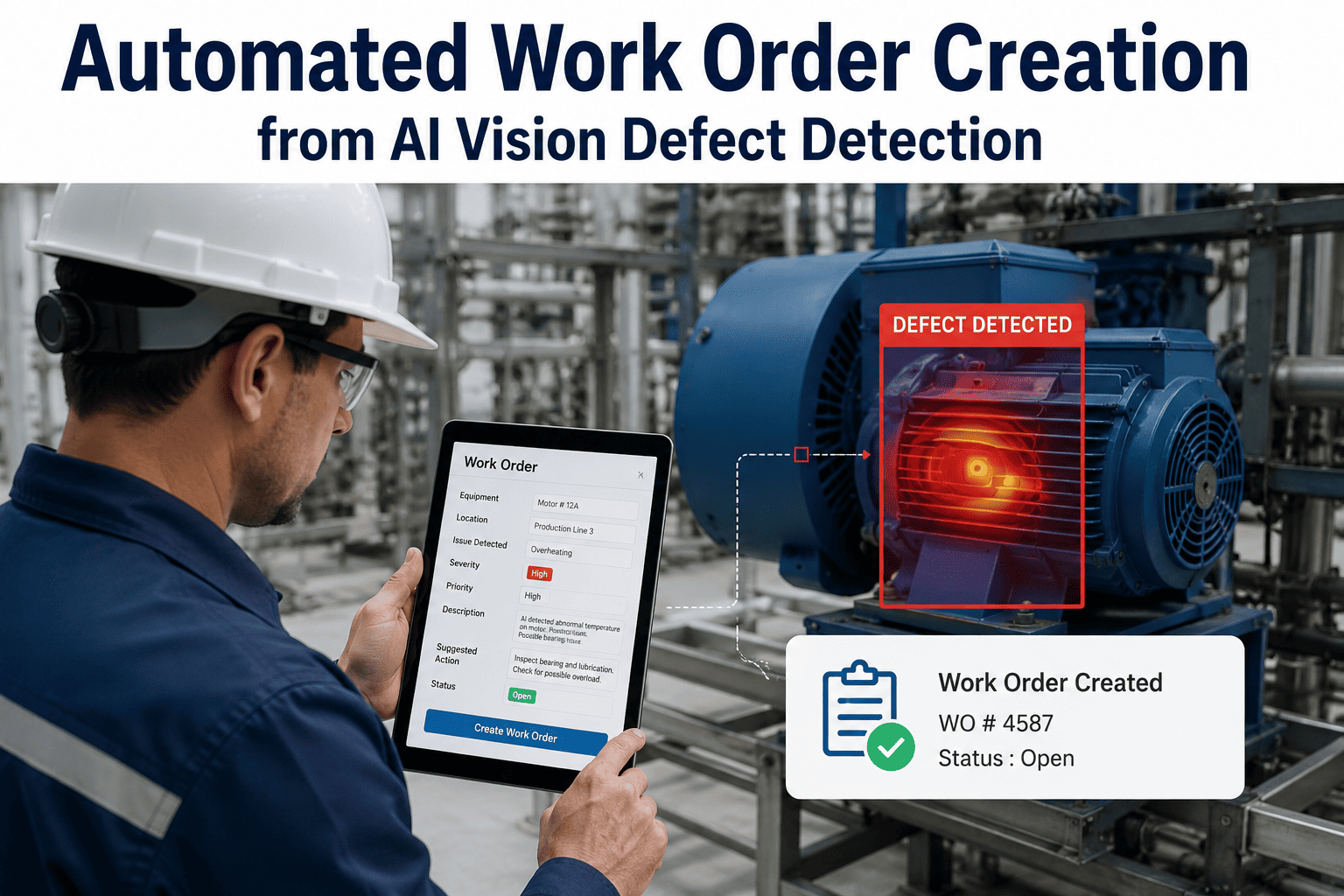
Detection without routing is just a camera recording your scrap rate. The value of QMS API integration shows up the moment a defect is found — the system has to decide what happens to that unit in the next three seconds, before it reaches the next station. iFactory's architecture handles this through direct Level 2 PLC/DCS tag writes that trigger physical diversion without any operator intervention.
