The FMCG packaging line running at 300 units per minute assigns one operator to monitor the labels, the fill levels, the seal integrity, the date codes, and the carton quality of every product passing the inspection point. That operator has roughly 200 milliseconds per unit to detect a label that is shifted 1.5 mm to the right, a fill head that is delivering 4 grams below the declared net weight, a heat sealer that has developed a 2-degree cold zone at the trailing edge, and a date-code printer that has begun stuttering on every fifth impression. No human visual inspection system can sustain this detection threshold across a four-hour production block. Every FMCG plant that runs high-speed packaging lines knows this, and every FMCG plant that runs high-speed packaging lines has accepted a level of inspection gap as a structural condition of the operation. AI vision inspection closes that gap — not by replacing the operator, but by deploying a machine-learning-based inspection system that can evaluate every unit at line speed, against configurable quality thresholds, with consistent detection accuracy across every unit of every shift. This guide is built for the FMCG quality and operations leaders who are evaluating AI vision systems for the first time or planning a second-generation deployment that learns from the first.
Deep Learning Inspection · Label & Fill QC · Seal Integrity · Foreign Material Detection · Line Integration
Every Unit. Every Shift. Every Defect Type. AI Vision Inspection at Line Speed.
iFactory's AI Vision Inspection platform brings deep-learning-based quality automation to FMCG packaging lines — detecting label defects, fill deviations, seal integrity failures, foreign material, and packaging anomalies at full line speed with configurable pass-fail thresholds and real-time quality dashboards.
99.5%+
Defect detection accuracy achieved by deep-learning-based AI vision systems inspecting label presence, fill level, seal integrity, and packaging integrity at FMCG line speeds
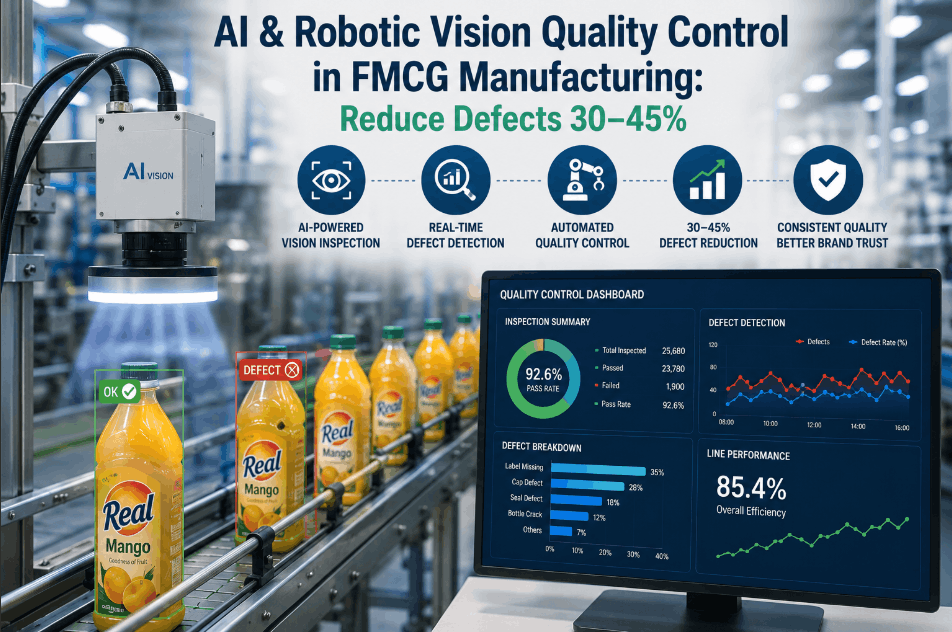
60–80%
Reduction in customer quality complaints and retailer chargebacks reported by FMCG manufacturers after deploying AI vision inspection on primary and secondary packaging lines
3–6
Months to positive ROI for AI vision inspection systems on high-speed FMCG packaging lines — driven by labour reallocation, waste reduction, complaint reduction, and OEE improvement
100%
Inline units inspected at full line speed — AI vision systems evaluate every unit passing the camera station, unlike manual inspection which samples at rates below 5% on high-speed lines
The Inspection Gap in FMCG Packaging — Why Traditional Machine Vision Cannot Keep Up With Product Variation
Traditional machine vision systems — rule-based systems that evaluate each pixel against a fixed threshold — have served the FMCG industry for decades. They work well when the product is uniform, the lighting is controlled, the label position is invariant, and the packaging material has consistent optical properties. The problem is that none of these conditions holds consistently on a high-speed FMCG packaging line running multiple SKUs across shift changes. A label that shifts by 1 mm during a roll change triggers a false reject on a rule-based system that was calibrated for zero shift. A fill level that appears 2 mm lower because the product foam head collapsed at a different rate triggers a false underfill alarm. A packaging film with a slightly different gloss finish from a new supplier lot triggers surface inspection false positives across every unit in the run.
