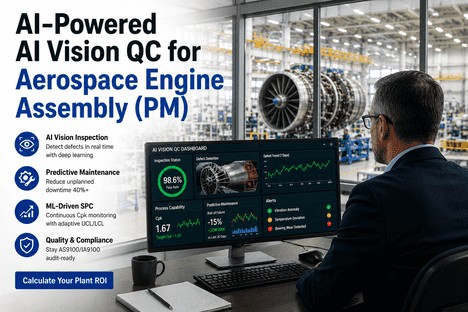
AI-Powered AI Vision QC for Aerospace Engine Assembly
By Grace on June 12, 2026
You are standing at the end of the inspection station, watching the CMM queue. There are 14 parts ahead of the one that just came off the line. The operator is waiting for a bore dimension confirmation before releasing the next operation. The inspector is working through the queue as fast as possible, but each part takes 8 to 12 minutes on the CMM and there are three stations feeding this machine. The bottleneck is not the cutting cycle. It is the inspection cycle. The parts that leave the machine in 14 minutes wait 45 minutes for quality confirmation. That queue is where cycle time disappears and where defects that could have been caught at the machine are discovered three operations later, when rework costs have already multiplied. AI vision inspection eliminates this bottleneck by moving quality detection from the end-of-line CMM to the machine itself — inspecting every feature on every part in milliseconds, as the part is being produced, without adding a single minute to the cycle time.
Deep Learning Defect Detection · Real-Time SPC Integration · Predictive Maintenance Correlation · AS9100 Vision Records
AI Vision Inspection Cuts Inspection Queue Time by 70% and Catches Surface Defects at Line Speed Without Adding a Minute to Cycle Time.
iFactory's AI vision platform integrates deep learning defect detection directly into the engine assembly workflow — inspecting every feature on every part in real time, feeding results into adaptive SPC for live Cpk tracking, and correlating defect patterns with maintenance records to predict and prevent the next failure.
The Inspection Bottleneck the Supervisor Sees Every Shift
Every shift supervisor in aerospace engine assembly knows the inspection queue. It forms between the machine that produces the part and the CMM that confirms it. The machine completes a critical bore in 14 minutes. The probe takes a single in-process measurement, but the full dimensional verification waits for the CMM queue. That queue averages 8 to 12 parts deep, representing 90 to 150 minutes of accumulated wait time per batch. During that wait, the machine keeps cutting. If the bore drifted on part 6, the supervisor will not know until parts 6 through 18 have all been produced and at least 8 of them will need rework. The inspection bottleneck is not a metrology problem. It is a detection latency problem — and detection latency is the primary driver of rework volume, scrap cost, and unplanned downtime in engine assembly.
Traditional CMM Inspection
Part completed at machine. Enters inspection queue. Waits 45-120 minutes for CMM verification. Defects discovered after multiple subsequent parts produced. Rework loop triggered.
AI Vision In-Process Inspection
Every feature inspected at machine in milliseconds. Defect detected at the moment it occurs. Part flagged and corrected before the next operation begins. No queue. No wait. No rework cascade.
The AI Vision Inspection Pipeline — How It Works on the Assembly Line
AI vision inspection operates as a three-stage pipeline that runs continuously on every part, every cycle, every shift. The pipeline is fully automated — no operator intervention required to capture, analyse, or classify defects. The supervisor sees the output: a live quality dashboard showing the status of every inspected feature on every active part, with defects flagged at the moment they occur and correlated with the machine parameters that produced them.
Stage 01
Image Capture at Line Speed
High-resolution cameras capture every critical surface and feature as the part moves through the assembly cell. Each image is timestamped, serial-numbered, and streamed to the inference engine. Capture rates exceed 100 frames per second per camera, covering 100% of the part surface at full production speed.
Stage 02
Deep Learning Defect Detection
The deep learning model — trained on thousands of labelled aerospace part images covering surface cracks, tool mark anomalies, burr formation, discolouration, and dimensional edge deviation — classifies every image region in real time. Detection latency is under 100 milliseconds per frame. The model achieves 93% precision and 81% recall on aero-engine surface defects.
