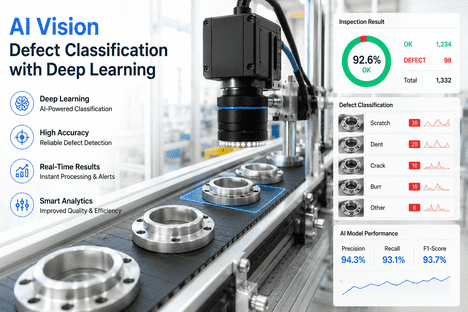
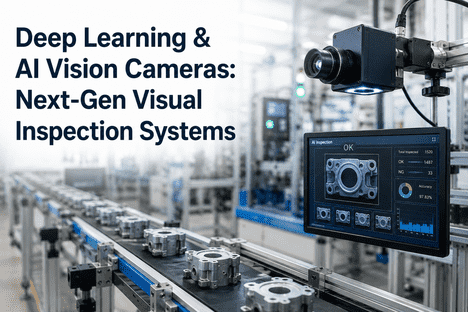
EV battery manufacturing is the most inspection-intensive production environment in the automotive industry — and the one where a single undetected defect carries the highest consequence. A 20-micron metal particle on an electrode surface that escapes inspection does not produce a quality complaint. It produces a thermal runaway event that can destroy a $50,000 vehicle, trigger a billion-dollar product recall, and generate safety investigations that follow a manufacturer's brand for years. At gigafactory scale, where a single facility produces over one million cells per day, the mathematics of sampling-based inspection are simply incompatible with the defect escape rate the industry's safety record requires. Checking one in every thousand cells means 999 potential defects pass uninspected every minute. Electrode coating pinholes measuring 20 microns, metallic contamination particles smaller than a human hair, laser weld anomalies detectable only by texture signature analysis, and separator alignment deviations measurable in tens of microns are all defect categories where AI vision inspection has demonstrated detection capabilities that manual and conventional automated optical inspection cannot approach. iFactory's AI vision camera platform deploys across every critical battery production stage — electrode coating inspection, cell assembly verification, laser weld quality assessment, module-level defect detection, and final pack integrity confirmation — using deep learning models trained on battery-specific defect libraries that deliver over 98 percent detection accuracy at gigafactory production speeds without slowing throughput or adding inspection bottleneck stations to the production flow.
AI VISION · EV BATTERY INSPECTION · GIGAFACTORY QUALITY · ELECTRODE & WELD DETECTION
100% AI Vision Inspection Across Every EV Battery Production Stage — Electrode to Pack
iFactory's AI vision camera platform inspects electrode coatings, cell assembly, laser welds, and battery modules at gigafactory production speeds — detecting 20-micron contamination, coating pinholes, weld anomalies, and separator defects before they become safety events or recall liabilities.
Why Sampling-Based Inspection Fails in EV Battery Manufacturing — and What 100% AI Vision Delivers
Battery manufacturing tolerates defect escapes less than any other production environment because the failure mode is not a product return — it is a vehicle fire. The following comparison captures the structural performance difference between facilities relying on statistical sampling and conventional automated optical inspection versus those deploying iFactory's AI vision 100% inline inspection across the full battery production flow. Facilities ready to close this gap can Book a Demo with iFactory's battery inspection team to see detection performance data on their specific cell format and defect portfolio.
1Electrode Defect Detection
Detection Gap at Sub-50 µm
Conventional AOI systems on electrode coating lines use rule-based threshold algorithms that detect gross coating defects but miss the sub-50 micron pinholes, micro-coating thickness variations, and metallic contamination particles at the 20-micron scale that are the root cause of separator penetration and internal short circuit events in finished cells.
20-Micron Detection at Line Speed
iFactory's deep learning electrode inspection models detect pinholes, coating voids, edge alignment deviations, and metallic contamination at 20-micron resolution on electrode webs travelling at 80 metres per minute — covering the full 1.5-metre web width with consistent sensitivity that rule-based systems cannot maintain across variable coating surface texture.
