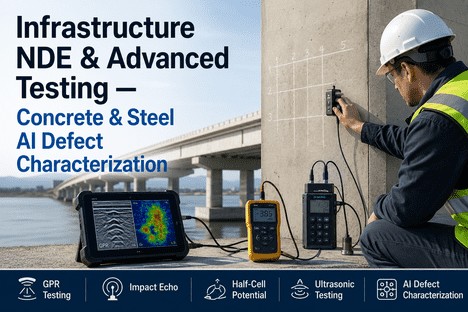
Infrastructure NDE & Advanced Testing — Concrete & Steel AI Defect Characterization
By Grace on June 27, 2026
A bridge deck that looks sound from above can hide delamination six inches below the surface. A steel girder that appears intact to the naked eye may contain fatigue cracks that have propagated to 60% of the section thickness. A concrete beam with no visible spalling can have active rebar corrosion that has already reduced cross-sectional area by 25%. This is the fundamental limitation of visual inspection — the most widely used infrastructure evaluation method in the world — and it is why the global non-destructive evaluation market has reached $15 billion, growing at 8.3% annually, as infrastructure owners recognise that what they cannot see is exactly what will fail first. Advanced NDE techniques — ground-penetrating radar (GPR), impact echo, ultrasonic testing, and half-cell potential — combined with AI-driven defect characterization, are transforming infrastructure condition assessment from a subjective visual exercise into a quantitative, data-based discipline that detects, classifies, and measures defects before they become visible at the surface.
Visual Inspection Finds the Defects You Can See. Advanced NDE and AI Characterisation Find the Defects That Will Fail Next.
iFactory's NDE integration platform ingests data from GPR, impact echo, ultrasonic, and half-cell potential testing — applying AI-driven defect characterisation to detect, classify, and measure subsurface anomalies in concrete and steel infrastructure assets.
NDT and inspection market in 2025, growing at 8.3% CAGR to $22.3B by 2030 — driven by demand for quantitative condition data over visual assessment
AI Defect Detection
$2.9B
AI industrial defect detection market in 2026 — deep learning accounts for 56% of detection technology, transforming signal interpretation automation
Bridges in Poor Condition
42,000+
US bridges rated structurally deficient — advanced NDE can detect subsurface deterioration years before it becomes visible in biennial inspections
Inspection Cost Savings
40-60%
Reduction in overall inspection programme cost with AI-enhanced NDE — fewer core samples, less traffic disruption, faster coverage per structure
Four Advanced NDE Methods That Reveal What Visual Inspections Cannot
Each NDE method detects a specific class of defect in a specific material. No single technique covers all failure modes — which is why reliability engineers combine multiple methods and integrate their data into a unified condition assessment. The table below summarises the four most widely deployed advanced NDE techniques for concrete and steel infrastructure, the physical principle behind each method, the specific defects they detect, and how AI is transforming their data interpretation.
Advanced NDE Techniques for Concrete and Steel Infrastructure — Method, Defect Detection, and AI Integration
Ground-Penetrating Radar (GPR)
Electromagnetic wave reflection — 400 MHz to 2.6 GHz antennas
Detects voids, delamination, rebar location and cover depth, moisture ingress, and concrete deterioration in bridge decks, pavements, and tunnel linings.
GPR sends electromagnetic pulses into the structure and records reflections from interfaces between materials with different dielectric properties. Voids, delaminated concrete, and corroded rebar produce distinct reflection signatures. A 2.6 GHz antenna penetrates 40-60 cm in concrete with sub-centimetre resolution. AI analysis using 1D-CNN and variational mode decomposition has achieved over 90% accuracy in automated void detection from GPR A-scan signals — eliminating the reliance on operator expertise for radargram interpretation. Standards: ASTM D6433, ASTM D4748.
Concrete void detectionAI: 1D-CNN, VMD
Impact Echo (IE)
Mechanical stress wave propagation — impactor and receiver transducer
Detects shallow and deep delamination, honeycombing, voids behind liners, and thickness variations in concrete slabs, bridge decks, and tunnel linings.
Impact echo uses a mechanical impact to generate P-waves that propagate through the concrete and reflect from internal defects and external boundaries. The frequency spectrum of the reflected signal identifies the depth of the reflecting interface. Delamination produces a characteristic low-frequency shift. AI classifiers using spectral entropy, instantaneous frequency, and Naive Bayes models have achieved reliable classification of defect presence and type — outperforming conventional peak-frequency analysis. Standards: ASTM C1383.
