AI Vision Camera for Dairy and Beverage Bottling Lines
By Johnson on July 3, 2026
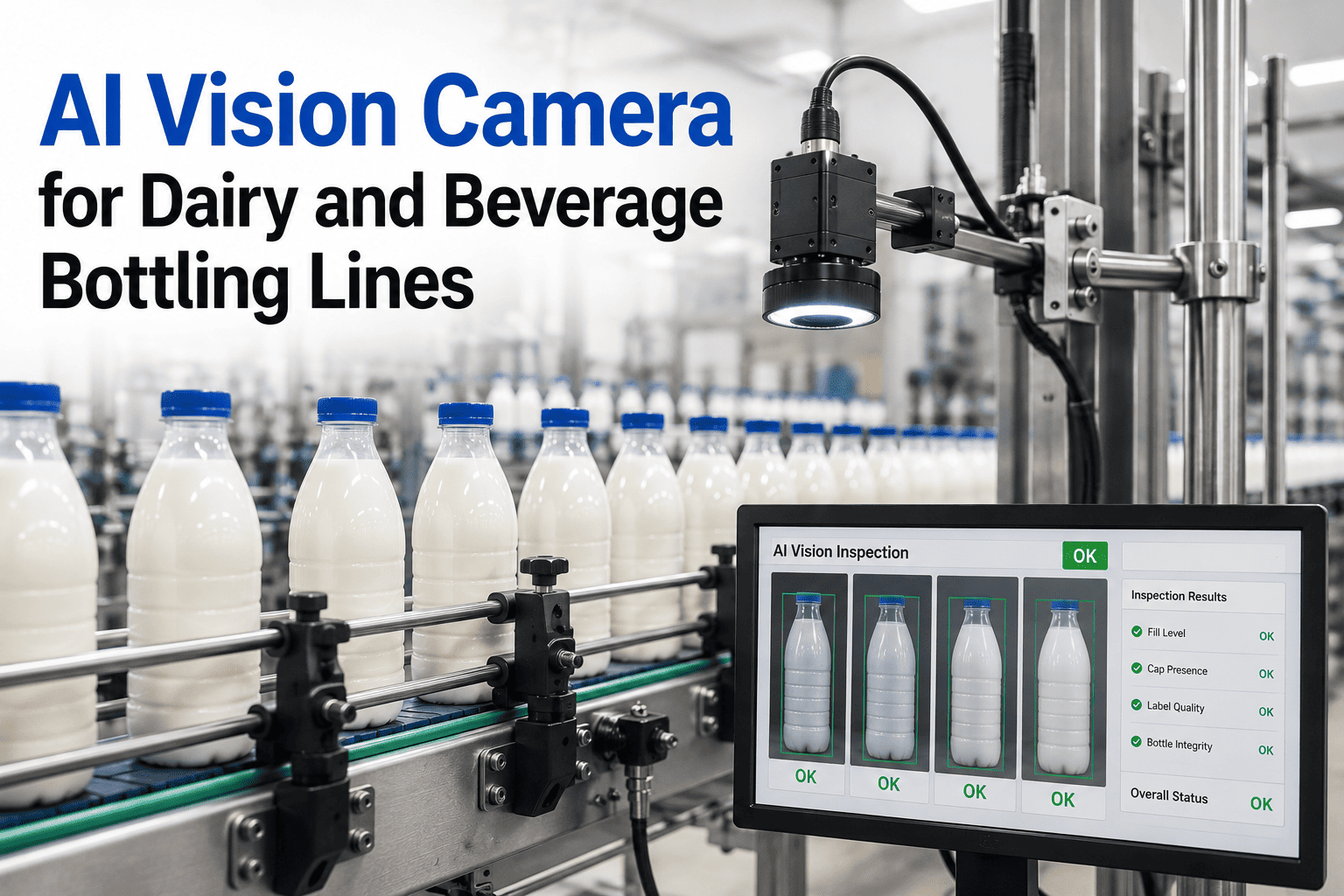
On a dairy or beverage bottling line running past 1,200 containers a minute, a human inspector can realistically sample about one bottle in a hundred — and even that thin slice shrinks as a shift wears on, with measured cap-seal detection accuracy sliding from roughly 82% in the first hour to under 70% by hour six. Everything that slips through in that gap becomes someone else's problem: a fill a few milliliters short, a cap seated crooked enough to go flat before it reaches the shelf, a label glued on wrinkled or sitting two millimeters out of position. None of these defects looks dramatic on its own, but a single labeling or contamination failure that reaches the public can cost a food or beverage brand upward of ten million dollars in recall expense alone, before shelf trust is even counted. Book a demo to see AI vision run on your own bottles and labels.