The consequence of these false positives is that operators and quality technicians learn to override, bypass, or widen the thresholds on the vision system to keep the line running — and in doing so, they widen the inspection gap that the system was installed to close. AI vision inspection built on deep learning models addresses this structural limitation by being trained on variation rather than calibrated against a fixed standard. A deep learning model trained on thousands of images of acceptable labels — labels that shift within a normal range, that appear under different lighting angles, that reflect through different film finishes — learns to distinguish acceptable variation from genuine defects. The system rejects fewer good units and catches more bad ones, and it does so without requiring a technician to recalibrate thresholds after every product changeover.
Six Inspection Applications Where AI Vision Outperforms Traditional Machine Vision on FMCG Lines
01
Label Presence, Position, and Print Quality
Labels that are absent, shifted, wrinkled, torn, or misaligned are the most common packaging quality defect in FMCG — and the most frequently missed by manual inspection at line speed. AI vision models trained on label variation across different applicators, film lots, and ambient conditions detect label defects at 99.5%+ accuracy while rejecting fewer than 0.1% of good units. Print quality inspection — date codes, lot numbers, barcodes — is integrated into the same model, eliminating the need for a separate code-reader system.
AI advantage: Learns acceptable label variation. Catches genuine defects without rejecting good product at roll changes.
02
Fill Level and Volume Verification
Fill level inspection on transparent, translucent, and opaque containers using AI vision eliminates the need for separate fill-height sensors. The model evaluates fill level against the container profile, detecting underfills (risk: regulatory noncompliance), overfills (risk: giveaway cost), and foaming or splashing that indicates filler valve wear. For products with variable foam heads or sedimentation, the model is trained on acceptable fill appearance variation across the full product range — so a high-foam beverage and a still beverage are both inspected accurately on the same line without sensor reconfiguration.
AI advantage: Single model inspects multiple pack formats and product types without sensor hardware changes.
03
Seal Integrity and Closure Inspection
Heat seal integrity, induction seal presence, cap application torque, and tamper-evident band position are inspected using high-resolution imaging combined with AI defect detection. The model identifies incomplete seals, skewed caps, missing tamper bands, and seal contamination (product on the seal surface) that would be invisible to a conventional photoelectric sensor. For flow-wrapped products, the model detects fin-seal wrinkles, crimp-seal pinholes, and end-seal integrity — defect types that rule-based vision systems consistently miss when packaging film colour or texture varies between supplier lots.
AI advantage: Detects seal defects that rule-based systems miss when film optical properties vary between supplier lots.
04
Foreign Material and Contamination Detection
Foreign material detection — the highest-risk defect class in food and beverage FMCG — requires the inspection system to identify contaminants that vary in size, shape, colour, and optical density. Deep learning models trained on foreign material images (metal fragments, plastic shards, insect fragments, discoloured raw material pieces) detect contaminants that traditional vision systems cannot differentiate from product texture variation. The model also detects product-surface anomalies — mould, discolouration, bruising — that require contextual understanding of what the product normally looks like at that specific point in the process.
AI advantage: Distinguishes foreign material from product texture variation that rule-based systems classify as false positives.
05
Packaging and Carton Integrity
Secondary packaging inspection — carton erection quality, flap closure, case sealing, tray pack integrity, shrink-wrap coverage — is the inspection layer that determines whether the product reaches the retailer shelf-presentable. AI vision systems inspect secondary packaging at full line speed, detecting crushed corners, unsealed flaps, misaligned cartons, and incomplete shrink-wrap that would result in in-transit damage and retailer chargebacks. For multi-pack configurations, the model verifies pack count and pack orientation inside each carton — a defect class that has no sensor-based inspection alternative.