2Laser Weld Quality
Dimensional Check Only
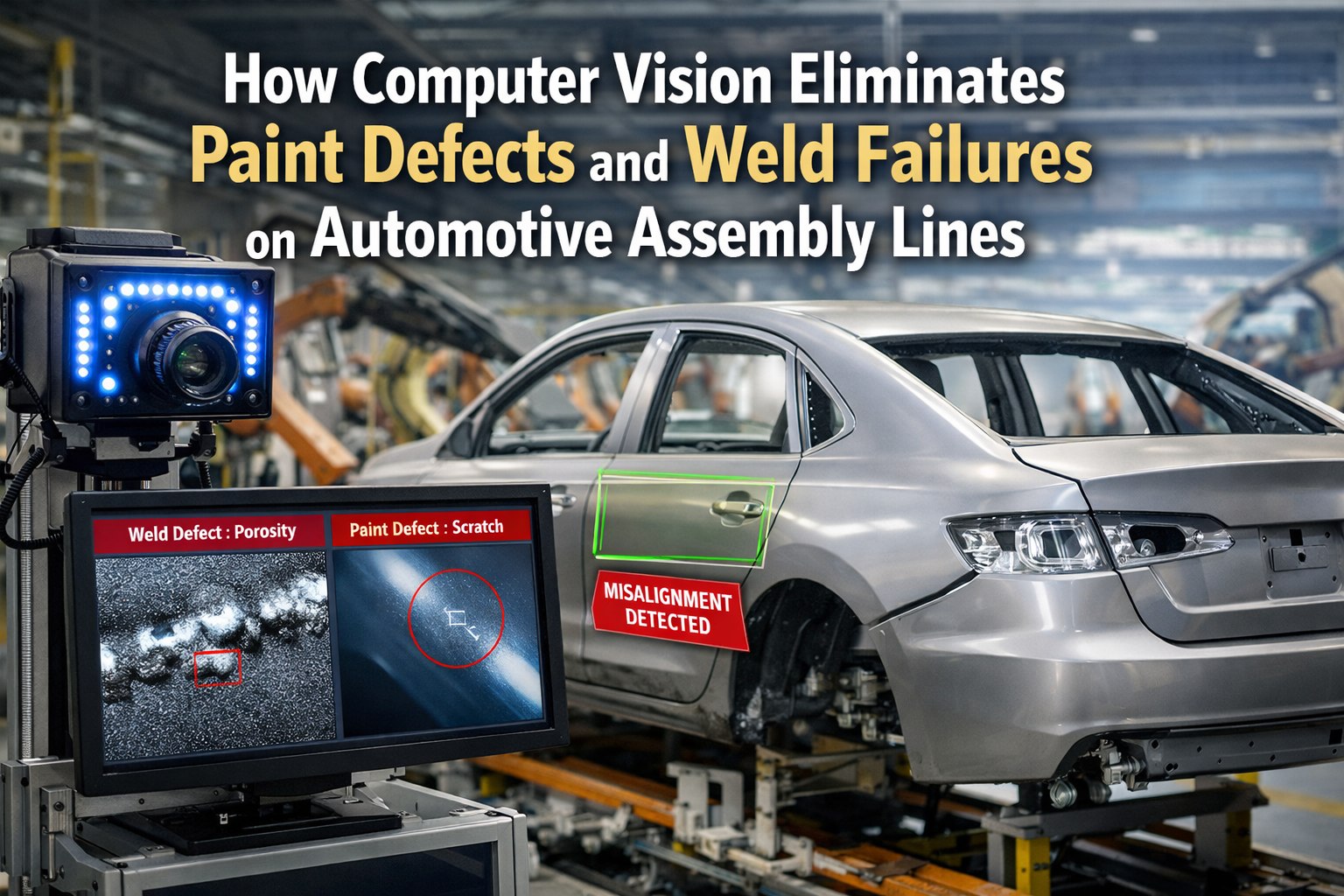
Conventional weld inspection measures geometric dimensions — weld diameter, spatter count, bead width — but cannot assess the textural and thermal signature characteristics that distinguish a structurally sound weld from one with micro-porosity, insufficient penetration, or heat-affected zone cracking. These texture-signature defects are the weld failures most likely to produce high-resistance connections that degrade cell performance over the product's lifetime.