AI Vision Camera · Dairy & Beverage Bottling
Every Bottle Gets Inspected. Not Just the One in a Hundred a Person Has Time For.
AI vision cameras check fill level, cap seating, label placement, date codes, and container integrity on every single unit at full line speed — with the same accuracy at the last bottle of the shift as the first.
of containers checked, versus roughly 1% under manual sampling
<50ms
per-container pass, reject, or review decision
1.18 → 1.67
typical Cpk packaging quality improvement
Why "Sampling One in a Hundred" Stopped Being Quality Control
A bottling line doesn't fail all at once. It fails one skewed label, one cocked cap, one under-filled bottle at a time — and those failures compound quietly across a shift while a manual inspection plan is only ever looking at a fraction of what passes through.
82% → 70%
Human cap-seal detection accuracy, hour one versus hour six
Fatigue is measurable. The same inspector who catches a cocked cap reliably at the start of a shift is missing three in ten by the final hours — and the line speed hasn't slowed down to compensate.
~$10M
Average cost of a food or beverage product recall
One contamination event or mislabeled allergen declaration that reaches a retailer's shelf can wipe out a year of margin before the brand damage is even factored in.
6 defect classes
Running simultaneously on every container
Fill, cap, label, date code, container integrity, and foreign material — a person or a single fixed sensor can watch for one of these well. Not all six, on every bottle, at 1,200 per minute.
1 in 100
Bottles a manual sampling plan actually touches
The other 99 ship on the assumption that if one bottle in a batch looks fine, the rest probably do too. That assumption is where recalls start.
The Six Points Where a Bottling Line Actually Loses Quality
Every defect that ends up as a customer complaint or a recall traces back to one of six inspection points along the line. AI vision cameras sit at each one, checking every container as it passes rather than a sampled few.
01
Empty Container Inspection
Cracks, chips, scratches, and deformation in glass or PET are caught before a single drop of product goes in — a defect here becomes a leak or a safety hazard downstream if it's missed now.
02
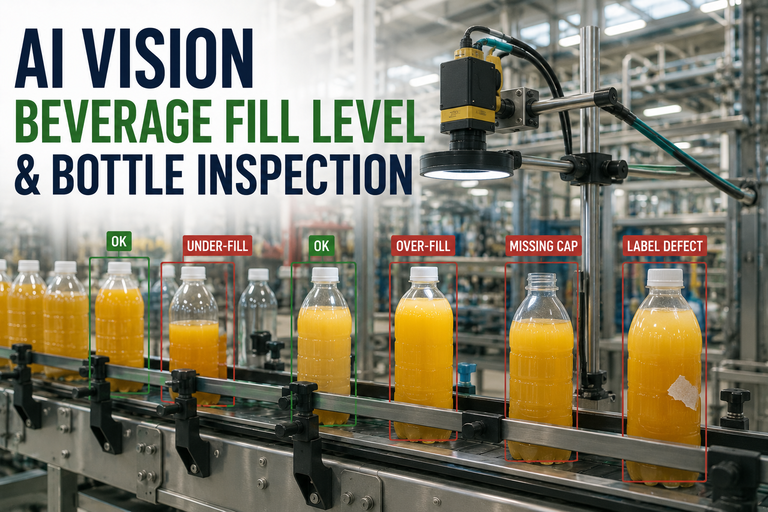
Fill Level Verification
Every container is measured against spec. Under-fills cheat the customer and invite regulatory scrutiny; over-fills waste product and can cause fobbing at the capper. Both get caught the same way — by checking all of them.
03
Cap & Closure Inspection
Missing caps, cocked or crooked seating, cross-threading, wrong-color closures, and broken tamper bands are flagged in real time — the defect class most directly tied to leaks, spoilage, and shelf-life complaints.
04
Label Placement & Print Quality
Skewed, missing, wrinkled, torn, or wrong-SKU labels are caught at a resolution well below what a shopper would notice — even two degrees of rotational skew is enough to trigger a flag.
05
Date Code & Lot Verification
Date codes, lot numbers, and barcodes are read with optical character recognition and checked for presence and legibility — a misprinted or missing code is a traceability gap the day it happens, not the day it's discovered.
06
Foreign Object & Contamination Check
Glass shards, insects, and plastic fragments in the contents are identified before sealing — the defect class behind the most brand-damaging recalls, and the one a single sensor can't reliably see alone.
What's Actually Running Behind the Camera
AI vision on a bottling line isn't one algorithm doing everything. It's a pipeline of imaging, inference, and logging tuned to keep pace with a wet, fast, reflective production environment.