AI advantage: Verifies pack count and orientation inside cartons — no sensor-based alternative exists for this inspection.
06
SKU and Recipe Changeover Verification
Product changeover errors — wrong label on the wrong product, incorrect pack configuration, mismatched date code format — are among the costliest quality failures in FMCG because they require full-pack rework or write-off of an entire production run. AI vision verification at the changeover point compares the first units of the new run against the product specification profile, confirming that the correct label, pack format, closure type, and date code are in place before the line ramps to full speed. This replaces the manual first-off inspection check that is inconsistently performed under production pressure.
AI advantage: Automated first-off verification at changeover — catches errors before ramp to full production speed.
+
Integrated Quality Data — Every Inspection Event Recorded
Every AI vision inspection event — pass, fail, reject, and the image that triggered it — is recorded with a timestamp, line ID, SKU, and shift identifier. This creates a searchable quality event history that enables trend analysis across defect types, lines, shift teams, and time periods. Quality managers can query the system for specific defect patterns — "how many label-skew defects did Line 2 produce during the Wednesday afternoon shift across the last four weeks?" — and receive the answer in seconds, with the images that support it.
Every defect event recorded and searchable — trend analysis available across defect type, line, shift, and SKU.
→
The iFactory AI Vision Platform Difference
iFactory's AI Vision Inspection platform integrates deep learning models trained on FMCG-specific defect patterns with industrial camera hardware selection, line-speed conveyor integration, and real-time quality monitoring dashboards. The platform supports multiple camera stations per line — label inspection at the label applicator, fill level inspection after the filler, seal inspection after the sealer, and carton inspection at the case packer — all synchronised to the same quality event database and dashboard. Model training uses the plant's own product images, or pre-trained models can be deployed on standard defect classes and fine-tuned to the specific product profile within the first deployment week.
Pre-trained models available for standard defect classes — fine-tuned to your product profile in the first deployment week.
Camera System Selection — Matching Sensor, Lens, and Lighting to Your Inspection Application
The camera system is the physical foundation of any AI vision inspection deployment. Selecting the wrong camera resolution, sensor type, lens, or lighting configuration constrains the AI model's detection capability regardless of how well the model is trained. The following framework provides the selection criteria for each major FMCG inspection application, based on the defect size, line speed, and optical characteristics of the product and packaging materials involved.
Camera System Selection Guide for AI Vision Inspection on FMCG Lines
01
Label and Print Inspection
Recommended configuration: 5–12 MP area-scan camera with a 25–35 mm lens, colour sensor, and diffuse dome lighting. Line speeds up to 400 ppm require a global shutter sensor with exposure time below 100 microseconds to freeze label motion without motion blur. Inspection targets: label presence, position tolerance (±1 mm), print legibility, date-code accuracy, barcode readability. Lighting must be uniform across the full label area to avoid glare on glossy film labels. Dome lighting is preferred to eliminate directional reflection that produces false surface-defect alarms on textured packaging.
02
Fill Level and Volume Inspection
Recommended configuration: 2–5 MP area-scan camera with a 16–25 mm lens, monochrome sensor (for transparent containers) or colour (for opaque containers), and backlight or structured-light illumination. Transparent container fill level is best inspected with a backlight that silhouettes the liquid column against a bright background, making the fill level edge clearly defined for the AI model. Opaque containers benefit from structured-light triangulation that measures fill height from the shadow cast by the product surface. For foam-prone products, high-speed multi-image capture (3–5 images per container in 50 ms) allows the model to estimate fill level by analysing the liquid column visible through the foam.
03
Seal Integrity and Cap Inspection
Recommended configuration: 5–12 MP area-scan camera with a 35–50 mm macro lens, colour sensor, and low-angle ring light or coaxial lighting. Heat seal defects, pinholing, and contamination on the seal surface require high-contrast imaging that reveals subtle surface topography differences. Low-angle ring lighting creates shadow gradients across seal surface discontinuities. Cap skew and tamper-evident band inspection requires multiple camera positions (top-down and two side-angled views) to capture the full closure profile. Induction seal presence can be verified with thermal imaging or by detecting the foil seal's characteristic reflection pattern under angled lighting.
