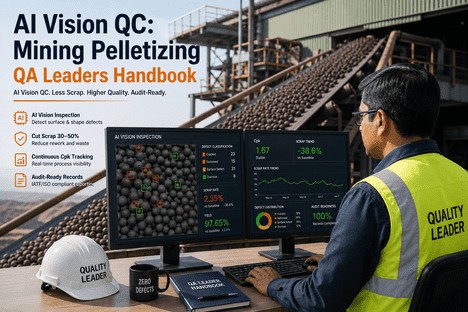
AI Vision QC: Mining Pelletizing QA Leaders Handbook
By Grace on June 11, 2026
Every oversize pellet that rolls off the balling disc and into the recycle stream carries the full energy cost of balling, handling, and screening with zero revenue. Every undersize pellet that bypasses the screen and enters the induration furnace consumes drying and firing energy that will never be recovered from a product that will be screened out as fines after cooling. Every fired pellet with a surface crack or below-specification crush strength represents material that has consumed the most energy-intensive stage of the process before it is rejected. For quality leaders in mining pelletizing, scrap is not a waste metric. It is the single most visible signature of a quality system that cannot see defects forming until after the cost has been incurred.
AI vision quality inspection changes the sequence entirely. Instead of detecting defects at the end of the line through laboratory testing that returns results hours after the affected pellets have entered the furnace, deep learning machine vision systems inspect every green pellet, every fired pellet surface, and every size distribution sample at production speed — catching dimensional deviations, surface anomalies, and process drift in milliseconds, not hours. For quality leaders accountable for scrap reduction, this is not an incremental improvement to existing inspection. It is a structural shift in when and how defect information becomes available to make process decisions.
AI Vision Inspection · Deep Learning Defect Detection · Real-Time Cpk
Your Lab Results Tell You What Failed Two Hours Ago. AI Vision Tells You What Is Failing Right Now.
iFactory's AI vision quality platform combines deep learning defect detection with real-time Cpk tracking — catching dimensional, surface, and process deviations at production speed and cutting scrap 30-50% without adding inspection headcount.
Scrap reduction achievable through AI vision defect detection combined with real-time process adjustment in pelletizing operations
99.7%
Defect detection accuracy achieved by deep learning vision systems — compared to 70-85% for human visual inspection after two hours on the line
100%
Inline inspection coverage — every pellet inspected at production speed, not statistical samples tested in a lab hours later
10 ms
Per-part inspection cycle time — defects flagged before the next pellet leaves the disc, not after the shift report is generated
Where Scrap Is Generated in Pelletizing — and Why It Goes Undetected Until It Is Too Late
Scrap in pelletizing is not a single defect type. It is a family of quality failures that originate at different points in the process and become detectable only after significant energy and material cost has been committed. Green pellet oversize and undersize are generated at the balling disc but are not confirmed until the screen analysis returns. Surface cracks and structural weakness develop during the drying and firing cycle but are not identified until the cold crush strength test, which can be two to four hours after the affected pellets entered the furnace. Each delay between defect generation and defect detection means that by the time the quality leader sees a non-conformance, the process has already produced scrap for an entire shift segment.
The Five Scrap Types in Pelletizing and the Detection Gap Each Creates
1
Green Pellet Oversize and Undersize
Generated at the balling disc when moisture, feed size distribution, or disc speed deviate from the optimal window. Currently detected by manual sieve analysis with a 20-40 minute delay — by then, the disc has produced tonnes of off-size material.
20-40 min delay
2
Fired Pellet Surface Cracking
Thermal shock during drying or uneven firing in the induration furnace creates micro-cracks that weaken the pellet structure. Currently detected only after cooling in the cold crush strength test — two to four hours after the defective pellets left the furnace.
2-4 hour delay
3
Low Crush Strength from Under-Firing
Insufficient firing zone temperature or residence time produces pellets that meet size specifications but fail strength requirements. Currently detected in the off-line laboratory — the affected production batch is already stacked in the product stockpile by the time the test result is available.