Texture and Thermal Signature Analysis
iFactory's laser weld inspection models analyse the textural signature, surface topography, and thermal profile of every weld joint — not just its geometric dimensions. Deep learning classification distinguishes welds with micro-porosity, insufficient fusion, and HAZ cracking from geometrically acceptable welds that would pass dimensional inspection, identifying the structurally weak connections that cause field failures years after installation.
3Contamination Detection
Sampling at 1 in 1,000 Cells
At gigafactory production rates, sampling-based contamination inspection creates a detection blind window in which a contamination event affecting dozens or hundreds of consecutive cells can propagate through the full assembly sequence — through stacking, winding, electrolyte fill, and module assembly — before the next sample inspection identifies the contamination source. By that point, the contaminated cells have already been assembled into modules that require destructive teardown to recover.
100% Cell Coverage — Contamination Stopped at Source
iFactory's contamination detection models inspect every electrode surface and separator sheet for foreign particle contamination, metallic debris, and handling-induced soiling before cell assembly begins — detecting contamination events at the first affected unit, triggering line stop and contamination source investigation before additional cells are affected. Contamination events stopped at electrode stage cost a fraction of contamination events discovered at module or pack stage.
4Module-Level Integrity
End-of-Line Sampling with Teardown Risk
Module-level inspection programmes that rely on sampling and manual visual checks cannot verify busbar alignment, cell seating position, inter-cell weld integrity, and thermal management interface completeness across the full module population. Defects discovered at end-of-line testing require module teardown that generates significant rework cost and yield loss — and defects that escape end-of-line testing enter vehicle assembly as latent field failure risks.
3D AI Vision — 100% Module Verification
iFactory's module inspection configuration combines 2D surface defect detection with 3D geometry verification to confirm cell positioning accuracy, busbar alignment, weld joint integrity across every connection in the module, and thermal management interface completeness — at 100 percent module coverage with automated reject and rework routing before modules enter pack assembly.
Result
Defect escapes at every production stage, contamination propagation through assembly, weld failures in field — recall liability and thermal runaway risk
100% detection coverage from electrode to pack, contamination stopped at source, weld signatures verified, recall risk reduced — full production yield protection
Inspection Coverage
6 Critical EV Battery Inspection Stages iFactory AI Vision Covers
Effective EV battery inspection is not a single station — it is a layered detection programme that addresses the specific defect risk profile of each production stage from raw electrode coating through final pack assembly. The following six inspection modules represent iFactory's complete battery production inspection architecture, structured to the sequence that gigafactory and automotive battery plant deployments follow to achieve 100% defect coverage without inspection bottleneck creation at any production stage. Battery manufacturers who want to see how iFactory covers their specific cell format and production flow can Book a Demo with iFactory's battery inspection specialists.
01
Electrode Coating Inspection — Pinhole, Contamination, and Uniformity Detection
Electrode coating lines produce anode and cathode foils at speeds exceeding 80 metres per minute on webs up to 1.5 metres wide — a detection task that requires AI line scan camera systems capable of imaging every square centimetre of the web surface in real time. iFactory's electrode inspection models detect coating pinholes from 20 microns, coating thickness non-uniformity from spectral reflectance analysis, edge alignment deviations from the cut specification, metallic contamination particles from the slurry mixing or coating equipment, and substrate surface damage from the calendering process. Defect events are classified by type, size, and location on the web, with automated web marking for downstream downstream quality hold decisions and MES integration that links every coating anomaly to the electrode roll identity and production batch record.