PASS
- PLC tag: ROUTE_MAIN confirmed
- Unit advances to next station on conveyor
- Vision result + timestamp written to QMS via API
- MES order status updated to operation complete
REWORK
- PLC tag: ROUTE_REWORK diverts to offline loop
- Defect classification + repair instructions pushed to rework cell HMI
- QMS nonconformance record auto-created with defect image
- Unit re-inspected on re-entry to main line
SCRAP
- PLC tag: ROUTE_SCRAP diverts to quarantine zone
- Full defect image + process parameter history locked
- Auto-triggered root-cause-analysis workflow in QMS
- Material cost + labor variance posted to ERP
Want to see the three-way routing logic mapped to your specific PLC tag structure? Schedule a routing architecture session with iFactory's controls engineers.
Measured Impact: First-Time-Through and Scrap Cost
The reason plants invest in AI vision with QMS integration is not to generate prettier dashboards — it is to move the numbers that actually determine whether the line hits its cost-per-unit target. First-time-through (FTT) is the composite KPI that captures how often a unit makes it through the entire assembly process without being pulled for rework. Scrap cost is the hard dollar figure that shows up in the monthly variance report. Here is what plants typically see after a full deployment.
FTT improvement within 90 days of full-line AI vision deployment on body and trim conveyors
reduction in scrap cost when Level 2 routing catches defects before value-add operations downstream
faster root cause identification with auto-captured PLC tag data vs. manual shift-log reconstruction
average annual scrap and rework cost recovered on a single high-volume body-in-white line
Legacy Sampling vs. AI Vision with QMS Integration
Most automotive plants still operate on a sampling-based inspection model — a quality auditor checks one unit in twenty, logs findings on paper or a spreadsheet, and issues a corrective action if a trend appears. That model was designed for stable, single-model lines running at 40 jobs per hour. It breaks down completely on mixed-model lines running 60+ JPH with four body variants sharing the same conveyor. The comparison below shows why the gap between the two approaches is not incremental — it is structural.
Run a Fixed-Price 8-Week Single-Line Pilot
iFactory deploys on-prem NVIDIA GPU inference on your existing body or trim conveyor, integrates with your QMS via API, and captures PLC tags for automated root cause analysis — all in eight weeks, at a fixed price, on a single line. You see real FTT and scrap numbers before you commit to plant-wide rollout.
How MES, ERP, and QMS Identity Mapping Works
The hardest part of QMS API integration is not the API itself — it is ensuring that when the vision system flags a defect on unit number 4,291 on the trim line, every system in the plant knows exactly which unit that is, what order it belongs to, what variant it is, and what has happened to it upstream. That requires a shared identity layer that maps across three systems that were never designed to talk to each other natively.
ERP — Order & VIN Identity
The ERP holds the build order, the customer-facing VIN, the variant code, and the scheduled build sequence. This is the source of truth for what is supposed to be built.
MES — Build Sequence & Routing
The MES maps the ERP order to a physical skid ID and tracks the unit through every operation. The vision system reads the skid ID and pulls the expected variant configuration for model-aware inspection.
QMS — Defect & Nonconformance Record
When the vision system detects a defect, it creates a nonconformance record in the QMS with the full identity chain — VIN, skid, station, defect type, image, and PLC parameters — all linked and queryable.
Struggling with identity mapping across your MES, ERP, and QMS? Talk to a specialist about iFactory's pre-built integration adapters for major automotive manufacturing systems.
The 8-Week Pilot: From Existing Line to Live Inspection
A full plant-wide rollout is a multi-quarter program. But a single-line pilot — one conveyor, one station, one defect category — can be live in eight weeks. The pilot is designed to prove the FTT and scrap impact on your line, with your variants, under your production schedule, before you commit to broader scope. Here is what the eight weeks actually look like.
Line Assessment & Defect Scoping
iFactory engineers walk the line, review historical defect data from your QMS, identify the top two defect categories by cost impact, and map the PLC tag structure for routing control. Camera positions and lighting are specified for the target station.
Hardware Install & Image Capture
Edge GPU enclosure, industrial cameras, and LED lighting mounted on the existing conveyor with zero disruption to production. Initial image capture begins — thousands of units pass through to build the baseline training set using your actual production units.