Stage 03
SPC Integration and Alert Generation
Every defect detection event is streamed to the adaptive SPC engine, which cross-correlates the visual defect with machine parameters — spindle load, feed rate, coolant temperature, tool wear state. The SPC engine updates the running Cpk for the affected characteristic and generates a ranked alert if the defect pattern matches a known assignable cause.
Pipeline cycle time per part: 0.3 to 0.8 secondsZero impact on production cycle100% inspection coverage
70%
Inspection queue time reduction when AI vision replaces end-of-line CMM verification for surface and dimensional characteristics
93%
Defect detection precision achieved by deep learning vision models trained on aerospace engine component surface defect datasets
35%
Scrap reduction achieved when AI vision defect data is correlated with maintenance records — connecting surface defects to equipment condition upstream
100%
Inspection coverage achieved on every part — AI vision inspects every surface, every feature, every edge, compared to sample-based manual or CMM inspection
What the AI Vision System Detects — and What It Means for the Supervisor
The deep learning vision model is trained on the specific defect types that occur in aerospace engine assembly. It does not flag every surface irregularity — it classifies each detected anomaly by type and severity, so the supervisor sees actionable defect information rather than a raw image feed. The table below shows the primary defect categories the system detects and what each one means for production decisions.
AI Vision Defect Categories in Engine Assembly
Surface Cracks and Microfractures
Detected on blade edges, disc faces, and bore surfaces. The model identifies crack initiation sites as small as 0.1mm. Correlated with spindle load and vibration data to determine if the root cause is tool impact, material defect, or thermal stress.
Tool Mark Anomalies and Surface Finish Deviation
Detected as deviation from the learned surface finish baseline. Early indicator of tool wear progression, chip buildup on the cutting edge, or coolant delivery interruption. Typically appears 10 to 20 parts before dimensional drift becomes measurable.
Burr Formation and Edge Condition
Detected on machined edges, bolt holes, and seal surfaces. Burr size and location classified by severity. Minor burrs flagged for deburr pass. Major burrs trigger immediate tool inspection — typically correlated with insert fracture or feed rate deviation.
Discolouration and Thermal Damage
Detected as colour deviation from the expected surface appearance. Indicates overheating during machining, coolant starvation, or excessive friction. Correlated with coolant temperature sensors and spindle load to identify the root cause before the next part is produced.
Connecting AI Vision to Predictive Maintenance — The Supervisor's Closed Loop
The most powerful capability of AI vision inspection is not what it detects on the part. It is what the defect pattern reveals about the machine that produced it. When a surface crack, tool mark anomaly, or discolouration event is correlated with the machine parameters that were active at the time of detection — spindle load, feed rate, coolant temperature, tool wear state, axis position — the defect becomes a diagnostic signal for equipment health. A vision-detected surface finish deviation that correlates with a spindle load shift and a coolant temperature rise is not just a quality event. It is a predictive maintenance signal that allows the supervisor to schedule intervention before the condition produces a catastrophic failure. This is the closed loop that traditional quality systems cannot provide: the inspection system that catches the defect also identifies the equipment root cause and predicts the next failure.
The Supervisor Dashboard
Live Quality Status by Line and Station
A single view showing every active assembly station with its current vision inspection status. Green stations have zero defects on the current part. Amber stations have one or more anomalies flagged for review. Red stations have a confirmed defect requiring immediate action. The supervisor sees the entire line status in one screen and drills into any station showing amber or red for detail.
The Supervisor Dashboard
Defect Trending with Machine Parameter Correlation
Every defect event is plotted on a timeline with the machine parameters active at time of detection. The supervisor sees surface finish deviation events at 14:22, 14:35, and 14:48 — all correlated with spindle load above 92% and coolant temperature rising. The pattern identifies the root cause without manual investigation.