02
Cell Assembly Inspection — Separator Alignment, Stacking, and Winding Verification
Cell assembly — whether stacked prismatic, wound cylindrical, or folded pouch format — requires micron-level precision in separator and electrode layer alignment to prevent separator penetration and internal short circuit. iFactory's cell assembly inspection cameras verify separator overhang dimensions against specification, electrode stack alignment within the cell casing, anode-cathode overhang ratios that determine lithium plating risk, and winding uniformity on cylindrical cells. Every dimensional measurement is recorded per cell and linked to the cell ID, stack position, and production sequence — creating the traceability data that root cause analysis requires when field failures identify a manufacturing origin.
03
Laser Weld Inspection — Tab, Busbar, and Connection Integrity Verification
Battery cells contain hundreds of laser weld connections — tab-to-current-collector welds, cell-to-busbar welds in modules, and terminal connection welds at pack level. iFactory's weld inspection models analyse the textural signature, surface topography, spatter distribution, and thermal profile of every weld joint using high-resolution camera configurations with structured illumination optimised for weld surface contrast. The models distinguish geometrically acceptable welds with micro-porosity or insufficient penetration from structurally sound welds — the category of defect that causes high-resistance connections and cell-level performance degradation that only appears after years of thermal cycling in the vehicle.
04
Electrolyte Filling and Sealing Inspection — Fill Level and Seal Integrity Verification
Incorrect electrolyte fill volume produces cells with reduced capacity and accelerated degradation that does not manifest during formation cycling but appears as premature capacity fade in the field. Seal integrity failures on pouch and prismatic cells allow electrolyte evaporation and moisture ingress that degrade electrolyte chemistry over time. iFactory's fill and seal inspection module uses vision-based fill level verification correlated with gravimetric checkweigher data, seal bead geometry inspection for continuity and width conformance, and heat seal integrity verification on pouch cells through thermal imaging of the sealing zone — generating per-cell seal quality records that support the end-of-line quality hold decisions that prevent imperfectly sealed cells from entering module assembly.
05
Cell Surface and Label Inspection — OCV Marking, Print Verification, and Cosmetic QC
Finished cells carry printed or laser-engraved cell identity codes, capacity and voltage markings, and traceability data matrix codes that must be verified before cells enter module assembly. iFactory's cell surface inspection module reads and verifies every marking against the production record, confirms data matrix code readability and grade, detects surface scratches, dents, and cosmetic defects on cell casings that indicate handling damage, and verifies label placement accuracy and adhesion quality. Every cell receives a per-unit surface inspection record linking cosmetic quality status to the cell ID and formation test result — enabling the combined quality disposition that determines module assembly eligibility.
06
Module and Pack Assembly Inspection — 3D Position, Busbar Alignment, and Thermal Interface Verification
Battery module assembly requires precise cell positioning, busbar alignment, and thermal management interface installation that determine the module's electrical performance and thermal behaviour over its vehicle life. iFactory's module inspection configuration uses 3D structured light cameras to verify cell seating position within the module housing, busbar alignment and connection gap dimensions, cell-to-cell weld joint integrity across the full module population, and thermal pad coverage and contact quality. At pack level, the same platform verifies module positioning, high-voltage connector integrity, BMS wire bond completeness, and protective casing seal status — providing the 100% pack coverage that identifies assembly defects before they enter vehicle production.
Performance Data
Measured Outcomes from AI Vision EV Battery Inspection Deployments
The following performance data reflects operational outcomes from battery manufacturing facilities that implemented iFactory AI vision inspection across electrode coating, cell assembly, laser weld, and module inspection stages. Results are drawn from cylindrical, prismatic, and pouch cell production environments at gigafactory and automotive battery plant scale in 2024 to 2026 deployment programmes.
