OSHA compliance in food manufacturing analytics is one of the most complex and high-stakes regulatory obligations an EHS manager will navigate. Food plants combine heavy rotating machinery, pressurized systems, confined spaces, and chemical sanitation hazards — all within a production environment where speed and throughput pressure routinely compete with safety discipline. In 2026, OSHA enforcement in food manufacturing facilities has intensified, with lockout/tagout (LOTO) violations, confined space entry failures, and inadequate machine guarding consistently ranking among the top five most-cited standards across the food and beverage sector. This guide provides EHS managers with a practical, technically grounded framework for building and sustaining OSHA compliance across the four highest-risk program areas for food plant analytics teams: lockout/tagout, permit-required confined spaces, machine guarding, and fall protection. To see how digital safety analytics platforms can automate compliance tracking across all four program areas, Book a Demo with the iFactory safety team today.
Why OSHA Compliance Is a Critical Priority for Food Manufacturing Analytics Teams
Understanding the Regulatory Landscape in Food Plant Environments
Food manufacturing analytics teams operate at the intersection of two parallel regulatory domains: food safety compliance governed by FDA, USDA, and FSMA, and worker safety compliance governed by OSHA's General Industry Standards under 29 CFR 1910. For EHS managers in food plants, the challenge is not simply meeting either standard in isolation — it is building an integrated compliance architecture where both systems reinforce rather than conflict with each other. A maintenance analytics team performing a pump inspection during a CIP sanitation window faces simultaneous exposure to OSHA confined space entry requirements, lockout/tagout energy control obligations, and food safety sanitation verification standards. OSHA violations in food manufacturing carry penalties of up to $16,131 per serious violation and $161,323 per willful or repeat violation under current penalty structures — making systematic compliance program investment not merely a safety priority but a financial necessity.
Lockout/Tagout (LOTO) Compliance in Food Manufacturing Analytics Operations
