It is 2:14 a.m. on a Tuesday and the trim line on Line 3 has just kicked out its fourteenth consecutive door panel for manual review. The operator at the rework station is staring at a 0.3 mm gap deviation near the B-pillar — too small for the human eye to catch reliably under fluorescent light at 60 units per hour, too large to pass downstream audit. The panel is not scrap. But nobody knows that for certain until someone walks it back to the gauge fixture, measures it, logs it on paper, and makes a judgment call. Meanwhile the conveyor keeps moving, the WIP buffer fills up, and the first-time-through rate for the shift quietly drops below 74 percent. This is the daily reality on most automotive assembly lines, and it is exactly the problem that AI vision with three-way pass, rework, and scrap routing is built to eliminate.
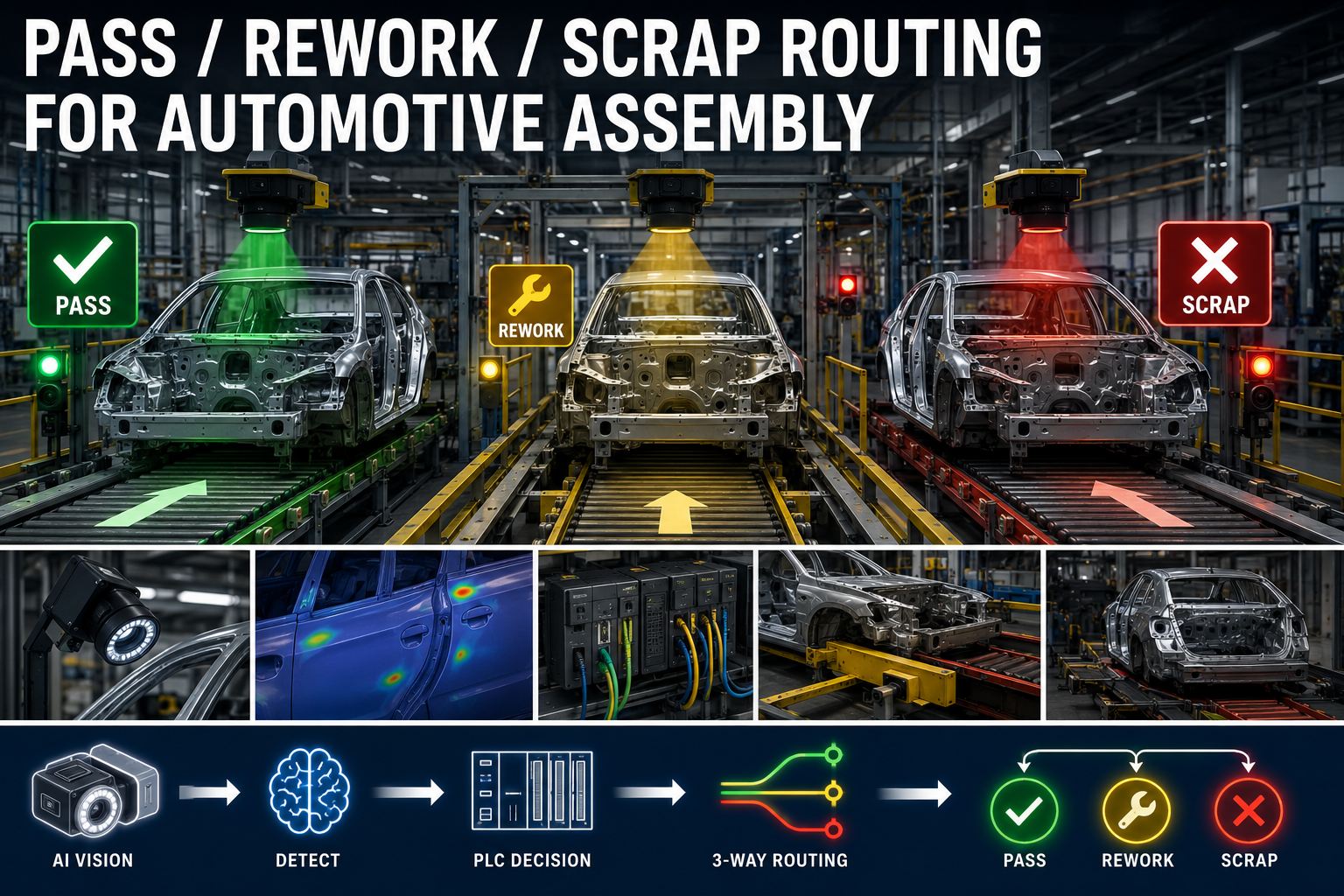
How Three-Way Routing Works on an Automotive Assembly Line
AI vision inspects 100% of units in motion. A Level 2 PLC/DCS decision splits every part into one of three destinations — no operator judgment, no paper, no buffer buildup.
