Stamping defects don't arrive with a warning. They hide simultaneously in two places—a drift in the press-tonnage curve that no operator catches mid-run, and a surface scuff that appears only when a door panel catches the light at the customer's showroom. Traditional quality systems force stamping plants to choose: invest in press-side SPC or invest in vision inspection. iFactory eliminates that tradeoff entirely. Our platform fuses per-stroke press tonnage SPC with AI Vision surface classification into a single, unified system—so every stroke is statistically evaluated and every part surface is visually inspected at line speed, simultaneously. For Tier-1 stamping suppliers and OEM body shops facing PPAP Cpk requirements of 1.33 or higher, that dual-layer intelligence is no longer optional. Book a Demo to see how it works on a live stamping press.
Why Press Tonnage SPC and Vision AI Must Work Together
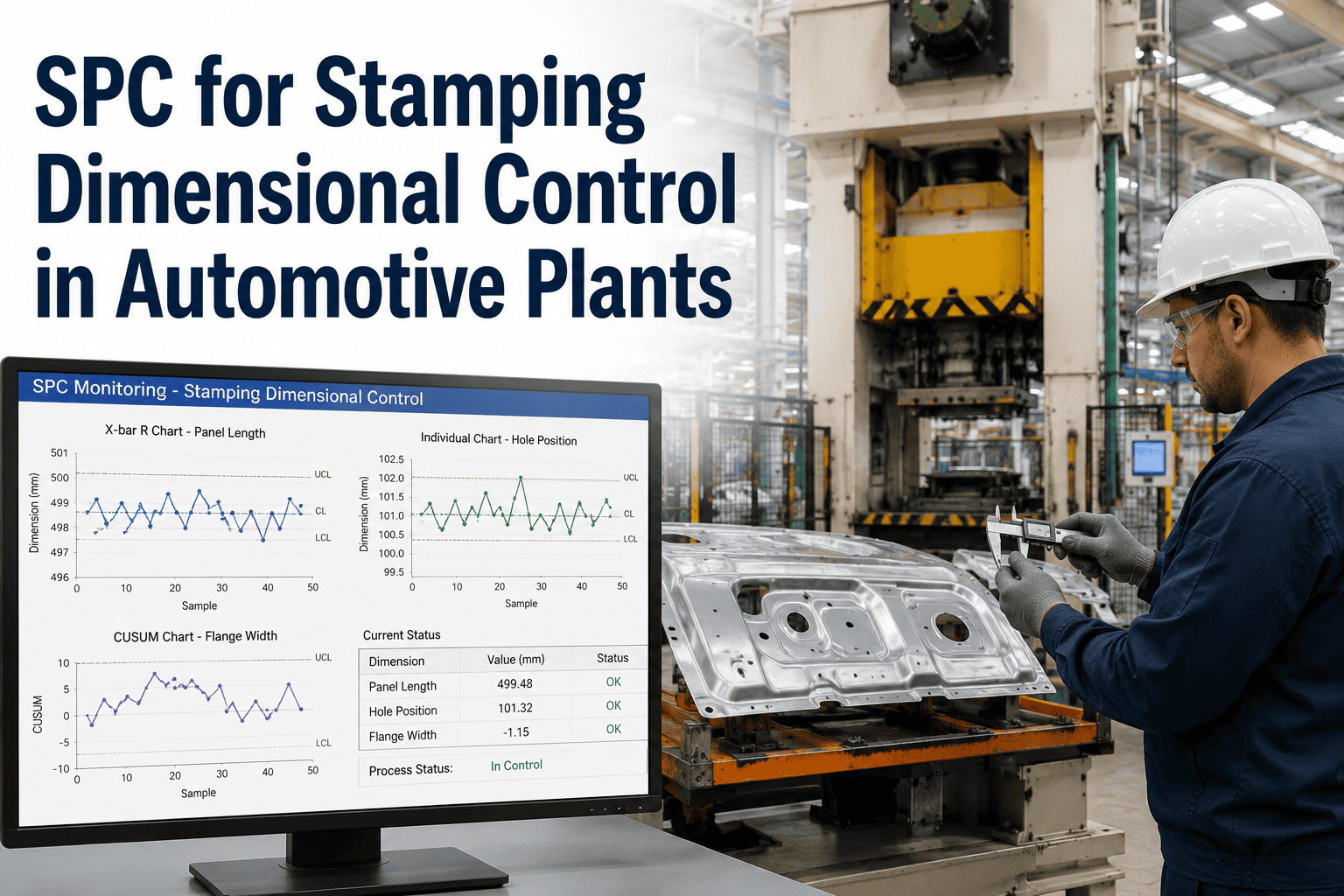
A stamping press running 18 strokes per minute produces over 10,000 panels per shift. The tonnage curve on each stroke encodes a precise mechanical signature—deviations in peak load, reverse snap-through, or load distribution across corners signal die wear, lubrication breakdown, or incoming material hardness variation before a single bad part reaches the unload conveyor. But tonnage alone tells you nothing about a surface scuff from a contaminated draw bead, an orange-peel finish from inconsistent blank holder pressure, or a micro-crack that only becomes visible under angled light. That's the blind spot where warranty claims and OEM charge-backs are born.