45%
average reduction in production waste and rework within 12 months of deploying AI vision electrode and cell inspection — consistent with industry-reported outcomes from AI-based inspection tool deployment at scale
99%+
electrode coating defect detection accuracy achieved at 80 m/min production speed across 1.5m web width — versus 60–70% detection rate for conventional threshold-based AOI systems on the same lines
20 µm
minimum detectable metallic contamination particle size on electrode surfaces — the critical threshold for preventing separator penetration and thermal runaway initiation from manufacturing-origin contamination
100%
cell-level inspection coverage replacing 1-in-1,000 sampling programmes — eliminating the detection blind window that allows contamination and weld defect events to propagate through multiple assembly stages undetected
These outcomes reflect the compounding effect of staged 100% inspection: defects caught at electrode stage cost a fraction of the same defect discovered at module or pack stage — and an infinitesimal fraction of the same defect identified through a product recall or field failure investigation. Battery manufacturers ready to quantify their specific defect escape exposure and model the inspection ROI case can Book a Demo to see iFactory's coverage model applied to their production volumes and defect cost profile.
Root Cause Analysis
Why EV Battery Inspection Programmes Underperform — and How AI Vision Addresses Each Failure Mode
Battery inspection programme failures are not random — they follow predictable patterns driven by the physical limits of the inspection technologies deployed and the organisational constraints under which they operate. Each of the following failure modes has a documented mechanism that conventional inspection cannot overcome, and each is directly addressed by iFactory's AI vision platform architecture.
01
Rule-Based AOI Cannot Adapt to Coating Surface Variability
Conventional automated optical inspection on electrode coating lines uses fixed threshold algorithms that classify pixels as defect or non-defect based on brightness or contrast rules calibrated to a reference surface. Electrode coating surfaces vary in reflectance with slurry formulation, calendar pressure, and substrate tension — creating a dynamic false positive and false negative rate that shifts throughout the production run without the system being aware of it. AI vision models learn the surface signature of a correctly coated electrode from the production data itself, adapting continuously to coating surface variation without requiring threshold recalibration — maintaining consistent detection sensitivity across material batch changes, humidity swings, and line speed variations that defeat rule-based systems.
02
Dark-on-Dark Defects Invisible to Standard 2D Cameras
EV battery assembly presents a well-documented imaging challenge: dark cell housings, black sealants on dark substrates, and transparent adhesives that are virtually invisible to conventional 2D cameras under standard illumination. This is not an edge case — it is the standard visual environment of battery module assembly. iFactory addresses this through multi-modal imaging configurations that combine structured light, coaxial illumination, and spectral band selection to create the contrast needed to detect black-on-black defects, transparent adhesive coverage gaps, and dark sealant continuity failures that standard 2D imaging cannot resolve regardless of camera resolution.
03
Weld Inspection Limited to Geometry — Missing Signature Defects
Conventional weld inspection systems measure geometric parameters — bead width, weld diameter, spatter count — and pass or fail welds against dimensional tolerances. The class of weld defect most likely to cause field failures — micro-porosity, insufficient fusion depth, heat-affected zone microcracking — does not produce a dimensional anomaly detectable by geometry measurement alone. These defects manifest as textural and thermal signature differences that deep learning models can classify from visual imagery once trained on sufficient examples of structurally compromised welds with normal geometric dimensions. This is the detection gap that explains why geometrically passing battery welds produce high-resistance connections discovered only through cell-level electrical performance testing or post-failure metallographic analysis.
04
Inspection Findings Disconnected from Production Process Control
Battery inspection programmes that generate defect data without routing it to production process control systems cannot prevent the defect from recurring on subsequent cells. A coating pinhole cluster that indicates nozzle fouling, a contamination particle event that indicates particle generation from a specific equipment component, or a weld anomaly pattern that indicates laser power drift — all of these defects have actionable upstream causes that can be corrected if the inspection finding reaches the process control system in real time. iFactory's MES integration routes defect classification events directly to production process control alerts and CMMS maintenance work orders — closing the loop from inspection finding to corrective action rather than generating a defect log that quality engineers review after the shift.