Unit on Conveyor
Body or trim part enters inspection zone at full line speed — no slowdown, no pause, no manual handling.
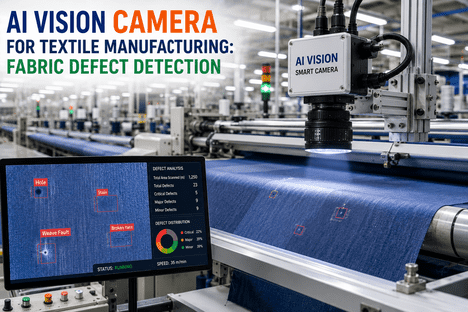
AI Vision Capture
Multi-camera array captures 360° geometry, surface, and fastener data. On-prem NVIDIA GPU inference runs in under 200 ms per unit.
Level 2 Decision
PLC/DCS receives a pass, rework, or scrap tag mapped to the unit's MES identity. Routing logic fires diverter or reject gate instantly.
Pass → Continue
Unit proceeds to next station. MES batch record updated with green status, timestamp, and inspection image archive reference.
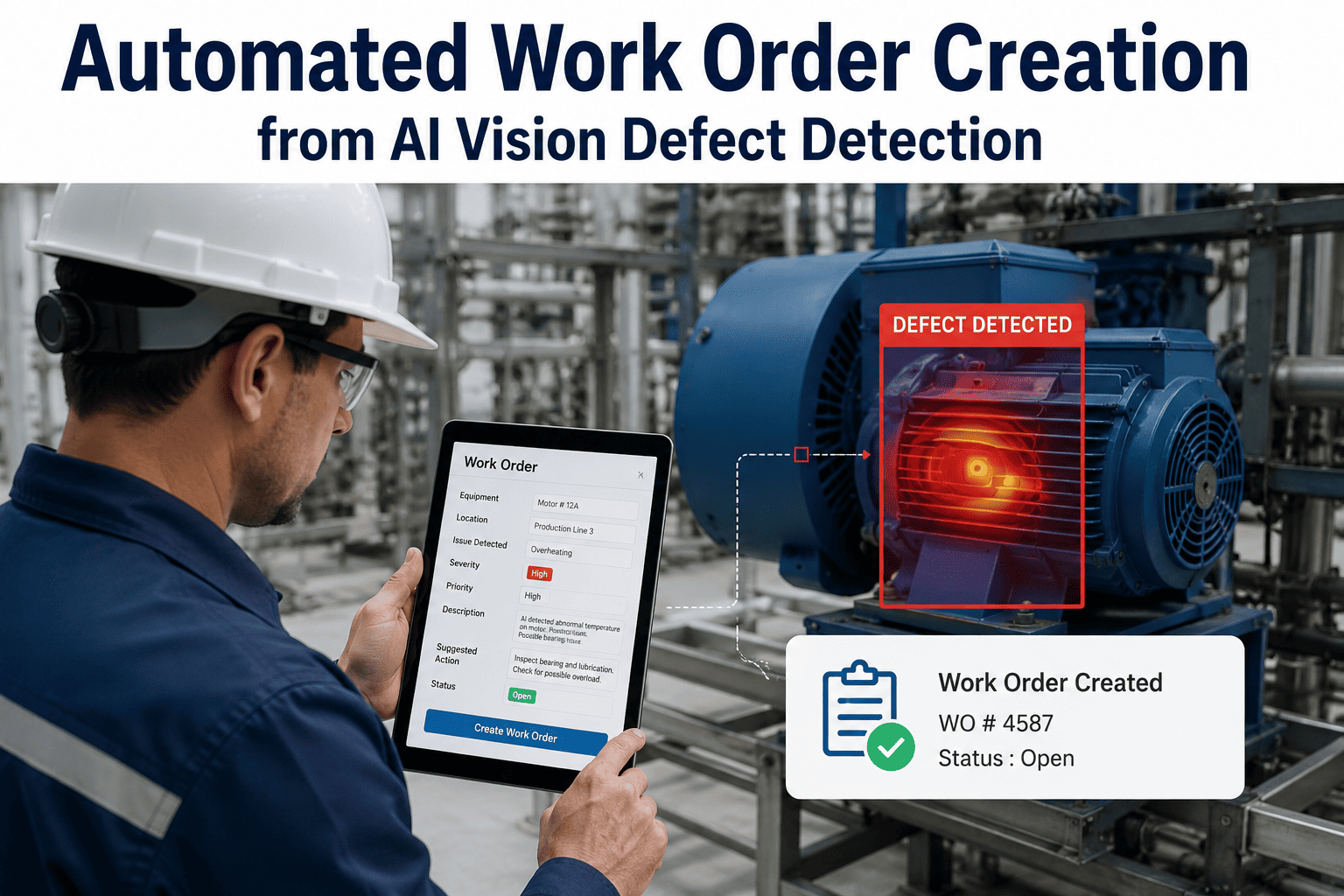
Rework → Offline Loop
Diverter sends unit to rework cell with a digital work order specifying exact defect location, type, and correction procedure.
Scrap → Quarantine
Reject gate routes unit to scrap bin with automatic QMS nonconformance report and root-cause tag feed for automated RCA.
What AI Vision Catches on a Body and Trim Line
The defect spectrum on an automotive assembly line is wider than any single inspection method can cover. Manual stations catch the obvious — a missing badge, a visibly scratched door. They miss the subtle defects that drive warranty claims and customer-perceived quality scores. AI vision running on existing conveyors catches all of the categories below at full line speed, and every result writes back to the unit's MES identity for permanent traceability. If you are mapping your defect modes to a vision strategy, book an automotive line assessment to see which stations on your line are candidates for retrofit.
The Cost of Manual Routing on an Assembly Line
Every unit that enters a manual review queue costs you in three ways: labor time at the rework station, lost throughput while the WIP buffer absorbs the bottleneck, and scrap cost if the call is wrong and a defective unit escapes downstream. The numbers below are why automotive plants are moving from sampling to 100% in-motion inspection with automated routing.
of automotive warranty claims trace to manufacturing defects that were present but undetected at assembly, per industry quality benchmarks
inference time per unit with on-prem NVIDIA GPU — fast enough to keep pace with skillet lines running 50–80 jobs per hour
first-time-through improvement typical within 90 days of three-way routing go-live on body-in-white and trim lines
scrap cost per rejected body panel on a premium line — the figure that makes even a 1% scrap reduction worth the retrofit
MES, ERP, and PLC Integration: How the Decision Becomes Physical
A vision system that only flags defects on a dashboard is a toy. A vision system that routes parts is an industrial tool. The difference is integration depth. iFactory AI captures PLC tags directly from your Level 2 control system, maps every inspection result to a MES batch identity, and writes nonconformance records into your QMS — all through API calls that work with the infrastructure you already have. Talk to a specialist about your PLC and MES stack before you assume a retrofit is too complex.
