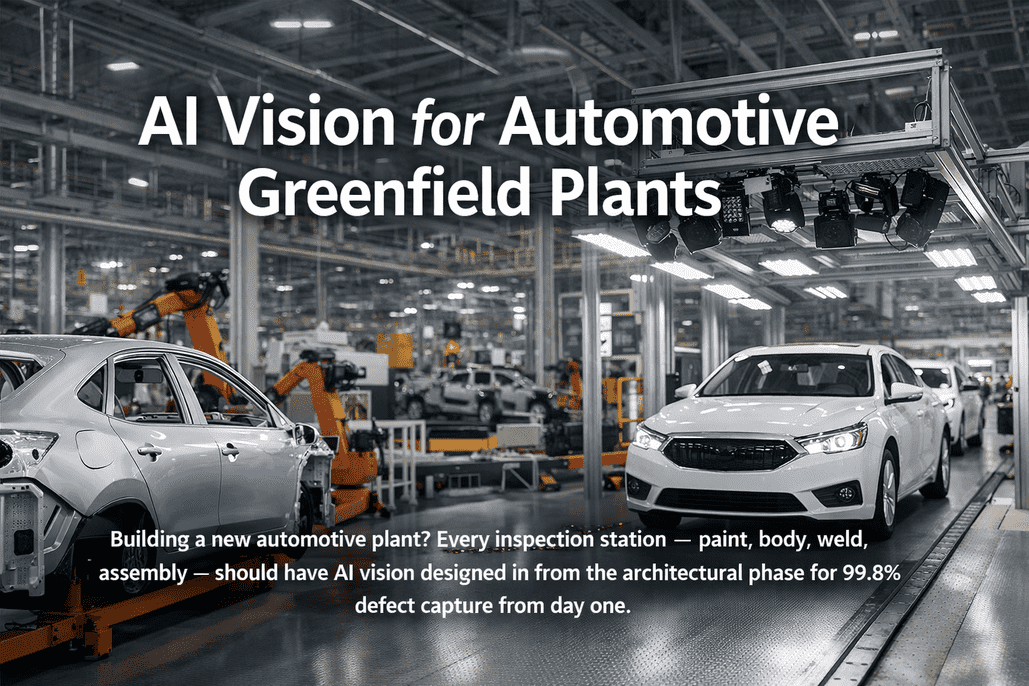
Building a new automotive plant? Every inspection station — paint, body, weld, assembly — should have AI vision designed in from the architectural phase. Automotive manufacturing has 15-25 critical inspection points per vehicle, from raw stamping through final line-off. Designing AI vision after the plant is built means cutting into finished paint booth walls, re-routing cables around overhead conveyors, and retrofitting cameras into spaces that were never meant to hold them — at $2-5M per production line. When vision is designed from the start, camera sightlines are clear, lighting tunnels are integrated into booth design, edge servers have dedicated rooms, and every inspection result links to VIN-level traceability from the first vehicle produced. AI vision in automotive now achieves 95-100% defect detection accuracy in production environments, with documented results of 60% reduction in customer paint complaints and 75% cut in field failures from assembly errors. Design Your Auto Vision System
Inspection Points by Vehicle Zone
| Vehicle Zone | Defect Types | Camera Type | Inspection Speed | Accuracy Target | Stations/Vehicle |
|---|---|---|---|---|---|
| Exterior Panels (Paint) | Scratches, runs, sags, orange peel, fish-eyes, dirt inclusions, color mismatch | Multi-angle area scan + structured lighting tunnel | Full body in 10-15 sec @ conveyor speed | 99.5%+ defect detection; <2% false positive | 2-3 tunnel stations |
| Body Structure (BIW) | Spot weld integrity, seam weld continuity, gap/flush, panel distortion | Line scan + 3D laser profiling | 60-90 sec takt time; inline | 99%+ weld detection; 0.1mm gap measurement | 4-6 robot-mounted stations |
| Underbody | Weld spatter, sealant bead continuity, corrosion protection coverage | Area scan on robot arm (Spot-type or gantry) | 30-60 sec per zone | 98%+ spatter detection | 1-2 robot inspection cells |
| Engine Bay / Powertrain | Component presence, harness routing, fluid connections, label verification | Multi-angle area scan + OCR | Takt time integrated | 99%+ presence/absence | 2-3 overhead + side cameras |
| Interior / Trim | Part verification, color match, clip presence, alignment, label reading | Area scan with dome lighting | Takt time integrated | 99%+ component verification | 3-5 stations per side |
| Final Line-Off | Gap & flush (panel alignment), trim fit, glass seal, overall cosmetics | 3D structured light + high-res area scan | 60-120 sec full vehicle scan | ±0.2mm gap; ±0.15mm flush | 2-4 scanning gantries |
Planning a new automotive plant? Design Your Auto Vision System — we specify camera type, lighting, and edge compute for every inspection station in your production line.