Detects cracks, weld defects, corrosion thinning, and section loss in steel members. For concrete, detects crack depth, material homogeneity, and elastic modulus.
Ultrasonic testing sends high-frequency acoustic waves into the material and measures travel time, amplitude attenuation, and signal velocity. In steel, UT detects planar flaws perpendicular to the wave path — fatigue cracks in welded connections, corrosion thinning in girder webs, and discontinuity in bolted connections. In concrete, ultrasonic pulse velocity (UPV) correlates with compressive strength and detects internal cracking, frost damage, and alkali-silica reaction. Phased array UT (PAUT) uses multiple transducer elements to steer and focus the beam electronically, enabling volumetric imaging of complex geometries. Standards: ASTM E164 (steel), ASTM C597 (concrete UPV).
Assesses corrosion risk of steel reinforcement in concrete — identifies active corrosion zones before spalling or cracking become visible.
Half-cell potential measures the electrochemical potential of reinforcing steel relative to a reference electrode placed on the concrete surface. Per ASTM C876, potentials more negative than -350 mV indicate greater than 90% probability of active corrosion. The technique produces a potential map of the structure, identifying corrosion hotspots that require further investigation or intervention. When combined with GPR or impact echo data, HCP results can be correlated with physical defect presence — a corroded rebar area detected by HCP that corresponds with a delamination signature in the GPR data provides a confirmed defect characterisation that neither method alone can achieve.
Rebar corrosion riskAI: Multi-method fusion
Multi-Method NDE Integration · AI Defect Characterization · Concrete Testing · Steel Testing
One NDE Method Finds What Another Misses. iFactory Integrates All of Them Into a Single Defect Characterisation Platform.
iFactory's NDE integration layer ingests data from GPR, impact echo, ultrasonic testing, and half-cell potential surveys — applying AI classifiers to each dataset and fusing multi-method results into a unified defect characterisation that no single technique can produce alone.
Why AI Defect Characterisation Is the Critical Difference Between Data Collection and Decision Intelligence
Advanced NDE instruments generate large volumes of raw signal data — radargrams, frequency spectra, waveform traces, and potential maps. The bottleneck has never been data collection. It has been data interpretation. A GPR survey of a single bridge deck produces hundreds of A-scan signals. Classifying each signal as "sound concrete," "delamination," "void," or "rebar reflection" requires either a highly trained NDE specialist reviewing each trace manually — a process that takes days per structure — or an AI classifier that has been trained on validated defect datasets to perform the same classification in seconds. The difference is not speed alone. It is consistency, repeatability, and the ability to correlate findings across multiple NDE methods to produce a confirmed defect characterisation that a single method cannot deliver.
Concrete Testing
AI-Enhanced Characterisation of Concrete Defects — Delamination, Voids, Corrosion, and Deterioration
Concrete NDE
Concrete infrastructure — bridge decks, pavements, tunnel linings, retaining walls, and building slabs — develops subsurface defects that propagate for years before becoming visible at the surface. iFactory's AI defect characterisation for concrete integrates data from GPR, impact echo, and half-cell potential to produce a multi-layer condition map of each element. The GPR data identifies subsurface anomalies and rebar location. The impact echo data confirms or refutes the presence of delamination at those anomaly locations. The half-cell potential data indicates whether the identified anomalies are associated with active corrosion. The AI fusion engine cross-references all three datasets and produces a classified defect map with confidence levels — showing each defect type (void, delamination, corrosion hotspot), its depth, its extent, and its probability of being a confirmed defect versus a false positive. Reliability engineers use this classified map to prioritise core sample locations, validate with targeted destructive testing, and build repair scopes without the cost of exploratory coring across the entire structure.
Multi-method defect cross-referencing
Depth and extent quantification
Confidence-level defect classification
Steel Testing
AI-Enhanced Characterisation of Steel Defects — Fatigue Cracks, Corrosion Thinning, and Weld Flaws
Steel NDE
Steel infrastructure — girders, trusses, cables, gusset plates, bearings, and welded connections — is susceptible to fatigue crack propagation, corrosion-induced section loss, and weld discontinuities that reduce load-carrying capacity without visible surface deformation. iFactory's AI defect characterisation for steel ingests ultrasonic testing data — including conventional UT A-scan signals, phased array UT (PAUT) sectorial scans, and total focusing method (TFM) images — and applies deep learning classifiers trained on validated steel defect datasets. The AI detects and measures crack tip location, crack length, through-thickness orientation, and remaining ligament. For corrosion thinning, the classifier maps remaining wall thickness across the scanned area and flags sections where measured thickness falls below the minimum allowable per the applicable design code. The output is a defect report with quantified dimensions, severity classification, and remaining-life estimate — enabling reliability engineers to make repair-or-replace decisions based on measured crack growth rates and section loss percentages rather than subjective severity ratings.