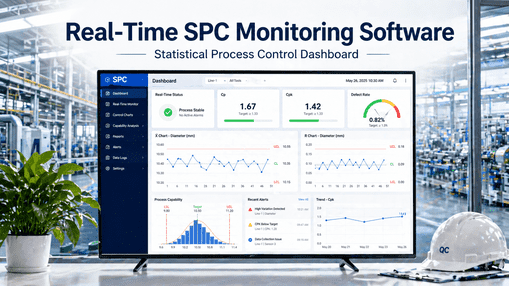
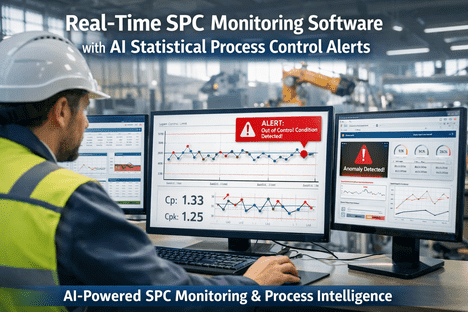
iFactory closes both channels simultaneously. The press-side SPC engine captures tonnage data on every stroke, computes a live Cpk against your control limits, and triggers a process alert the moment the capability index drifts below your AIAG threshold—before the die produces a statistically out-of-control batch. At the same instant, the AI Vision system classifies the part surface into defect categories—splits, scuffs, burrs, thinning zones, draw marks—and logs the result against the same stroke counter. The result is a correlated quality record: stroke 4,217 had a tonnage anomaly AND a surface split, pointing directly to a failing draw radius, not ambiguous process noise. Book a Demo to see the correlated dataset live.
Press Tonnage SPC
Captures peak load, reverse tonnage, and corner-load distribution on every stroke. Computes real-time Cpk and triggers alerts when process capability drifts—catching die wear and material variation before they produce scrap.
- Per-stroke Cpk updated continuously
- X-bar / R and EWMA control charts
- OPC-UA and Ethernet/IP PLC connectivity
- PPAP-ready capability report export
AI Vision Surface Classification
NVIDIA Edge nodes process camera feeds at line speed without cloud bandwidth costs. Each part is classified by defect type—split, scuff, burr, thinning, draw mark—and logged against the stroke record for root-cause correlation.
- 100% part coverage at production throughput
- Sub-0.1mm crack and micro-split detection
- Defect class taxonomy per stroke
- Edge processing — no cloud video streaming costs
The Hidden Cost of Running Two Separate Quality Systems
Most stamping plants that have invested in both press monitoring and vision inspection run them as disconnected islands. The tonnage monitor outputs a flat CSV that a quality engineer reviews each morning. The vision system produces a reject bin count with no link to which specific stroke or die condition caused each reject. Neither system talks to the other, and the result is a reactive quality process where correlation is manual, slow, and often skipped entirely under production pressure.
| Quality Challenge | Disconnected Systems | iFactory Unified Approach |
|---|---|---|
| Tonnage anomaly detected | CSV logged; engineer reviews next morning | Instant alert with correlated vision frame for that stroke |
| Surface scuff appears on parts | Vision reject bin flagged; cause unknown | Tonnage curve cross-referenced to identify draw bead wear |
| Cpk drops below 1.33 | Discovered at end-of-shift SPC review | Live dashboard alert at stroke level; line hold triggered |
| PPAP submission preparation | Manual data pull from 2+ systems; hours of work | Single-click capability report with stroke-level traceability |
| Die change root cause | Estimated based on shift supervisor memory | Exact stroke count and defect class logged to EAM work order |
| OEM customer audit trail | Reconstructed from paper logs and exports | Complete digital record per part, per stroke, per shift |
How iFactory's Fusion Engine Works: Stroke by Stroke
The iFactory stamping quality module is purpose-built around the stamping cycle as the fundamental unit of measurement. Every stroke generates two parallel data streams—mechanical and visual—that are merged into a single timestamped quality record stored against that part's serial or cavity identifier.