The Supervisor Dashboard
Predictive Maintenance Alert Feed
When vision defect patterns match a known pre-failure signature, the system generates a predictive maintenance alert ranked by urgency. The supervisor sees: Station 4 surface defect frequency increasing — 89% correlated with spindle bearing degradation pattern. Recommended action: schedule bearing inspection within 8 hours.
The Supervisor Dashboard
AS9100 Vision Record — Auto-Generated per Part
Every image captured, every defect classified, every parameter correlation, and every supervisor action is logged automatically against the part serial number. The vision record includes the inspection timestamp, the model inference output, the confidence score, and the human disposition if applicable. Audit-ready with no manual compilation.
The Supervisor's Shift with AI Vision — A Timeline
AI vision changes the supervisor's role from managing inspection queues to managing process deviations. The inspection bottleneck disappears. The supervisor's focus shifts from clearing the CMM backlog to reviewing defect patterns, investigating root causes, and scheduling predictive interventions before they become failures.
07:00
Shift handover
Supervisor reviews the overnight vision log. Zero unresolved defects. Three amber events from the previous shift resolved by operator action before shift end. Line status all green.
09:20
Surface finish deviation on station 3
AI vision detects a surface finish anomaly on part 22 of a 50-part run. Cross-correlated with spindle load increase from 78% to 84% over 4 parts. Alert: tool wear progression, 92% confidence. Supervisor directs operator to change insert at next planned stop at 10:00.
10:15
Insert changed — surface finish returns to baseline
Operator changes insert at scheduled break. Vision confirms surface finish back within baseline on part 23. The defect trend was caught at part 22 — only one part with a cosmetic anomaly. Without AI vision, this would have produced 8 to 12 additional parts with progressively worse finish before CMM detection.
13:45
Predictive maintenance alert — station 2 spindle
Vision defect frequency on station 2 has increased from 1 event per 50 parts to 4 events per 30 parts over the last 2 hours. Parameter correlation: 87% match with spindle bearing degradation signature. Supervisor schedules bearing inspection for the end-of-week maintenance window. Failure prevented.
15:30
Shift review — no queues, no backlog
Supervisor reviews the shift summary. 127 parts produced across 6 stations. 3 defect events detected. All resolved in-process. Zero parts sent to rework. Zero parts awaiting CMM verification. The inspection queue that used to consume 2 to 3 hours per shift is gone.
Shift totals
Zero unplanned downtime. Zero defects escaped. Zero rework.
The supervisor closes the shift with a complete AS9100 vision record for every part, a predictive maintenance alert that prevented a spindle failure, and an inspection queue that measured zero minutes.
Before AI vision, I was spending at least two hours of every shift managing the inspection queue. Which parts go to CMM first, which stations are waiting for clearance, which operators are idle because their parts have not been signed off. That time was lost to logistics, not quality. AI vision eliminated the queue entirely. The parts are inspected as they are produced. The defects are caught at the machine. The maintenance alerts come from the defect pattern itself. I spend my shift now on what I should be doing — investigating patterns, scheduling interventions, and keeping the line running. The inspection bottleneck was the single biggest time loss on my shift, and it does not exist anymore.
-- Shift Supervisor, Fan Case and Turbine Module Assembly Line -- Tier 1 Aerospace Supplier, 2026
Conclusion
The inspection queue that forms between the machine and the CMM is the most expensive bottleneck in aerospace engine assembly. It does not just add 45 to 120 minutes of wait time per batch. It creates the detection latency that allows defects to propagate across multiple parts before they are discovered, converting single-part corrections into batch rework events. It consumes supervisor time in queue management that should be spent on process improvement. And it keeps the quality system in a reactive posture — discovering defects after they are produced rather than preventing them at the machine.