Paint Shop Vision Architecture
Paint defect detection is the most demanding AI vision application in automotive. High-gloss surfaces create specular reflections that mask micro-defects. Color consistency must be evaluated across the entire body under controlled illumination. Defects as small as 50μm (dust inclusions, fish-eyes) must be detected at conveyor speed. This requires a dedicated inspection tunnel with precisely engineered lighting — designed into the paint shop layout from the start, not retrofitted into a booth that was never meant for cameras.
Lighting Tunnel Design
LED panels at multiple angles (0°, 30°, 60°, 90°) create controlled illumination patterns that make different defect types visible. Diffuse panels eliminate specular hotspots on high-gloss surfaces. Strobed LED sequencing captures multiple lighting conditions per camera frame — a single station can detect scratches (dark field), orange peel (grazing angle), and color variation (diffuse) in one pass.
Camera Configuration
12-29 MP area scan cameras at 6-12 positions per tunnel (top, sides, front quarter, rear quarter). Overlapping fields of view ensure 100% surface coverage including A-pillars, roofline transitions, and fender curves. Cameras synchronized to conveyor encoder for stitched whole-body images. Total data rate per tunnel: 20-50 Gbps (requires dedicated fiber backbone).
Environmental Engineering
Paint booth environment: 20-25°C, controlled humidity, positive pressure to exclude dust. Cameras in IP65 enclosures with optical-grade glass windows. Air purge prevents paint mist on lenses. Camera cooling to prevent thermal drift. In greenfield: camera ports, air supply, power, and fiber pre-installed in tunnel structure during paint shop construction.
AI Defect Classification
CNN models trained to classify 15-20 defect types specific to automotive paint: scratch, run, sag, orange peel, fish-eye, dirt inclusion, solvent pop, cratering, dust nib, color mismatch, metallic flop, clearcoat haze. Models achieve 95%+ detection with <2% false positive rate after training on plant-specific data. Documented result: 60% reduction in customer paint complaints.
Body-in-White Weld Inspection
Spot Weld Verification
A typical vehicle body has 3,000-5,000 resistance spot welds. Each must be verified for presence, location, and quality. AI vision combined with ultrasonic testing verifies weld nugget diameter and penetration. Robot-mounted cameras inspect welds at each station — images linked to weld gun ID, parameters, and body VIN for complete traceability.
Seam Weld & Laser Weld
Line scan cameras with laser triangulation profile weld bead geometry in real-time: width, height, undercut, porosity, and discontinuities. AI detects micro-cracks and porosity that visual inspection misses entirely. Audi's ProcessGuardAIn platform flags weld spatter on underbodies and directs grinding robots to precise locations — zero human intervention.
Gap & Flush Measurement (BIW)
3D structured light scanners measure panel-to-panel gap and flush at critical match points: doors, hood, trunk, fenders. Accuracy: ±0.1mm. Data feeds directly to body shop adjustment systems for real-time process correction. In greenfield, scanner mounting points are designed into the body shop framing — not clamped onto existing structures after construction.
Dimensional Accuracy
In-line coordinate measurement using 3D vision replaces offline CMM sampling. Every body measured against CAD nominal — not just 1-in-50 sampled. Detects dimensional drift in real-time, enabling process correction before off-spec bodies propagate downstream. Eliminates the 2-4 hour lag between production and CMM feedback.
Assembly Verification & Traceability
AI verifies 200+ components per vehicle: clips, fasteners, brackets, harness connectors, fluid fittings, labels. Missing a single clip can cause a rattle, a warranty claim, and a customer complaint. Cameras at each assembly station confirm every component before the vehicle moves to the next operation.
AI reads torque gun angle and visual markers (paint dots, torque stripes) that confirm critical fasteners are tightened to spec. Eliminates reliance on torque-tool data alone — visual confirmation provides independent verification for safety-critical joints.
Every inspection image, every pass/fail result, every defect classification linked to the specific vehicle identification number (VIN). Complete digital quality record from body-in-white through final line-off. Enables surgical recall precision — identify exactly which vehicles have a specific defect pattern, down to production shift and station.
Inspection results flow to MES in real-time: pass/fail per station, defect images tagged to VIN, reject gate signals to PLC. Quality Management System (QMS) receives aggregated SPC data for trend analysis. MES blocks vehicle advancement if critical inspection is missed or fails — enforced quality gates at every stage.
Key Benefits & ROI
Every Automotive Inspection Point Designed Before the First Robot Is Installed
iFactory designs complete AI vision inspection architecture for automotive greenfield plants — paint shop tunnels, body-in-white weld stations, assembly verification, and final line scanning — all integrated with MES and VIN traceability from day one.
Frequently Asked Questions
Retrofit Costs $2-5M Per Line. Greenfield Design Costs a Fraction.
Every camera angle, every lighting tunnel, every edge server — designed into the plant architecture before the first concrete is poured. Zero rework. Zero retrofit premium.