Crack tip localisation and measurement
Remaining wall thickness mapping
Fatigue life remaining estimation
Data Integration
The NDE Data Integration Layer — From Raw Signals to a Unified Condition Map
Platform Integration
The critical infrastructure that most NDE programmes lack is a data integration layer that connects field survey results to asset records, inspection schedules, and capital planning workflows. Without this integration layer, each NDE survey produces a standalone report that must be manually compared with previous surveys to assess deterioration rates, manually linked to the asset register to update condition scores, and manually referenced when the next capital plan is developed. iFactory's NDE integration module ingests raw or processed data from any major NDE instrument manufacturer, aligns it to the asset register using GIS coordinates or asset tags, applies the AI classification models to characterise detected defects, updates the asset's condition score and remaining useful life estimate automatically, and flags defects that exceed severity thresholds for immediate maintenance action. The platform maintains a time-series record of every NDE survey per asset, enabling deterioration rate analysis — the single most valuable dataset for predicting when a defect will reach critical severity and planning intervention before failure occurs.
Instrument-agnostic data ingestion
GIS-aligned defect mapping
Time-series deterioration tracking
Workflow Automation
From Defect Detection to Maintenance Action — Closing the Loop Between NDE and Repair
Action Closure
The most common failure in NDE programmes is not technical — it is procedural. A bridge deck is surveyed with GPR and impact echo. Delamination is identified over 12% of the deck area. The survey report is filed in the asset management system. The repair is scheduled for the next capital cycle. Six months later, before the repair is executed, the delaminated area spalls under traffic loading — producing an emergency repair that costs 3-5 times the planned intervention cost. The gap between detection and action is where NDE programme value is lost. iFactory closes this gap by linking AI-classified defect severity directly to the work order and capital planning systems. When a defect exceeds the user-defined severity threshold, the platform automatically generates a work order, assigns it to the appropriate maintenance crew, attaches the NDE data package and classification report, and updates the repair priority in the capital plan. The reliability engineer receives a notification with the defect location, severity classification, and recommended repair method — eliminating the handoff delay between the inspection team and the maintenance team that produces the detection-to-action gap.
Severity-threshold work order generation
NDE data package attachment
Capital plan priority update
"
Our bridge inspection programme relied on biennial visual inspections and occasional core sampling when visual cues indicated potential subsurface issues. We were missing defects that had been developing for years — delamination that had propagated to 15% of a deck area without a single surface crack, corrosion activity that had reduced rebar section by 30% beneath concrete that looked sound. When we deployed GPR and impact echo with AI classification across our bridge portfolio, the first survey found that 22% of our decks had active delamination that visual inspection had missed. The AI classifier identified each defect, measured its extent, and assigned a confidence level. We repaired the critical defects in the same capital cycle instead of discovering them through emergency spalling repairs two years later. That single survey programme paid for itself in avoided emergency repair costs within twelve months.
— Chief Bridge Engineer, State Department of Transportation — 28 Years Infrastructure Inspection and Asset Management
Conclusion
Visual inspection has been the backbone of infrastructure condition assessment for over a century, but its limitations are no longer acceptable in an era where the NDT market has reached $15 billion, AI defect detection is growing at 8.6% CAGR, and 42,000 bridges in the United States are rated structurally deficient — many with subsurface defects that visual inspection has missed. The gap between what can be seen from the surface and what is actually happening inside concrete and steel infrastructure is the source of the most expensive failures in infrastructure management: the emergency repair that costs three to five times the planned intervention, the unexpected load restriction that disrupts traffic for months, the catastrophic collapse that occurs without visible warning.