2-4 hour delay
4
Size Distribution Widening at the Furnace Feed
Non-uniform pellet size entering the furnace creates uneven bed permeability, leading to differential firing and increased fines generation at the discharge end. Currently undetected until the fired pellet screen analysis — by which time the kiln has been operating on a compromised bed for hours.
1-3 hour delay
5
Binder Segregation and Inconsistent Coating
Non-uniform binder distribution on green pellets creates localised weak zones that survive the green ball test but fail after firing. Currently invisible to any in-process inspection — the defect is only revealed in the fired pellet quality data at the end of the line.
Not detected inline
How AI Vision Quality Inspection Closes the Detection Gap
AI vision quality inspection replaces the delay between defect generation and defect detection with real-time identification at the point of origin. Deep learning models trained on pellet visual characteristics — size, shape, surface texture, colour uniformity, and structural integrity indicators — inspect every pellet at full production speed and classify each one against the specification limits defined in the quality plan. The system does not sample. It does not fatigue. It does not require an operator to interpret a borderline result. It returns a pass or fail decision in milliseconds and feeds that data directly into the autonomous SPC engine for real-time Cpk calculation.
Conventional Inspection — The Scrap Blind Spot
Statistical sampling inspects less than 5% of production — the other 95% is unchecked
Lab test results return 2-4 hours after sampling — scrap continues accumulating during the delay
Human visual inspection accuracy drops 20-30% after two hours of repetitive checking
Surface defects, micro-cracks, and binder inconsistencies are invisible to manual inspection
No data trail — defect information exists in paper logs, not in a searchable quality record
AI Vision Inspection — Scrap Detection at Production Speed
100% inline inspection — every pellet evaluated at full line speed with no sampling gap
Defects flagged in under 10 milliseconds — the line operator sees the deviation before the next pellet
99.7% detection accuracy maintained 24/7 — no fatigue, no shift-to-shift variability
Detects surface cracks, size deviations, shape anomalies, and coating inconsistencies at source
Every inspection result logged with timestamp, image, and classification — fully traceable audit record
The AI Vision Inspection Workflow in Pelletizing
An AI vision quality system in a pelletizing plant operates across three inspection points that correspond to the critical decision stages in the process: the green pellet stream leaving the balling disc, the fired pellet stream exiting the induration furnace, and the final product stream before load-out. Each inspection point uses dedicated cameras, lighting, and deep learning models trained on the specific defect types that appear at that stage. The data from all three points feeds into a unified quality dashboard that the quality leader and the shift supervisor share in real time.
The Three-Stage AI Vision Inspection Architecture
Stage 1
Green Pellet Inspection
Positioned at the balling disc discharge before the green pellets enter the furnace feed conveyor.
Size distribution measurement
Shape classification
Surface moisture estimation
Oversize/undersize flagging
Stage 2
Fired Pellet Inspection
Positioned at the furnace discharge, inspecting every pellet after cooling before the product conveyor.
Surface crack detection
Colour uniformity analysis
Size retention measurement
Structural integrity prediction
Stage 3
Final Product Inspection
Positioned at the load-out conveyor, providing the final quality gate before shipment to the customer.
Fines content verification
Size spec confirmation
Surface quality grading
Customer spec matching
Real-Time Cpk with Vision Data — Capability Visibility at Every Inspection Point
The integration of AI vision inspection with autonomous SPC is where scrap reduction becomes a closed-loop capability. The vision system does not simply flag defects and send alerts. It classifies every pellet by size, shape, and surface quality, and feeds that classification as a continuous data stream into the Cpk calculation engine. The quality leader sees process capability in real time for every visual quality characteristic — green pellet size Cpk, fired pellet surface quality Cpk, final product spec conformance Cpk — updated with every inspection cycle, not calculated from laboratory data that is hours or days old.