Building a LOTO Program That Covers the Full Energy Control Spectrum
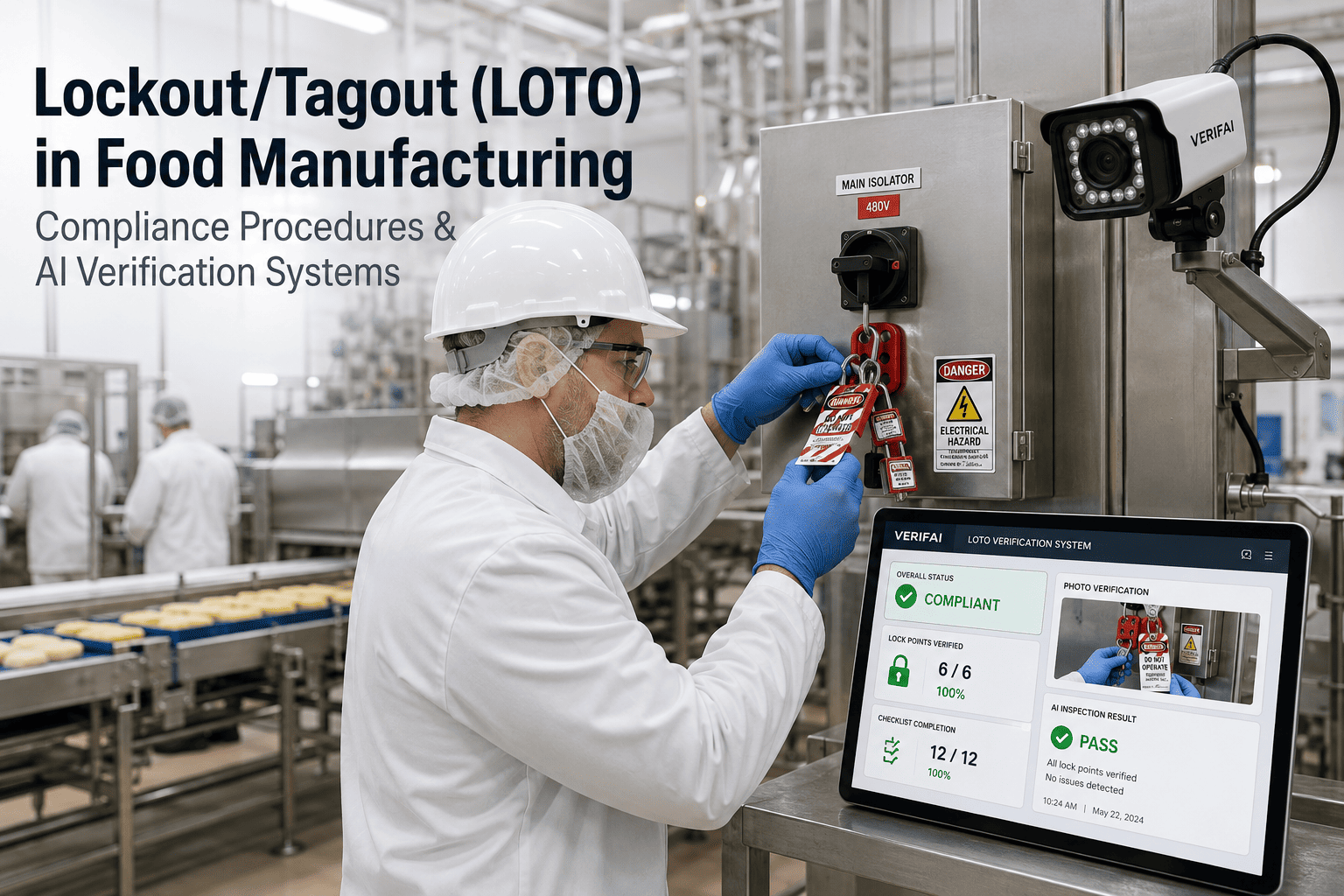
Lockout/tagout compliance under OSHA 29 CFR 1910.147 — the Control of Hazardous Energy standard — is the most frequently violated OSHA regulation in food manufacturing, and for well-documented reasons. Food plants contain extraordinarily diverse energy sources: electrical control panels, pneumatic conveyors, hydraulic forming equipment, steam injection systems, high-pressure CIP circuits, and gravity-fed hoppers. Each energy type requires a distinct isolation method under a compliant LOTO program, and analytics teams servicing multiple equipment types in a single shift must execute multiple energy control procedures with zero deviation. EHS managers who want to assess their current LOTO program against OSHA's compliance criteria can Book a Demo to see how digital LOTO procedure libraries eliminate paper-based documentation failures.
Permit-Required Confined Space Entry in Food Manufacturing Facilities
OSHA 29 CFR 1910.146 Compliance for Tanks, Silos, and Processing Vessels
Permit-required confined spaces (PRCS) in food manufacturing include bulk ingredient silos, fermentation tanks, blending vessels, wastewater sumps, enclosed conveyor pits, and any enclosed space that contains or has the potential to contain a serious hazard. The food manufacturing environment creates confined space hazards that exceed those found in general industry: grain dusts and flour create explosive atmospheres, CO2 from fermentation processes displaces oxygen rapidly, and residual cleaning chemical vapors from CIP cycles can generate immediately dangerous to life or health (IDLH) atmospheric conditions with minimal warning. EHS managers in food plants must ensure that their confined space programs address the food-specific atmospheric hazard profile — not merely the generic OSHA permit template. Analytics teams performing tank inspections, silo clearing operations, or equipment service inside processing vessels must operate under a fully compliant permit-required confined space entry program, including atmospheric testing, continuous monitoring, trained attendants, and documented rescue procedures. Food plant EHS teams can Book a Demo to review how digital permit management systems eliminate paper-based confined space entry documentation failures.