PLC Tag Capture
iFactory reads part-present, conveyor-position, and cycle-start tags directly from your existing Allen-Bradley, Siemens, or Mitsubishi PLCs. No new sensors required on the conveyor — the vision system triggers on the tags your line already generates. The routing decision writes back as a simple pass, rework, or scrap bit that your diverter logic already understands.
MES Identity Mapping
Every unit on the line already has an identity in your MES — a VIN, a work order number, a body sequence ID. iFactory maps the vision inspection result to that identity at the moment of capture. When a part is routed to rework, the MES batch record shows exactly which defect was found, at which station, with which image, and which operator performed the correction.
ERP & QMS Sync
Scrap events flow to ERP as inventory adjustments in real time — no end-of-shift reconciliation. Nonconformance reports auto-generate in your QMS with defect images, process parameters at time of capture, and upstream station data. When three consecutive units show the same gap deviation, the system fires a root-cause alert to process engineering before the fourth unit is even built.
Running a mixed PLC environment across multiple body and trim lines? Book a PLC and MES integration mapping session with iFactory's automotive team to see how the three-way routing architecture fits your specific stack.
Run a Fixed-Price 8-Week Pilot on One Line
iFactory deploys on-prem NVIDIA GPU inference, multi-camera arrays, and PLC tag capture on a single body or trim line — fully integrated with your MES and QMS — in eight weeks. You get a working three-way pass, rework, and scrap routing system, an ROI worksheet based on your actual scrap cost and FTT data, and a clear path to plant-wide rollout.
Before and After: What Changes on the Line
The shift from manual sampling to automated three-way routing changes the daily rhythm of an assembly line. Here is what plant managers and quality leads actually see in the first 90 days after go-live — not marketing claims, but the operational differences reported on real retrofits.
Operators inspect 2–5% of units at fixed stations. Defects between samples escape downstream.
Rework decisions are subjective. Two operators disagree on whether a gap is in or out of tolerance.
WIP buffer fills during manual review spikes. Line speed drops to match the slowest inspector.
Scrap cost is reconciled at end of shift. Root cause is guessed from memory, not data.
FTT is calculated weekly from paper logs. Trends are invisible until they become problems.
100% of units inspected in motion at full line speed. No unit reaches the next station without a decision.
Rework decisions are data-driven. Tolerance bands are enforced consistently, shift to shift, operator to operator.
Diverter routes parts in under 200 ms. WIP buffer stays flat. Line speed is decoupled from inspection.
Scrap cost is tracked per unit in real time. Root-cause alerts fire automatically when defect patterns cluster.
FTT is live on a plant-wide dashboard. Trends surface in hours, and process engineering acts before the shift ends.
The 8-Week Single-Line Pilot: What Happens and When
A pilot is not a science experiment. It is a fixed-price, fixed-scope deployment on one line that produces a working three-way routing system and an ROI worksheet based on your actual numbers. Here is the week-by-week breakdown of what iFactory delivers.
Line Audit & Tag Mapping
iFactory engineers walk the line, map PLC tags, identify inspection zones, and catalog the top 10 defect modes from your historical scrap and rework logs. Camera positions are marked, lighting is assessed, and the MES identity field for each unit is confirmed.
Hardware Install & GPU Setup
Camera arrays, lighting, and on-prem NVIDIA GPU inference server are installed during scheduled maintenance windows. No line stoppage required. PLC tag capture is configured and verified against the conveyor cycle. Network isolation and cybersecurity hardening are completed.
Model Training & Shadow Mode
AI models are trained on your defect library and real-line images. The system runs in shadow mode — inspecting, classifying, and logging results without actuating diverters. Engineering reviews false positives and false negatives against manual gauging to tune tolerance bands.
Routing Go-Live
Three-way routing is activated. Pass units continue, rework units divert to the offline cell with digital work orders, scrap units route to quarantine with auto-generated NCRs. MES and QMS integration is live. Plant dashboard shows real-time FTT, rework rate, and scrap cost.