AI VISION · EV BATTERY CELLS · ELECTRODE INSPECTION · WELD QUALITY · GIGAFACTORY
Start a Turnkey AI Vision Pilot on Your EV Battery Production Line
iFactory's battery inspection platform deploys on electrode coating, cell assembly, laser weld, and module lines — with deep learning models pre-trained on battery-specific defect libraries that achieve production-grade detection accuracy within the first inspection shift of deployment.
Deployment Roadmap
Building an AI Vision EV Battery Inspection Programme: A Phased Approach
A production-grade AI vision inspection programme for EV battery manufacturing requires a phased deployment that validates detection accuracy at each production stage before activating reject authority — building manufacturing team confidence in AI inspection decisions while establishing the traceability infrastructure that links every inspection finding to the production batch and process parameter record. The following roadmap reflects deployment patterns validated across cylindrical, prismatic, and pouch cell production environments at automotive battery plant and gigafactory scale.
Phase 1
Defect Risk Assessment and Inspection Architecture Design (Weeks 1–3)
Conduct a production line defect risk assessment covering each manufacturing stage — electrode coating, cell assembly, laser welding, electrolyte fill, module assembly — to identify the defect types, frequency, and cost profile that define inspection priority. Review existing inspection records, field failure data, and formation test rejection patterns to identify where defect escapes are concentrated across the production flow. Design the camera architecture — line scan camera count and positioning for electrode inspection, area scan configurations for cell and weld inspection, 3D structured light deployment for module verification — matched to the production speed, cell format, and defect detection specifications established in the assessment. Battery manufacturers ready to start this assessment can
Book a Demo with iFactory's battery inspection engineering team to begin the scoping process.
Outcome: Defect risk map by production stage, camera architecture specification, deployment priority sequence
Phase 2
Pilot Deployment on Highest-Priority Inspection Stage (Weeks 4–10)
Install AI vision inspection on the production stage identified as highest inspection priority — typically electrode coating or laser weld inspection, as these stages carry the highest defect consequence and the highest cost multiplier for downstream defect propagation. Commission the system in shadow mode, running 100% inspection alongside existing quality checks and comparing AI detection findings against conventional inspection and formation test outcomes. Shadow mode data is reviewed weekly to validate detection accuracy by defect type and calibrate classification thresholds before any reject authority is granted. Shadow mode validation on the highest-priority stage typically reveals the defect escape rate of existing inspection for the first time — providing the ROI case data that justifies programme expansion to subsequent stages.
Outcome: Pilot stage shadow mode validated, detection accuracy by defect type confirmed, defect escape rate quantified for ROI modelling
Phase 3
Live Inspection Activation and MES Integration (Weeks 11–18)
Activate live inspection with automated reject authority on the validated defect classes from Phase 2. Connect iFactory's inspection platform to the facility MES via standard API to enable per-unit inspection records linked to cell ID, stack position, formation test result, and production batch record. Configure real-time defect trend alerts that route contamination events and weld anomaly patterns to production engineering as process control signals — closing the loop from inspection finding to corrective action rather than generating a defect database that informs post-hoc analysis only. Measure reject rate by defect class, false positive rate, and formation test pass rate improvement in the first four weeks of live operation to confirm the ROI baseline.