04
Foreign Material Detection
Recommended configuration: 12–20 MP area-scan camera with 25–35 mm lens, monochrome or multispectral sensor, and bright-field backlight or hyperspectral illumination. Foreign material detection in liquid or semi-liquid product streams requires imaging through the container using bright-field backlighting that casts the foreign object as a dark silhouette. For solid product inspection on conveyors, a downward-facing camera with structured-light illumination creates a 3D surface profile that reveals embedded contaminants not visible in 2D imaging. Hyperspectral or multispectral imaging extends detection capability to non-visible-spectrum contaminants — plastic fragments, insect parts, organic material — that are optically similar to the product in the visible spectrum.
05
Secondary Packaging Inspection
Recommended configuration: 2–5 MP area-scan camera with 8–16 mm wide-angle lens, colour sensor, and diffuse lighting from multiple positions. Carton and case inspection requires a field of view that covers the entire carton face or wrap footprint. Multiple camera stations positioned at 90-degree intervals around the case provide complete coverage of flap closure, case sealing, and shrink-wrap coverage. For tray-pack and multi-pack configurations, a top-down camera with slightly wider field of view than the pack footprint verifies pack count, pack orientation, and insert presence. Lighting must be uniform across the full field to avoid shadow gradients across carton edges.
06
Changeover Verification
Recommended configuration: Same camera and lighting as the label inspection station (most changeover errors are label-related). A separate changeover verification model is loaded at the label inspection station when the line reports a changeover event — the model compares the first units against the product specification profile for the new SKU rather than the profile for the previous SKU. Verification checks: correct label design, correct date-code format, correct pack format, correct closure type, correct barcode. If the verification fails, the system holds the line before production ramp-up, preventing full-speed production of mislabelled or incorrectly configured product.
Camera Selection · Model Training · Line Integration · Quality Data · ROI Framework
The Right Camera. The Right Model. The Right Integration. AI Vision Inspection That Works at Line Speed from Day One.
iFactory's AI Vision platform covers every layer of FMCG quality inspection — from camera selection guidance through model training, line integration, and post-deployment quality analytics.
Model Training Strategy — Building the AI Inspection Model for Your Product Profile
The accuracy of an AI vision inspection system depends more on the training data quality and model architecture than on any hardware specification. A well-trained model on a 5 MP camera outperforms a poorly trained model on a 20 MP camera by a wide margin. The training strategy for FMCG inspection applications follows a structured, phased approach designed to achieve production-grade accuracy within the first deployment cycle.
Phase A — Image Collection and Labelling
The model requires a minimum of 500–1,000 images per defect class and 2,000–5,000 images of acceptable product to train a production-grade inspection model. Images are collected from production runs at full line speed under the actual lighting, conveyor vibration, and camera configuration that will be used in production. Each image is labelled at the pixel level for defect type — label-skew-left, label-skew-right, label-missing, fill-low, fill-high, seal-cold-zone, seal-contamination, cap-skew, cap-missing, carton-flap-open, print-absent, print-illegible. Images are collected across multiple product lots, supplier material variations, and shift lighting conditions to build a model that generalises across real production variation rather than memorising a single condition.
Typical duration: 1–2 weeks. Requires dedicated image collection runs or harvested images from the first week of production.
Phase B — Model Training and Validation
The labelled image dataset is split into training (70%), validation (15%), and test (15%) sets. The model architecture — typically a convolutional neural network (CNN) or vision transformer adapted for industrial inspection — is trained on the training set and evaluated on the validation set across multiple training cycles. Model accuracy metrics (precision, recall, F1 score, false positive rate, false negative rate) are evaluated against the inspection requirements for each defect class. The test set — held back from the training process entirely — provides the final accuracy estimate for production deployment. Pre-trained models are available for standard defect classes, reducing the image volume required and accelerating the deployment timeline.
Typical duration: 1–2 weeks. Pre-trained models available for standard defect classes — fine-tuning requires fewer images.