ROI Worksheet & Rollout Plan
iFactory delivers a line-specific ROI worksheet using your actual scrap cost per unit, rework labor rate, FTT delta, and throughput data from the pilot. The rollout plan scopes lines 2 through N with firm pricing and timelines. You decide based on numbers, not promises.
Ready to see the ROI worksheet for your highest-scrap line? Book a pilot scoping call and bring your last 90 days of scrap and rework data — we will build the model live on the call.
Expert Perspective
The biggest surprise after we turned on three-way routing was not the scrap reduction — we expected that. It was the rework loop. Before, our rework cell was a graveyard of panels nobody could quite remember why they were there. After, every panel arrived with a tag telling the operator exactly what to fix, where to find it, and how to correct it. Rework cycle time dropped from 22 minutes per panel to under 8. That is where the real throughput came back, not just the scrap savings.
— Marcus Thielen, Body Shop Operations Manager, Tier 1 automotive stamping and assembly plant, Michigan
rework cycle time per panel with digital work orders vs. manual diagnosis
first-time-through improvement within first 90 days of routing go-live
of units inspected in motion — up from 3% manual sampling on the same line
Stop Guessing at Rework. Start Routing with Data.
Three-way pass, rework, and scrap routing on your existing body and trim conveyors — retrofitted in eight weeks, integrated with your MES, ERP, and QMS, and backed by an ROI worksheet built from your actual line data. iFactory AI deploys on-prem NVIDIA GPU inference with PLC tag capture and automated root-cause alerting, so every routing decision is traceable, defensible, and fast.
Frequently Asked Questions
Can AI vision with three-way routing be retrofitted to an existing automotive assembly line?
Yes. iFactory is designed specifically for retrofit on existing body, paint, and trim conveyors including skillet lines. The system uses your current PLC tags for part-present and cycle-start triggers, so no new conveyor sensors are required. Camera arrays and lighting are installed during scheduled maintenance windows without line stoppage, and the on-prem NVIDIA GPU inference server connects to your existing network. Most single-line pilots are fully operational within eight weeks.
How does the system decide between pass, rework, and scrap for each unit?
The AI vision model classifies each defect by type and severity against tolerance bands that you define during pilot tuning. A 0.2 mm gap deviation within spec routes to pass. A 0.6 mm deviation routes to rework with a digital work order specifying the adjustment. A structural tear or dent beyond rework tolerance routes to scrap with an auto-generated nonconformance report. The routing decision is sent as a simple tag to your Level 2 PLC, which actuates the diverter or reject gate — typically in under 200 milliseconds from capture.
What MES and ERP systems does iFactory integrate with for automotive assembly?
iFactory integrates via REST API and direct database writes to the major automotive MES platforms including SAP Manufacturing Execution, Dassault Apriso, Siemens Camstar, Plex, and Ignition. On the ERP side, scrap and inventory adjustments flow to SAP S/4HANA, Oracle, QAD, and Epicor. QMS nonconformance records auto-generate in MasterControl, Sparta, ETQ, and IQMS. If your stack is custom or legacy, talk to a specialist about API compatibility — most integrations take a few days to configure.
How accurate is AI vision compared to manual inspection on an assembly line?
Properly trained AI vision models typically achieve 98% or higher detection accuracy on defined defect categories, compared to 70–80% for manual visual inspection under typical plant lighting conditions. The larger advantage is consistency — the AI applies the same tolerance bands on every unit, every shift, without fatigue. False reject rates on tuned systems run below 2%, which is critical because false rejects feed the rework loop and erase throughput gains. Shadow mode during the pilot lets you verify accuracy against manual gauging before routing goes live.
What does the fixed-price 8-week pilot include and what does it cost?
The pilot includes line audit and PLC tag mapping, camera and lighting hardware, on-prem NVIDIA GPU inference server, AI model training on your defect library, MES and QMS integration, three-way routing go-live, and a line-specific ROI worksheet. Pricing is fixed per line and scoped after the initial assessment call so there are no change orders. Book a pilot scoping call to get a firm quote for your highest-scrap body or trim line.