From Camera to Decision — What Happens to Every Bottle
Imaging
Camera speed60–120 fps industrial cameras
LightingLED strobes synced to line motion
CoverageMultiple angles per container
Sync methodEncoder-wheel triggered capture
AI Models
DetectionYOLOv8-class object detectors
ClassificationCNN-based defect classifiers
Text readingOCR for date codes and lot numbers
Inference locationOn-premise edge AI server
Decision Logic
Decision timeUnder 50ms per container
OutcomesPass · Reject · Review
Reject pathAutomated divert mechanism
Review pathQueued for operator confirmation
Data & Audit Trail
Logged per unitImage, timestamp, decision, confidence
MetadataLot and SKU tagged automatically
ComplianceGFSI-ready evidence package
RetrievalSearchable by lot in seconds
Manual Sampling vs. AI Full-Line Inspection
Metric
Manual Sampling
AI Full-Line Inspection
Containers inspected
~1 in 100
100%, every bottle
Accuracy across a shift
82% falling to ~70%
Consistent hour one to hour eight
Defect categories tracked at once
1–2, whichever is prioritized
6, in parallel, per container
Decision speed
Seconds, fatigue-dependent
Under 50 milliseconds
Audit trail
Manual logs, spot records
Image + metadata, every unit
Recall risk exposure
High — 99% of units unchecked
Minimized — nothing ships unseen
How It Sits on Your Existing Line
AI vision cameras don't replace your fillers, cappers, or labelers — they sit at the inspection points that already exist on the line and add the checking layer that manual sampling can't keep up with.
1
Camera & Strobe at Each Inspection Zone
High-speed cameras and synchronized LED strobes are mounted at the existing stations along the line — after the filler, after the capper, after the labeler — with no change to line geometry or speed.
2
On-Premise Edge AI Server
Every frame is processed locally, in under 50 milliseconds, so the reject decision keeps pace with 1,200+ bottles a minute without depending on a network connection.
3
Automated Reject or Divert
A failed container is diverted off the line automatically. Borderline cases are queued to a review station instead of being passed or scrapped on a guess.
4
MES & Quality System Logging
Every decision, image, and confidence score is written to your quality and MES systems automatically, building the lot-level audit trail before anyone asks for it.
See It Catch a Defect Your Line Is Currently Shipping
Bring your own bottle, label, and cap samples to a walkthrough and we'll run AI vision detection live — no hypothetical demo data, just your actual product on your actual defect classes.
Industrial cameras capture each container at 60 to 120 frames per second as it moves through the inspection zone, and the AI model returns a pass, reject, or review decision in under 50 milliseconds. That's fast enough to keep up with lines running 1,200 or more bottles a minute without adding a bottleneck. The camera and strobe hardware mount at your existing inspection points, so there's no change to conveyor speed or line layout. Book a demo to see the decision speed on your own line data.
The defects that slip past manual sampling are usually small and easy to miss under fatigue: a cap seated a couple of degrees crooked, a label two millimeters out of position, a fill level a few milliliters under spec, or a date code that printed faint but not quite unreadable. AI vision checks every container against the same threshold every time, whether it's the first bottle of the shift or the ten-thousandth. It also runs all six defect categories — fill, cap, label, date code, container integrity, and foreign material — in parallel on every unit, something a single inspector watching for one thing at a time can't realistically do.
No — AI vision cameras are an inspection layer that sits alongside your existing equipment, not a replacement for it. Cameras and strobes are installed at the natural inspection points that already exist after your filler, capper, and labeler stations, and the edge AI server processes what the cameras see without touching the mechanical line itself. The only new addition to the physical line is a reject or divert mechanism at each inspection point, which routes failed containers off the line automatically instead of letting them continue to packout.
Every container gets one of three outcomes: pass, reject, or review. A clear pass continues straight to packaging. A clear-cut failure — a missing cap, a badly torn label, visible contamination — triggers an automated reject mechanism that diverts the container off the line before it reaches packout. Borderline cases, where the confidence score doesn't clear the threshold either way, are queued for a quick operator review rather than being auto-passed or auto-scrapped, so edge cases don't quietly become false rejects or false passes.
Every inspected container generates a record: an image, a timestamp, the pass or reject decision, a confidence score, and the lot and SKU it belongs to. That record is written automatically to your quality and MES systems, which means a full inspection history exists for every lot before an auditor or a retailer ever asks for it. If a question does come up about a specific date code or production window, the evidence is searchable in minutes instead of requiring a manual pull through paper logs. Contact support to see how the audit trail maps to your GFSI documentation requirements.
Stop Shipping the 99% You Never Checked
Bring your bottling line's fill, cap, label, and date code specs to a walkthrough and see AI vision catch what manual sampling has been missing — on your own containers, at your own line speed.