Phase C — Shadow Deployment and Accuracy Validation
The model is deployed on the line in shadow mode — the vision system inspects every unit as it passes the camera station, records the model's pass-fail decision, and displays the decision on the quality dashboard — but does not drive reject actuation. A quality technician reviews the shadow mode results on a shift basis, validating the model's decisions against their own inspection. False positives (model says fail, technician says pass) and false negatives (model says pass, technician says fail) are identified and added to the training dataset for the next model iteration. Shadow mode typically runs for 3 to 7 days, depending on line utilisation and defect frequency.
Typical duration: 1 week. Model decision validated against human inspection — false passes and false rejects captured for re-training.
Phase D — Active Deployment and Continuous Learning
The model transitions to active deployment where its pass-fail decisions drive reject actuation — the defective unit is diverted from the product stream to a reject bin or rejection conveyor. During active deployment, the model continues to log every decision with the image and the confidence score. Images where the model's confidence score falls below a configurable threshold (typically 85–90%) are flagged for manual review. These images, plus any human-override events where the operator disagrees with the model's decision, are added to the training dataset for the next model update — typically deployed weekly during the first month of production and monthly thereafter.
Typical duration: Ongoing. Model updates weekly in month one, monthly thereafter — continuous accuracy improvement.
Line Integration — Connecting AI Vision to the Production Environment Without Disrupting Throughput
The integration of an AI vision inspection system into an operating FMCG line must be designed for zero production disruption during installation and commissioning. The following integration approach has been proven across iFactory FMCG deployments and is structured to achieve production-grade inspection accuracy while maintaining the line's throughput targets throughout the deployment process.
Integration Layer 01
Mechanical and Camera Mounting
Camera stations are mounted on pre-fabricated brackets or adjustable stands that are installed during a planned line stoppage — typically a scheduled changeover or maintenance window. The mounting positions are determined during a pre-installation site survey that identifies the optimal camera-to-product distance, angle, and lighting configuration for each inspection application. The mechanical installation is completed within 1 to 2 hours per camera station and does not require modification of the existing conveyor or packaging equipment.
Installation during planned stoppage. No conveyor modification required. 1–2 hours per station.
Integration Layer 02
Electrical and Network Connectivity
Each camera station connects to the inspection processing unit (a GPU-enabled industrial edge computer) via GigE Vision or USB3 Vision over shielded CAT6A cabling ran in existing cable trays. The processing unit connects to the plant network via wired Ethernet for quality dashboard data transmission. Reject actuation — conveying the defective unit to a reject bin or line diverter — is connected to the existing PLC via a discrete I/O signal or fieldbus protocol (EtherNet/IP, PROFINET, or Modbus TCP). The PLC integration does not require changes to the existing PLC programme — the vision system's reject output is wired as a parallel input to the existing reject actuation circuit.
No PLC programme changes required. Reject signal wired as parallel input to existing actuation circuit.
Integration Layer 03
Line Integration and Control Interface
The vision system receives a production signal from the line PLC indicating line speed, product SKU, and camera trigger timing. Product changeover events are communicated to the vision system via the PLC interface or an operator-station touchscreen, at which point the system loads the model and inspection profile for the new SKU and verifies the first-off unit before releasing the line to full speed. The quality dashboard is displayed on a dedicated screen at the line operator station and on the shift supervisor's terminal, showing real-time pass-fail counts, defect type distribution, and trend data across the running shift.
Changeover event triggers automatic model and profile switch. First-off verification before line release.
"
We run a multi-line beverage facility producing carbonated soft drinks, still water, and juice-based products across six packaging lines. Our previous vision system — a rule-based label and fill level inspection setup — was generating so many false rejects on our juice line (where product opacity and pulp content vary between batches) that operators had disabled the reject actuator during the second shift. The AI vision deployment changed the operators' relationship with the inspection system entirely. Within the first three weeks of shadow deployment, the model showed 99.7% accuracy across all defect classes on the juice line. The first week of active deployment caught 17 genuine label defects that the old system had been passing. The operators requested the system be kept on full actuation from week two onward. We are now deploying across all six lines with a projected annual complaint reduction of roughly 60% and a first-year ROI that the finance team accepted in the first review.