| Confined Space Hazard Type | Food Manufacturing Source | OSHA Atmospheric Trigger | Required Control Measure |
|---|---|---|---|
| Oxygen Deficiency | CO2 from fermentation, nitrogen purging in packaging silos | Below 19.5% O2 | Continuous atmospheric monitoring, supplied-air respirator |
| Flammable/Explosive Atmosphere | Grain dust, flour dust, sugar dust in bulk storage | Above 10% LEL | Ventilation, spark-free tools, explosion-proof monitoring equipment |
| Toxic Atmosphere | CIP chemical residuals (chlorine, caustic vapors), H2S from wastewater | Above IDLH concentration | Purge-and-vent before entry, SCBA or supplied-air respirator |
| Engulfment | Bridged ingredient in silos, viscous product in tanks | Any potential to engulf entrant | Lockout of filling systems, bridge-breaking protocols before entry |
| Mechanical Hazard | Agitator blades, conveyor screws, mixing paddles | Any moving part inside space | Full LOTO of all mechanical energy sources before entry authorization |
Machine Guarding Compliance for Food Manufacturing Analytics Teams
OSHA 29 CFR 1910.212 Requirements and Food Plant-Specific Guard Design Challenges
Machine guarding requirements under OSHA 29 CFR 1910.212 mandate that any machine part, function, or process that may cause injury must be safeguarded — and food manufacturing analytics environments present some of the most challenging machine guarding scenarios in all of general industry. High-speed packaging lines, slicing and portioning equipment, mixing and blending systems, and forming equipment combine fast-moving components with frequent access requirements for product changeover, sanitation, and adjustment tasks. The fundamental tension in food plant machine guarding is that sanitation requirements demand frequent guard removal for cleaning access, while OSHA requires guards to be in place whenever the machine is operational. Analytics teams performing visual inspections, sensor calibrations, or production monitoring tasks must never be exposed to unguarded hazardous motion — a compliance reality that requires machine guard designs integrating interlocked access panels, presence-sensing devices, and documented re-guarding verification steps as part of every sanitation and maintenance return-to-service procedure.
Fall Protection Compliance in Food Manufacturing Analytics Environments
OSHA 29 CFR 1910.28 Walking-Working Surfaces Requirements for Food Plants
Fall protection in food manufacturing analytics environments is complicated by the combination of elevated work platforms required for equipment access, wet and slippery floor surfaces created by sanitation operations, and the compressed access windows that discourage thorough fall hazard assessment before task execution. OSHA's updated walking-working surfaces standard (29 CFR 1910.28) requires fall protection for workers exposed to falls of four feet or more in general industry settings — a threshold routinely exceeded in food plants where analytics and maintenance teams access elevated conveyor structures, roof-mounted HVAC and refrigeration systems, tank tops, and mezzanine-level control platforms. EHS managers can Book a Demo to see how fall hazard mapping tools integrated into digital safety platforms enable systematic fall protection planning across the full elevated work inventory of a food manufacturing facility.
Building an Integrated OSHA Compliance Program for Food Manufacturing Analytics
Connecting Lockout/Tagout, Confined Space, Machine Guarding, and Fall Protection Into a Unified EHS Framework
The most effective OSHA compliance programs in food manufacturing do not manage lockout/tagout, confined space entry, machine guarding, and fall protection as four independent programs with separate documentation systems, separate training records, and separate audit schedules. They build an integrated EHS management framework where a single task — for example, an analytics technician entering a mixing tank to inspect an agitator shaft — automatically triggers the coordinated application of LOTO energy control, confined space entry permitting, and fall protection requirements simultaneously. This integrated task-hazard approach eliminates the most dangerous gap in food plant safety programs: the assumption that because one hazard control is in place, all relevant hazard controls have been activated. Digital EHS platforms that link work order generation to automatic hazard control checklists — pulling the relevant LOTO procedure, confined space entry permit template, and fall protection equipment requirement based on the specific equipment and task type — provide the systematic assurance that no single-program gap creates a multi-hazard exposure. EHS managers building this integrated architecture can Book a Demo to review how AI-powered safety analytics platforms connect all four program areas in a single compliance workflow.