Model Training & PLC Integration
Deep learning model trained on captured images, validated against your historical defect classifications. PLC tag writes configured for three-way routing. QMS API integration tested in shadow mode — results logged but routing stays manual.
Live Routing & Impact Measurement
Automated routing goes live. FTT, scrap rate, and rework cycle time are measured against the pre-pilot baseline. ROI worksheet delivered with projected plant-wide impact based on actual single-line results — not vendor estimates.
Ready to see the ROI worksheet before committing? Book the 8-week pilot scoping session and get a fixed-price quote for your highest-impact line.
Expert Perspective
We were running 62 jobs per hour on a mixed-model trim line and our quality auditors were catching maybe one in ten defects — and by the time they spotted a trend, we had already shipped 200 units with the same missing clip. The first week after we turned on automated routing, I logged into the QMS and saw 47 nonconformance records that had been auto-created with images and PLC data attached. My first thought was, where were all these defects hiding before? They were always there. We just had no system to see them.
— David Rennke, Plant Quality Manager, Tier 1 automotive assembly facility (NAICS 336110)
from line walk to live automated routing on a single conveyor
inspection rate vs. 5–10% sampling — no unit leaves uninspected
false reject rate on properly trained models — no unnecessary rework
Frequently Asked Questions
Can AI vision be retrofitted to existing body and trim conveyors without line downtime?
Yes. iFactory's edge GPU enclosures, industrial cameras, and LED lighting arrays are mounted on existing conveyor structures during scheduled maintenance windows or off-shift periods. The hardware is non-intrusive — it does not modify the conveyor mechanics, skid system, or PLC logic. Image capture begins immediately, and PLC tag integration for routing is tested in shadow mode before automated routing goes live. Most single-line pilots require less than four hours of actual production stoppage for physical mounting.
How does the QMS API integration handle different quality management systems?
iFactory ships pre-built API adapters for the most common automotive QMS platforms, including those built on SAP, Oracle, and Plex architectures, as well as standalone systems like InfinityQS and camLine. For custom or legacy QMS installations, the integration uses a REST or OPC-UA interface that writes nonconformance records with defect type, severity, unit identity, image hash, and PLC parameter snapshot. The integration is configured during weeks 5–6 of the pilot and validated against your existing NCR workflow before going live.
What happens when the AI model encounters a defect type it has not seen before?
The system flags the unit as "anomaly — unknown defect class" and routes it to the rework station for human review. The image is automatically added to a review queue, and once a quality engineer classifies it, the model is retrained to include the new defect type in the next inference cycle. This continuous learning loop means the system gets more accurate over time without requiring a full retraining project — and it never silently passes a defect it cannot identify.
How is the three-way pass/rework/scrap routing actually triggered in the PLC?
The edge GPU completes inference within 200ms of the unit passing the camera station. Based on the defect classification and severity threshold, the system writes a routing tag directly to the Level 2 PLC or DCS — typically a integer value (0=pass, 1=rework, 2=scrap) mapped to a specific tag address. The PLC logic, which already handles diverter gates and rework loops, reads this tag and routes the skid accordingly. No operator intervention is required, and the routing decision is logged with a full audit trail in the QMS.
What does the fixed-price 8-week pilot include and what does it cost?
The pilot includes line assessment, hardware (edge GPU, cameras, lighting, enclosure), model training on your production units, PLC tag integration for three-way routing, QMS API integration, and a final ROI worksheet projecting plant-wide impact. The fixed price is scoped per line based on conveyor length, number of inspection stations, and integration complexity. Book a pilot scoping session to receive a fixed-price quote for your specific line, or talk to a specialist about whether your highest-impact line qualifies for the program.
Stop Sampling. Start Inspecting 100% of Units in Motion.
iFactory's AI vision system with QMS API integration inspects every unit on your existing body and trim conveyors, routes defects automatically via PLC tags, and writes every result into your quality management system — no manual entry, no missed defects, no end-of-shift reconciliation. Run the 8-week pilot on your highest-impact line and measure the FTT and scrap numbers yourself.