Outcome: Live inspection active with MES integration, per-cell inspection records established, formation test correlation confirmed
Phase 4
Full Production Flow Coverage and Continuous Model Improvement (Weeks 19–32)
Extend AI vision inspection to all remaining production stages — expanding from the pilot stage through cell surface inspection, electrolyte fill verification, module assembly verification, and final pack inspection — using the validated configuration template and MES integration from Phase 3 as the deployment baseline for each new stage. Activate the continuous model improvement workflow that incorporates operator-reviewed override decisions and new defect examples into the training dataset on a monthly basis, progressively improving classification accuracy for novel defect presentations and cell format variants. Establish defect trend dashboards that track defect frequency by type, by production stage, and by upstream process variable — enabling process engineering to target root cause corrections based on objective inspection data rather than formation test failure patterns that appear only after defective cells have passed through the entire assembly sequence.
Outcome: Full production flow AI vision coverage active, continuous model improvement live, process engineering defect trend data established
Regulatory and Safety Standards
Quality and Safety Standards AI Vision EV Battery Inspection Supports
EV battery manufacturers operate under a combination of automotive quality system requirements, battery-specific safety standards, and emerging regulatory frameworks for battery traceability that collectively define the documentation and process control obligations that AI vision inspection must satisfy. A correctly deployed iFactory inspection programme generates the evidence required for these standards as an automatic output of production inspection — without separate documentation effort at audit preparation time.
IATF 16949 — Automotive Quality Management System
IATF 16949 requires 100% inspection or statistically validated sampling for safety-critical characteristics — a requirement that, for battery cell manufacturing, necessitates 100% inspection given the catastrophic consequence of defect escapes. iFactory generates the per-unit inspection records, statistical process capability evidence, and defect trend documentation that IATF 16949 customer-specific requirements for battery manufacturers increasingly specify — including OEM-mandated traceability linking every cell's quality record to its production batch, formation test result, and module assembly destination.
IEC 62133 and UL 2580 — Battery Safety Standards
IEC 62133 and UL 2580 battery safety standards require manufacturers to demonstrate that their quality management processes prevent the manufacturing defects — metallic contamination, separator damage, insufficient electrode coating — that cause thermal runaway failures in rechargeable battery products. iFactory's 100% inline inspection with per-cell digital records provides objective evidence that each cell's production process satisfied the contamination control, dimensional specification, and weld integrity requirements that these standards reference as the manufacturing quality baseline for battery safety compliance.
EU Battery Regulation — Traceability and Carbon Footprint Requirements
The EU Battery Regulation requires battery manufacturers to maintain production traceability records supporting the Battery Passport — linking each cell's identity to its manufacturing process data, quality inspection records, and material provenance information. iFactory's per-cell inspection database provides the quality inspection component of this traceability requirement automatically, generating structured records of inspection coverage, defect events, and quality disposition for every cell produced — without the manual record assembly that digital passport compliance would otherwise require from the quality team.
ISO 9001 and Customer-Specific OEM Quality Requirements
Automotive OEM battery supply agreements increasingly specify real-time production quality data access, lot-level inspection certificates with statistical process data, and documented evidence of inspection system capability and coverage — requirements that manual and sampling-based inspection programmes cannot satisfy within OEM-specified response timeframes. iFactory generates per-lot inspection certificates automatically when production lots are closed, exportable in formats compatible with OEM quality portal submission requirements for Tier 1 battery suppliers under current automotive OEM battery supply agreements.
Frequently Asked Questions
AI Vision EV Battery Inspection — Frequently Asked Questions
What is the minimum detectable defect size on electrode surfaces using iFactory's AI vision system?
iFactory's electrode coating inspection configurations detect metallic contamination particles and coating pinholes from 20 microns on electrode surfaces at production speeds up to 80 metres per minute. The 20-micron threshold is the critical detection specification for separator penetration prevention — particles below this threshold lack the mass and rigidity to penetrate separator layers under normal winding and stack compression forces. The exact minimum detectable size in a specific deployment is determined by the camera resolution and illumination configuration established during the pre-deployment assessment, which is designed to meet or exceed the customer's separator specification for contamination particle size acceptance criteria.