Capability Indices with AI Vision Data — What Quality Leaders See in Real Time
Green Pellet Size Cpk
Calculated from every pellet measured by the vision system at the balling disc discharge. A Cpk below 1.33 on green pellet size tells the quality leader that the disc is producing off-size material before the screen analysis confirms it — enabling adjustment to disc speed or moisture addition within the same shift minute rather than after the shift report.
Fired Pellet Surface Quality Cpk
Calculated from the surface defect classification at the furnace discharge. A declining trend in surface quality Cpk is the earliest indicator that firing zone conditions are drifting — visible before the cold crush strength test returns a below-spec result. The quality leader can order a furnace temperature adjustment and confirm the correction within one inspection cycle.
Size Distribution Ppk
Long-term performance index tracking size distribution stability across shifts and ore blend changes. A declining Ppk trend across multiple shifts alerts the quality leader that the balling circuit or the grinding circuit upstream is introducing widening variation — a systemic issue that requires investigation beyond routine adjustment.
Final Product Spec Cp
Process potential calculated from the final inspection stage at load-out. A high Cp with low Cpk at this stage tells the quality leader that the process variation is tight but the entire production stream has shifted off-target — a centring issue that typically traces back to a change in ore feed or binder activity that shifted the process mean.
Deep Learning Vision · Real-Time Cpk · Closed-Loop Scrap Reduction
The Scrap That Your Laboratory Will Confirm in Three Hours Is Already Visible to AI Vision in Three Milliseconds.
iFactory's AI vision quality platform detects dimensional, surface, and structural defects at the point of origin — not at the end of the line. Combined with real-time Cpk tracking, it gives quality leaders the visibility to cut scrap 30-50% while maintaining a complete, traceable inspection record for every pellet produced.
From Lab-Centric to Vision-Centric Quality — What Changes for the Quality Leader
The transition from conventional laboratory-based quality control to AI vision-based inspection changes the quality leader's relationship with process data. Instead of reviewing a quality report at the end of the shift that summarises what already happened, the quality leader monitors a live quality dashboard that shows what is happening right now — at every inspection point, for every pellet, with Cpk values that update continuously. The laboratory role shifts from primary defect detection to confirmatory testing and model validation. The quality leader's role shifts from investigating scrap after it has been produced to preventing scrap while the process is running.
Real-Time Scrap Visibility
Every defect detected by the vision system is classified, timestamped, and displayed on the quality dashboard. The quality leader sees scrap rate, defect type distribution, and trend direction for the current shift — not a scrap percentage calculated from the previous week's production data.
Predictive Defect Detection
The deep learning model does not only detect existing defects. It identifies early visual indicators of developing quality issues — subtle size distribution shifts, minor surface texture changes, colour variations that precede structural failure — and alerts the quality leader before the defect becomes a scrap event.
Complete Audit Trail
Every inspection image, classification result, Cpk calculation, and operator action is stored with full traceability. When an auditor or customer asks for the quality record for a specific production run, the quality leader can produce the complete visual inspection history — every pellet, every defect, every pass or fail decision — without compiling data from multiple sources.
Why AI Vision Quality Is Becoming Essential for Pelletizing Quality Leaders in 2026
Three converging trends make AI vision quality a necessity rather than an option for pelletizing quality leaders. Customer specifications for fired pellet quality are tightening as direct reduction steelmaking grows — buyers are demanding tighter size windows, lower fines content, and higher minimum crush strengths that cannot be consistently verified with statistical sampling. Labour availability for manual inspection is declining, and the experienced quality personnel who could identify defects by visual observation are retiring. And the scrap cost of undetected defects is rising with energy prices — every tonne of scrap represents not only lost material but the energy that was expended to ball, dry, and fire it.
Tighter Customer Specifications
Direct reduction pellet buyers specify tighter size windows and higher strength minimums. Statistical sampling cannot guarantee that every pellet in a shipment meets these tighter specs. AI vision provides 100% inspection coverage with documented evidence for every pellet delivered.