— Quality Manager, Multi-Line Beverage FMCG Facility — National Brand, Carbonated and Still Products
ROI Framework for AI Vision Inspection in FMCG — Building the Business Case
The financial case for AI vision inspection in FMCG is built on four quantifiable value streams: labour reallocation from manual inspection to higher-value quality tasks, quality waste reduction from early defect detection, customer complaint and chargeback reduction, and OEE improvement from reduced false-reject-related line stoppages and faster changeover verification.
Four Value Drivers — Conservative ROI Calculation for a Mid-Size FMCG Multi-Line Facility
Value Driver 01
Labour Reallocation
A multi-line FMCG facility typically assigns 1–2 operators per shift per line to manual quality inspection. AI vision inspection reduces this requirement by 60–80%, freeing operators for line-side process improvement, changeover support, and equipment care activities. For a 6-line facility running 3 shifts, this represents 10–15 FTEs redirected to higher-value work. Conservative saving: $300,000–500,000 per year in labour reallocation value.
Value Driver 02
Quality Waste Reduction
Quality waste from packaging defects — label rejects, fill deviation, seal failures, print errors — typically runs at 1–3% of production output. AI vision inspection reduces this waste by 50–70% through earlier detection that enables corrective action before the defect pattern escalates. For a facility with $80M annual production value, this represents $400,000–1.2M in waste reduction. The reduction is sustainable because the model continues learning and improving over time.
Value Driver 03
Complaint and Chargeback Reduction
Customer complaints and retailer chargebacks for packaging quality defects — leaking seals, mislabelled product, damaged cartons, missing date codes — represent direct financial cost plus brand equity erosion. A mid-size FMCG facility typically spends $200,000–600,000 annually on complaint-related costs, chargebacks, and customer credits. AI vision inspection reduces complaints by 60–80%. Conservative saving: $150,000–400,000 per year. Complaint reduction also reduces the audit and corrective action overhead allocated to packaging quality events.
Value Driver 04
OEE Improvement and Changeover Acceleration
False reject events on traditional vision systems cause line stoppages when the reject bin reaches capacity or when the operator must verify every rejected unit. AI vision with false reject rates below 0.1% eliminates these stoppages. Automated changeover verification reduces first-off inspection time from 5–10 minutes to under 30 seconds per changeover. For a facility running 8–12 changeovers per day across 6 lines, this represents 40–120 minutes of recovered production time per day — worth $150,000–400,000 per year in additional output capacity at standard margins.
Aggregate conservative annual benefit: $1.0–2.5M per year. Typical deployment cost recovered within 3–6 months. Positive ROI sustained and improving as model accuracy increases with each training cycle.
Conclusion — AI Vision Inspection Is the Quality Standard for High-Speed FMCG Packaging in 2026
AI vision inspection has crossed the threshold from emerging technology to operational standard in high-speed FMCG packaging. The model accuracy, inference speed, and deployment maturity have reached the point where the question is no longer whether AI vision can inspect at line speed — it is which lines to deploy on first, and how quickly the training and integration programme can be scaled across the facility. The FMCG facilities deploying AI vision inspection in 2026 are establishing the quality baseline that retailers, regulators, and consumers will expect as standard practice by 2028. The gap between early adopters and the rest of the industry is measured in complaint rates, chargeback exposure, and the cost of quality waste that the competition has already eliminated.
The facilities achieving the strongest results from AI vision inspection are those that treat it as a quality automation platform rather than a point solution — deploying multiple inspection stations per line, integrating the inspection data with the broader quality management and production monitoring infrastructure, and using the continuous learning capability to improve model accuracy across every product variant, packaging material lot, and season.
iFactory's AI Vision Inspection platform is built for FMCG manufacturers ready to move from sampling to 100% inline quality automation — covering label, fill, seal, foreign material, packaging integrity, and changeover verification across every line, every shift, every unit. Book a Demo to see the system configured for your line speed, product mix, and defect profile, or talk to an expert about a free AI vision feasibility assessment for your FMCG packaging operation.
Frequently Asked Questions
Every Unit, Every Shift, Every Defect Type. 100% Inspection at Full Line Speed — with AI Vision That Learns Your Product Profile.
iFactory's AI Vision Inspection platform for FMCG — label, fill, seal, foreign material, packaging integrity, and changeover verification. Pre-trained models, zero-production-disruption integration, and ROI that proves itself within the first quarter of deployment.