How does AI vision detect laser weld defects that conventional dimensional inspection misses?
iFactory's laser weld inspection models analyse the textural signature and surface topography of every weld joint rather than measuring its geometric dimensions alone. Micro-porosity, insufficient penetration depth, and heat-affected zone microcracking do not produce dimensional anomalies detectable by beam width measurement or spatter count — but they do produce characteristic surface texture patterns that deep learning models trained on examples of structurally compromised welds can classify with high accuracy from high-resolution imagery. This texture-signature approach detects the weld failure modes most likely to cause high-resistance connections and field failures while maintaining false positive rates below 2 percent — the threshold at which production teams trust AI reject decisions without systematic manual verification of every flagged weld.
How does iFactory's battery inspection platform handle the dark-on-dark imaging challenge in module assembly?
iFactory addresses the dark cell housing, black sealant, and transparent adhesive imaging challenge through multi-modal illumination configurations that combine structured light, coaxial illumination, and spectral band selection to create surface contrast on dark-on-dark feature combinations that standard 2D white light imaging cannot resolve. The specific illumination configuration is determined during the deployment engineering assessment for each inspection station — matching the illumination strategy to the specific dark material combinations and defect feature types at that production stage. For transparent adhesive and sealant inspection, near-infrared and ultraviolet imaging channels are incorporated where their penetration or fluorescence characteristics provide the contrast that visible-spectrum imaging cannot achieve on these materials.
What MES and quality management systems does iFactory's battery inspection platform integrate with?
iFactory's battery inspection platform integrates with all major MES and quality management systems used in automotive battery manufacturing via REST API, OPC-UA, and direct database connectors — including SAP ME, Siemens Opcenter, Aegis FactoryLogix, and custom battery MES architectures. Integration passes per-cell inspection records, defect classification events, statistical quality data, and production quality alerts to the MES in real time, linking each inspection finding to the cell ID, stack position, formation test result, and production batch record. Integration scope and data schema mapping are defined during the Phase 1 deployment assessment and validated during shadow mode operation before live integration is activated.
How long does it take to deploy iFactory AI vision inspection on a battery production line?
A single-stage pilot deployment on one inspection point — typically electrode coating or laser weld inspection — reaches shadow mode validation within four to six weeks of hardware installation, using iFactory's pre-trained battery defect classification models for initial detection and fine-tuning them on facility-specific defect examples during commissioning. Full production line coverage across all six inspection stages described in this article typically takes twenty to thirty weeks from initial deployment through to full MES-integrated live operation — depending on cell format complexity, the number of production lines in scope, and the MES integration architecture. The phased approach means quality improvements and ROI begin accumulating from Phase 2 pilot stage deployment while subsequent stages are still being commissioned.
What ROI can battery manufacturers expect from AI vision inspection deployment?
Battery manufacturers typically achieve measurable ROI from AI vision inspection within the first production quarter of pilot stage deployment — primarily through the combination of reduced scrap and rework costs from earlier defect detection, improved formation test pass rate from contamination and assembly defect reduction, and avoided recall liability from the defect escapes that the AI system intercepts before they reach vehicle assembly. At gigafactory production volumes, a 1 percent improvement in formation test pass rate from better upstream defect detection represents millions of cells per year rerouted from rework to first-pass quality — a yield improvement that compounds across every production month. The 45 percent production waste reduction reported by one manufacturer after deploying AI inspection tools represents the scale of value available in production environments where conventional inspection programmes have significant defect escape rates at each production stage.
AI VISION · EV BATTERY CELLS · ELECTRODE TO PACK · GIGAFACTORY INSPECTION · 2026
Deploy 100% AI Vision Inspection Across Your EV Battery Production Flow — From Electrode to Pack
iFactory's AI vision battery inspection platform delivers 20-micron contamination detection, laser weld signature analysis, 3D module verification, and per-cell MES-linked quality records — at 100% production coverage without throughput impact, at every stage from electrode coating through final pack assembly.