Advanced NDE techniques — GPR, impact echo, ultrasonic testing, and half-cell potential — close this gap by detecting, measuring, and characterising subsurface defects in concrete and steel infrastructure. AI-driven defect characterisation closes the interpretation gap by automating signal classification, fusing multi-method data into confirmed defect maps, and linking classified defects directly to maintenance workflows. Together, they transform infrastructure condition assessment from a subjective visual exercise that produces static reports into a quantitative, continuously updated condition intelligence system that produces actionable repair scopes with measured defect dimensions and confidence levels.
iFactory's NDE integration platform ingests data from every major NDE technique and instrument manufacturer, applies AI classification models trained on validated defect datasets, produces unified defect characterisation maps with confidence levels, and closes the detection-to-action gap by linking severity-classified defects directly to work order generation and capital plan updates. Book a Demo to see your NDE survey data integrated into a single defect characterisation platform, or talk to an expert about configuring the AI classification models for your specific concrete and steel asset types and defect modes.
Frequently Asked Questions
The most effective bridge deck inspection programmes use both GPR and impact echo in combination. GPR provides rapid wide-area coverage — a single survey lane can scan a deck at 40-60 km/h with a 2.6 GHz antenna, detecting subsurface anomalies, rebar cover depth variations, and moisture ingress across the full deck area. Impact echo provides point-specific depth confirmation — it is slower but more accurate for measuring the depth of delamination interfaces and distinguishing shallow from deep delamination. The recommended protocol is: GPR survey for 100% deck coverage to identify anomaly locations, followed by targeted impact echo at locations flagged by GPR to confirm delamination presence and measure depth. The combined approach covers an entire multi-lane bridge deck in a single night shift with minimal traffic disruption, producing a classified defect map that neither method alone can match. Book a Demo to review the survey protocol configuration for your specific bridge types and deck geometries.
AI classification models for NDE signal interpretation must be trained on datasets that include the expected variability in the target structures. iFactory's approach uses a two-stage training strategy: a base model trained on public-domain and laboratory-validated defect datasets covering standard concrete mixes, aggregate sizes, and moisture ranges, followed by a site-specific calibration step where the model is fine-tuned using limited ground-truth data from the target structure — typically 3-5 core sample locations per bridge deck that provide direct validation of the AI classification against physical observation. This calibration step adjusts the model's decision boundary for the specific concrete properties of that structure. For moisture sensitivity, GPR signal classifiers incorporate the dielectric constant measurement from each survey pass as an input feature, so the model automatically adjusts its classification threshold for dry versus saturated concrete conditions without requiring separate models for each moisture state. Talk to an expert about the calibration protocol for your concrete infrastructure portfolio.
iFactory's NDE integration module is instrument-agnostic. It accepts data in the native export formats of all major NDE instrument manufacturers — including GSSI, Proceq, Screening Eagle, Olson Instruments, Mala, and all standard ultrasonic flaw detectors. Data can be ingested as raw signal files (A-scan, B-scan, C-scan), processed report outputs (PDF or Excel), or exported condition maps (GIS shapefiles or CAD overlays). For organisations that do not own NDE instruments, iFactory can connect to third-party NDE service providers' data portals to import survey results directly — eliminating the manual report handoff between the testing contractor and the asset management team. No equipment purchase is required to deploy the platform. The integration layer accepts whatever NDE data format your current survey programme produces and normalises it into the unified defect characterisation framework. Book a Demo with your current NDE data format to validate compatibility and map the ingestion workflow.
Validation follows a structured process. During the initial deployment, a representative sample of AI-classified defect locations — typically 5-10% of classified anomalies, stratified by defect type and confidence level — is validated through targeted destructive testing (core samples for concrete, section measurement for steel). The validation results are used to calculate the classification accuracy metrics: precision (what fraction of AI-classified defects are confirmed by physical inspection), recall (what fraction of physically confirmed defects were detected by the AI classifier), and F1 score (the harmonic mean of precision and recall). These metrics are reported per defect type and per structure. After initial validation, the ongoing accuracy monitoring programme uses a smaller sample rate — typically 2-3% of classified anomalies per subsequent survey — to confirm that classification accuracy remains stable across different structures and environmental conditions. If accuracy drifts, the model is recalibrated with the accumulating ground-truth dataset. Talk to an expert about the validation protocol design for your NDE programme and the accuracy targets appropriate for your defect criticality levels.
What Visual Inspections Miss Is Exactly What Fails First. AI-Enhanced NDE Finds It Before Emergency Repair Is the Only Option.
iFactory's NDE integration platform — GPR, impact echo, ultrasonic testing, and half-cell potential combined with AI defect characterisation. Unified defect maps from any instrument. Automatic work order generation from severity-classified defects.