Escalating Energy Costs
Each tonne of scrap has consumed energy across balling, drying, and firing before rejection. At current energy prices, the embedded energy cost in a tonne of scrap can equal 40-60% of the production cost. Reducing scrap directly reduces energy cost per saleable tonne.
Workforce Transition
The quality personnel who could identify visual defects from years of experience are retiring. AI vision captures that inspection knowledge in the model — maintaining consistent defect detection standards regardless of who is on shift or how long they have been in the role.
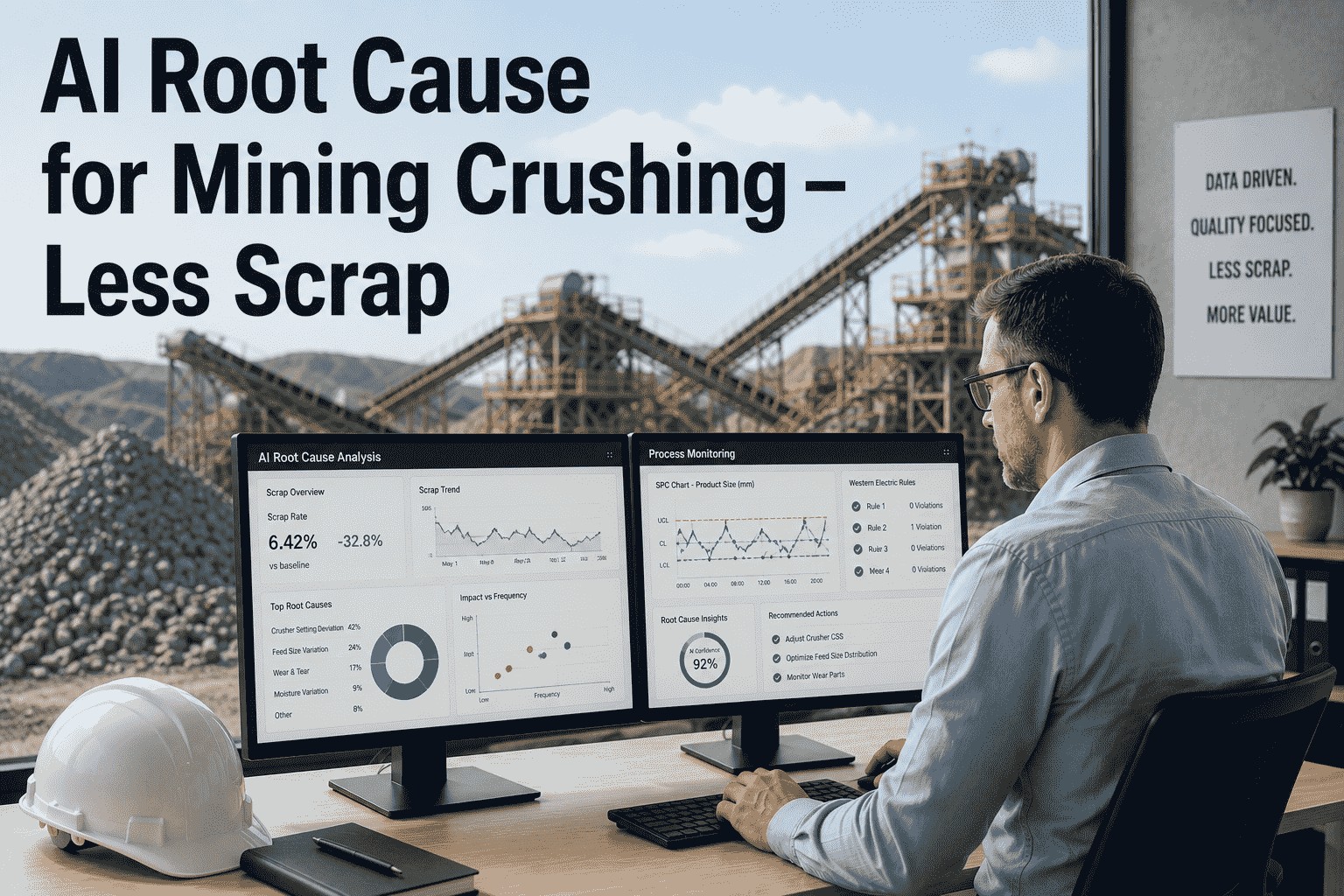
Conclusion: Scrap Reduction Is a Consequence of Detection Speed
The relationship between detection speed and scrap reduction in pelletizing is direct and quantifiable. Every minute that passes between a defect being generated and that defect being detected is a minute during which the process continues producing scrap at the same rate. A balling disc producing oversize pellets at 50 tonnes per hour for 40 minutes before the screen analysis confirms the issue generates 33 tonnes of scrap that could have been avoided if the deviation had been detected in milliseconds by the vision system at the disc discharge. An induration furnace producing under-fired pellets with surface cracks for three hours before the cold crush strength result returns represents hundreds of tonnes of product that must be downgraded or re-handled. AI vision inspection compresses that detection gap from hours to milliseconds — and every millisecond of compression directly reduces the scrap quantity.
For quality leaders who are measured on scrap reduction, process capability, and audit readiness, AI vision quality inspection combined with autonomous SPC is the system that delivers all three from a single data platform. Deep learning models that detect defects at the point of origin — green pellet size at the disc, fired pellet surface quality at the furnace, final product conformance at load-out. Real-time Cpk, Cp, Pp, and Ppk calculated from every inspection result, not from statistical samples. A complete visual audit trail that satisfies IATF 16949 and ISO 9001 documentation requirements without manual record-keeping. And a scrap reduction trajectory that compounds across every shift, every ore blend change, and every product grade transition because the system detects deviations before they become scrap, not after.