Common OSHA Compliance Failures in Food Manufacturing Analytics Programs
The Four Systematic Gaps That Generate the Highest OSHA Citation Exposure
Understanding why OSHA violations occur in food manufacturing analytics programs is as strategically important as knowing the specific regulatory requirements. The majority of citations issued to food plants during OSHA inspections are not the result of deliberate non-compliance or EHS program absence — they are the result of four predictable organizational and documentation failures that mature compliance programs systematically eliminate.
Frequently Asked Questions
What OSHA standards apply to food manufacturing analytics teams?
Food manufacturing analytics teams are subject to OSHA's General Industry Standards under 29 CFR 1910, with the highest-priority standards including 1910.147 (Control of Hazardous Energy / Lockout-Tagout), 1910.146 (Permit-Required Confined Spaces), 1910.212 (Machine Guarding), 1910.28 (Walking-Working Surfaces / Fall Protection), and 1910.119 (Process Safety Management for facilities with covered chemicals). Analytics teams performing hands-on equipment inspection, sensor installation, or data collection on or near operating machinery are considered employees exposed to these hazards and must be trained and protected accordingly.
How often must lockout/tagout procedures be audited in food plants?
OSHA 1910.147(c)(6) requires that each energy control procedure be inspected at least annually — and that the inspection be certified by documenting the date of inspection, the equipment involved, the names of employees included in the inspection, and the name of the authorized employee performing the inspection. The annual audit must be conducted by an authorized employee other than the one using the procedure — a qualification requirement that eliminates self-audit as a compliant option.
What confined spaces are most common in food manufacturing facilities?
The most common permit-required confined spaces in food manufacturing include bulk ingredient silos and hoppers, blending and mixing tanks, fermentation vessels, CIP holding tanks, wastewater collection sumps, enclosed conveyor pits and tunnels, refrigerated storage rooms with potential oxygen-deficient atmospheres, and any ductwork or enclosed processing chamber that meets the OSHA definition of a space large enough for an employee to bodily enter and perform work, with limited means of entry or exit, and not designed for continuous occupancy.
Can machine guards be removed for sanitation in food plants?
Machine guards may be removed for sanitation purposes only when the machine is fully de-energized through a compliant lockout/tagout procedure. OSHA 1910.212 requires guards to be in place whenever the machine is operating — and any guard removal for sanitation access constitutes a maintenance/servicing task that triggers OSHA 1910.147 energy control requirements. The guard must be reinstalled and verified before the machine is returned to operational status, with the re-guarding verification documented as part of the return-to-service procedure.
What fall protection is required for food plant mezzanines and elevated platforms?
OSHA 29 CFR 1910.28 requires fall protection for workers exposed to falls of four feet or more on elevated platforms, mezzanines, and similar walking-working surfaces in general industry settings — the category that applies to food manufacturing. Compliant fall protection options include standard guardrail systems, personal fall arrest systems, or safety net systems. Guardrail systems must meet the height and strength specifications in OSHA 1910.29, with top rails at 42 inches (plus or minus 3 inches), mid-rails at approximately 21 inches, and toe boards where falling object hazards exist below the elevated surface.
How does OSHA compliance interact with HACCP in food manufacturing?
OSHA compliance and HACCP programs in food manufacturing share several procedural overlaps that EHS managers can leverage for integrated documentation efficiency. Maintenance work performed at HACCP critical control points — such as filling line seal inspections, metal detector calibrations, or temperature sensor replacements — simultaneously triggers OSHA energy control requirements and HACCP deviation documentation requirements. Integrated work order systems that capture both the OSHA energy control verification and the HACCP CCP maintenance record in a single digital workflow eliminate duplicate documentation burden while strengthening both compliance programs simultaneously.