Press Signal Acquisition
iFactory connects to your existing tonnage monitor or PLC via OPC-UA or Ethernet/IP. Peak tonnage, corner-load distribution, and reverse snap-through are captured for every stroke without interrupting press controls.
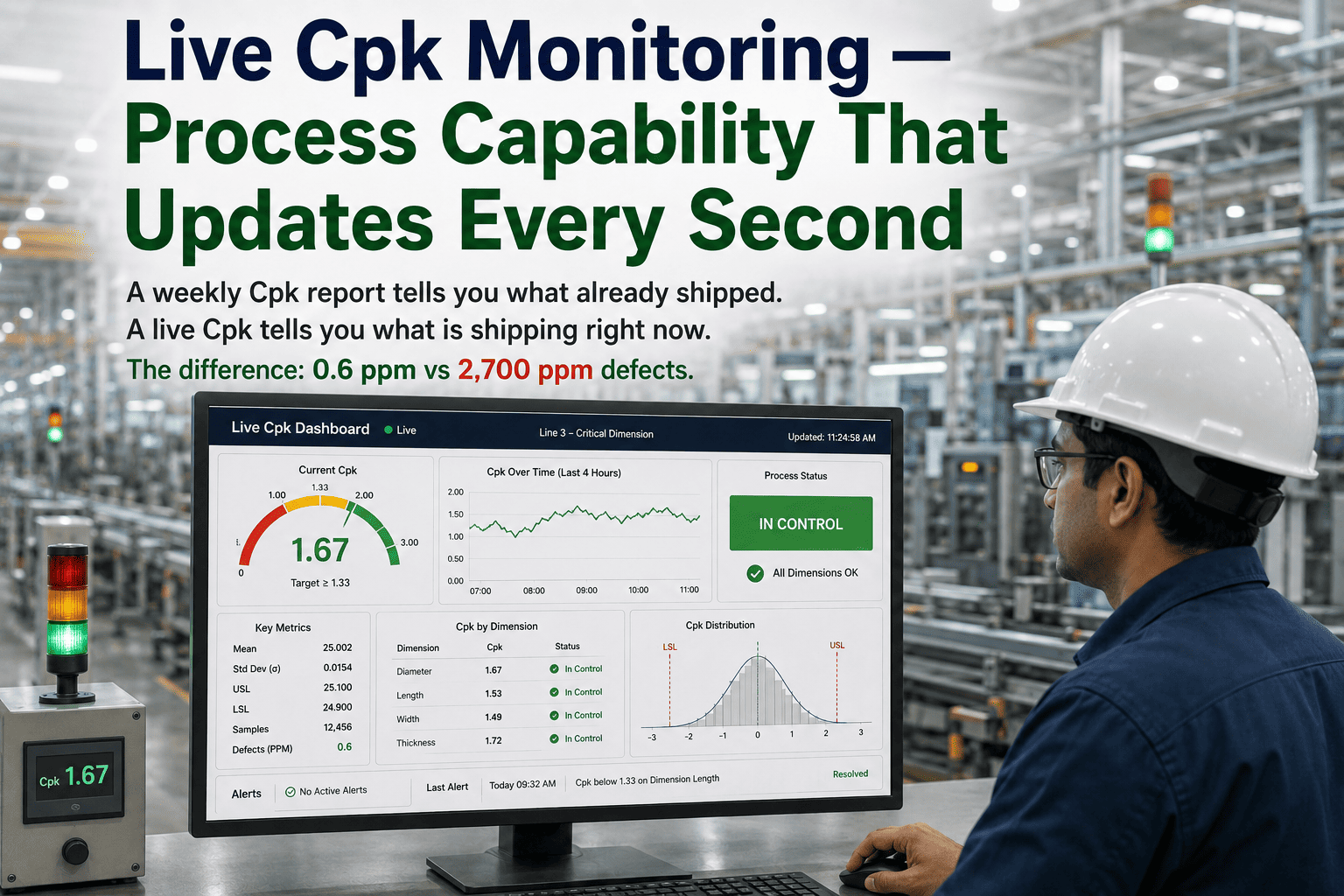
Real-Time Cpk Calculation
The SPC engine computes a rolling Cpk and updates X-bar/R control charts after each stroke. When capability drifts below your configured threshold (1.33, 1.67, or custom), an operator alert is dispatched in under five seconds.
Edge AI Vision Inspection
As the part exits the die, NVIDIA Edge cameras inspect the surface at full line speed. The AI model classifies each part against a defect taxonomy—splits, scuffs, burrs, thinning, draw marks—and logs the result against the same stroke timestamp.