iFactory's AI vision quality platform is built for the pelletizing quality leader — with deep learning defect detection that inspects 100% of production at line speed, real-time Cpk tracking that shows process capability during the shift, and a closed-loop quality record that satisfies the most demanding audit requirements automatically. Book a Demo to see AI vision quality inspection running on a pelletizing use case matched to your production profile, or talk to an expert about deployment for your plant configuration.
Frequently Asked Questions
The training data requirement depends on the complexity of the defect types being detected and the variability in the production environment. For dimensional defects such as oversize and undersize detection, 200 to 500 labelled images covering the full size range typically produce a production-ready model. For surface defect detection such as cracks or coating inconsistencies, 500 to 1,000 images covering the range of defect severities and surface conditions are recommended. iFactory provides a guided image collection and labelling process during deployment — the system is not a self-service tool that requires the quality team to build the model from scratch. The iFactory team collects images during normal production, labels them against the quality plan specifications, trains the initial model, and validates the detection accuracy against laboratory-confirmed defect samples before the system goes live. Model updates require minimal additional images — typically 20 to 50 new samples per defect type when a new ore blend or binder batch is introduced. Talk to an expert about image requirements for your specific defect types.
Yes. The deep learning model is trained with multiple defect severity classes, not a binary pass/fail classification. Each defect type has configurable severity thresholds that map to the quality plan specifications. A minor surface colour variation that does not affect structural integrity can be classified as an observation with no action required, while a surface crack that exceeds the severity threshold is flagged as a defect requiring immediate process adjustment. The quality leader defines the severity classification during model training based on the correlation between visual characteristics and laboratory-confirmed quality outcomes such as cold crush strength and reducibility. The system supports up to five severity levels per defect type, giving the quality team granular control over what constitutes scrap versus acceptable cosmetic variation. The classification thresholds can be adjusted without retraining the model — only the severity boundary needs to be updated in the configuration. Book a Demo to see the severity classification configuration demonstrated.