AI vision inspection eliminates this bottleneck by moving quality detection from the end-of-line CMM to the machine itself. The deep learning model inspects every surface, every feature, every edge on every part in milliseconds — without adding a single minute to the production cycle. Every defect is detected at the moment it occurs, correlated with the machine parameters that produced it, and logged automatically in the AS9100 part record. The supervisor sees the inspection status of every station in one view, receives predictive maintenance alerts from the defect pattern itself, and closes every shift with zero inspection backlog.
iFactory's AI vision platform is designed for aerospace engine assembly supervisors who need to eliminate the inspection bottleneck and connect quality data to predictive maintenance. Book a Demo to see AI vision configured for your engine assembly line, or talk to an expert about a free inspection bottleneck assessment for your operation.
Frequently Asked Questions
No. AI vision inspection is deployed as a complementary layer that works alongside your existing CMM equipment, not a replacement for it. The vision system handles real-time inspection of surface quality, edge condition, burr formation, discolouration, and dimensional edge deviation at line speed. The CMM continues to serve its primary function — high-precision dimensional verification of critical characteristics at a reduced frequency. The typical deployment model is a hybrid: AI vision inspects every part on every characteristic in real time. Characteristics that remain within the validated vision envelope are released without additional CMM verification. Characteristics that trigger a vision defect alert are routed to CMM for confirmed measurement. This reduces CMM workload by 50 to 70% while maintaining full AS9100 compliance. The CMM becomes a confirmation tool for flagged characteristics rather than a bottleneck that every part must wait for. Talk to an expert about configuring the hybrid inspection model for your AS9100 quality system.
Each part number is registered as a separate inspection profile with its own reference images, defect classification rules, and acceptance criteria. The deep learning model is trained on a base dataset of aerospace surface defects and then fine-tuned on images of each specific part number during deployment. When the part programme changes on the line, the vision system automatically switches to the corresponding inspection profile. The model also includes a self-learning capability — it updates its baseline as new conforming parts are produced, so it adapts to normal process variation without generating false alarms. For part numbers that are new or have limited production history, the system operates in a supervised learning mode where the supervisor reviews and confirms or rejects each classification, building the labelled dataset that improves model accuracy over time. Book a Demo to see how the vision model is trained and deployed across multiple part numbers.
The deep learning vision model is trained on thousands of labelled aerospace part images covering the full range of defect types relevant to engine assembly — surface cracks, tool mark anomalies, burr formation, discolouration, and dimensional edge deviation. On aero-engine surface defect detection benchmarks, the model achieves 93% precision and 81% recall, with inference speeds exceeding 135 frames per second. The model is validated against a held-out test set of production images that are labelled by certified inspectors. During deployment, the system operates in shadow mode for a configurable validation period — typically 2 to 4 weeks — during which the model classifications are compared against CMM results and inspector findings. The documented accuracy from the shadow period provides the evidence needed to transition the vision output into a primary quality decision input. The model continues to improve through active learning: when the supervisor confirms or corrects a classification, that feedback is incorporated into the next model update cycle. Talk to an expert about reviewing accuracy validation data from aerospace deployments comparable to your operation.
Yes. Every image captured, every defect classified, every inference output, and every supervisor disposition is logged automatically against the part serial number with a timestamp, camera ID, model version, and confidence score. The vision inspection record is stored alongside the in-process measurements, SPC control limit calculations, and CMM results in a single searchable part record. For AS9100 and NADCAP auditors, the AI vision record demonstrates that the part received 100% surface and dimensional inspection during production — a materially stronger compliance position than sample-based manual inspection. The system also supports auditor review workflows: the auditor can view the captured images for any serial number, see the model classification output with confidence scores, and review the supervisor disposition for any flagged characteristics. The complete inspection record is exportable in a structured format suitable for direct inclusion in audit documentation. Book a Demo to see the AS9100 vision record format and audit review workflow.
The Inspection Queue Is the Most Expensive Bottleneck on Your Shift. AI Vision Eliminates It. Get a Free Inspection Bottleneck Assessment.
iFactory's AI vision platform for aerospace engine assembly supervisors — deep learning defect detection at line speed, real-time SPC integration, predictive maintenance correlation, and AS9100-compliant vision records generated automatically on every part, every shift.