Correlated Quality Record
Tonnage data and vision classification are merged into a single stroke-level quality record. A scuff that correlates with a tonnage peak on the right-rear corner points directly to a specific draw bead condition—no manual investigation required.
PPAP Report and EAM Integration
Quality records feed directly into PPAP-ready capability reports and trigger preventive maintenance work orders in the EAM module when cumulative defect patterns signal upcoming die maintenance. Book a Demo to walk through a live stamping session.
Stamping Quality Metrics That Matter to OEMs and Tier-1 Teams
iFactory surfaces the capability and defect metrics that stamping quality engineers, production supervisors, and OEM customer quality representatives actually use—without requiring custom reporting dashboards or off-line data exports.
Common Stamping Defect Classes iFactory Detects and Correlates
Each defect class in the iFactory taxonomy carries a distinct tonnage fingerprint. By learning those correlations across your production history, the platform moves from detection to prediction—flagging process conditions likely to produce a specific defect before the part is even ejected. Book a Demo to see defect-tonnage correlation on your panel geometry.
"We were running our tonnage monitor and our vision inspection completely blind to each other. A surface split would show up in the vision reject bin, but finding which stroke caused it meant pulling two CSVs and matching timestamps manually—sometimes taking a quality engineer the better part of a shift. Since deploying iFactory's fused system, the correlated stroke record tells us the exact draw-bead condition that caused each defect class within seconds of the reject. Our PPAP submission time dropped from two days of data assembly to about forty minutes." — Quality Manager, Tier-1 Automotive Stamping Supplier, Midwest U.S.
Stamping Plant Quality: From Reactive Inspection to Predictive Process Control
The end goal of deploying iFactory in a stamping plant is not simply faster defect detection—it is shifting the quality function upstream, from inspection after the stroke to process control before the defect forms. When tonnage trends and vision defect frequencies are analyzed together over thousands of strokes, predictive patterns emerge: a gradual right-corner load increase over the past 600 strokes reliably precedes draw-mark defects within the next 200. iFactory's analytics layer surfaces these leading indicators so maintenance teams can schedule a die polish or cushion adjustment at the next planned break rather than reacting to a scrap event that already cost hundreds of parts.
This is what stamping quality engineers mean when they distinguish preventive from predictive: preventive maintenance runs on calendar intervals, while predictive maintenance runs on actual process signals. iFactory provides both—automated preventive scheduling through the EAM module, and pattern-based predictive alerts through the fused SPC and vision dataset. The platform connects to your existing SAP, Oracle, or legacy MES to push quality summaries and maintenance triggers upward without displacing your established ERP workflows. Book a Demo to see predictive stamping quality in action.
Frequently Asked Questions
Can iFactory connect to our existing tonnage monitor without replacing it?
Yes. iFactory reads tonnage data via OPC-UA, Ethernet/IP, or direct PLC communication—your existing monitor continues operating while iFactory adds the SPC and vision fusion layer on top.
What Cpk thresholds does the SPC engine support for PPAP compliance?
iFactory supports fully configurable Cpk thresholds—1.33, 1.67, 2.0, or custom OEM-specific values—with alerts and PPAP report exports triggered at the limits you define.
How does the AI Vision system handle shiny or reflective stamped surfaces?
iFactory deploys structured or multi-angle lighting configurations with the NVIDIA Edge camera hardware, specifically engineered for high-gloss and bare metal stamped surfaces that confuse standard vision systems.
Does iFactory support progressive die, transfer press, and tandem press lines?
Yes. The platform is configured per-press and per-station, supporting progressive die, transfer press, and tandem line architectures with independent SPC streams and vision zones for each stage.
How long does deployment take on an active stamping line?
Most stamping installations achieve PLC connectivity and initial SPC dashboards within days; AI Vision camera commissioning and model training typically complete within two to three weeks of hardware installation.
Conclusion: Stamping Quality Requires a Unified Signal, Not Two Separate Systems
Every stamping defect has a mechanical cause and a surface manifestation. Managing them through separate, disconnected systems guarantees the gap where warranty escapes, charge-backs, and PPAP failures hide. iFactory's fusion of per-stroke press tonnage SPC and AI Vision surface classification closes that gap—giving stamping quality teams a single, correlated quality record per stroke, per part, per shift. Whether your priority is meeting Cpk 1.67 for a new OEM program, reducing scrap on a high-volume door panel press, or building the audit trail required for IATF 16949 certification, iFactory delivers the data infrastructure to support it—without replacing your existing press controls or camera hardware.
-—-live-spc-for-tier-1-oem-programs.png)