The vision system uses controlled LED lighting within an enclosed inspection housing that eliminates ambient light variation — the lighting colour temperature, intensity, and angle are consistent regardless of the production environment. For pellet colour and surface texture changes that result from ore blend transitions, the deep learning model is trained on image data that spans the expected range of ore blends processed at the plant. During the transition to a new ore blend that produces visually different pellets, the system supports a model update process where the quality leader captures 20 to 50 representative images of the new pellet appearance and submits them for model fine-tuning. The update typically takes less than one hour and does not require the system to be taken offline for the full training cycle — the existing model continues running during the update. For plants that process multiple ore blends in the same shift, the model can be configured with blend-specific detection profiles that are activated automatically when the blend transition is logged in the DCS. Talk to an expert about model configuration for multi-blend production environments.
The system integrates with existing laboratory quality data but does not initially replace the lab. The recommended deployment approach is to run the AI vision system in parallel with existing laboratory testing during the validation period — typically four to six weeks — during which every vision-based defect classification is compared against the laboratory-confirmed result. Once the correlation between vision classification and laboratory outcomes reaches the quality leader's confidence threshold, the laboratory transitions from primary defect detection to confirmatory testing and model validation. The laboratory continues to run cold crush strength, reducibility, and chemical composition tests, but these tests focus on model validation and customer-specific certification requirements rather than routine defect detection. All laboratory data is integrated into the same quality dashboard as the vision data — the quality leader sees a unified record that combines 100% visual inspection coverage with the laboratory confirmation data for correlation and audit purposes. Integration with LIMS is supported via REST API or flat file exchange. Book a Demo to see the vision-lab integration workflow demonstrated for a pelletizing use case.
ROI is driven primarily by scrap reduction, rework elimination, and reduced laboratory testing costs. Based on deployments across mineral processing operations, the typical timeline is: model validation and correlation against laboratory data completed within four to six weeks, initial scrap reduction visible within the first month as previously undetected defects are caught at the point of origin, and full ROI achieved within six to nine months. At a 4 Mtpa pelletizing plant with a baseline scrap rate of 3-5%, a 30-40% scrap reduction from AI vision inspection typically delivers annualised savings in the range of several million dollars when the embedded energy cost, material cost, and re-handling cost of scrap are included. Additional ROI contributions come from reduced laboratory testing volume as the vision system assumes primary defect detection responsibility, reduced customer claims from escaped defects, and improved process capability from real-time Cpk visibility that enables faster corrective action. The iFactory deployment team provides a site-specific ROI projection during the initial assessment based on your current scrap rate, production volume, energy cost, and quality cost data. Talk to an expert to request a site-specific ROI assessment for your plant.
Yes. The system is designed for high-speed inline conveyor inspection without reducing line speed. Industrial cameras with global shutter sensors and programmable LED strobe lighting capture individual pellet images at conveyor speeds up to 5 metres per second. The deep learning inference engine processes each image in under 10 milliseconds on the edge computing unit installed at the inspection point — no cloud processing latency, no image transfer delay, no production speed impact. The system can inspect pellets in free-fall at transfer points, on vibratory feeders, and on flat conveyors with appropriate camera and lighting configuration. For high-tonnage conveyors where individual pellet separation is not possible, the system uses area-scan imaging with segmentation algorithms that separate overlapping pellets in the image before classification. The edge computing unit stores all inspection images locally for the configured retention period and transmits classification results and Cpk data to the quality dashboard in real time. Book a Demo to see the system operating at production speed on a pelletizing conveyor line.
Your Laboratory Will Confirm the Defect in Three Hours. AI Vision Caught It Three Milliseconds After It Formed. The Difference Is 30-50% Less Scrap.
iFactory's AI vision quality platform for mining pelletizing quality leaders — deep learning defect detection at every inspection point, real-time Cpk/Cp/Ppk tracking from 100% inspection data, and a closed-loop quality record that satisfies IATF 16949 and ISO 9001 requirements. Schedule a personalised walkthrough on your production line data.