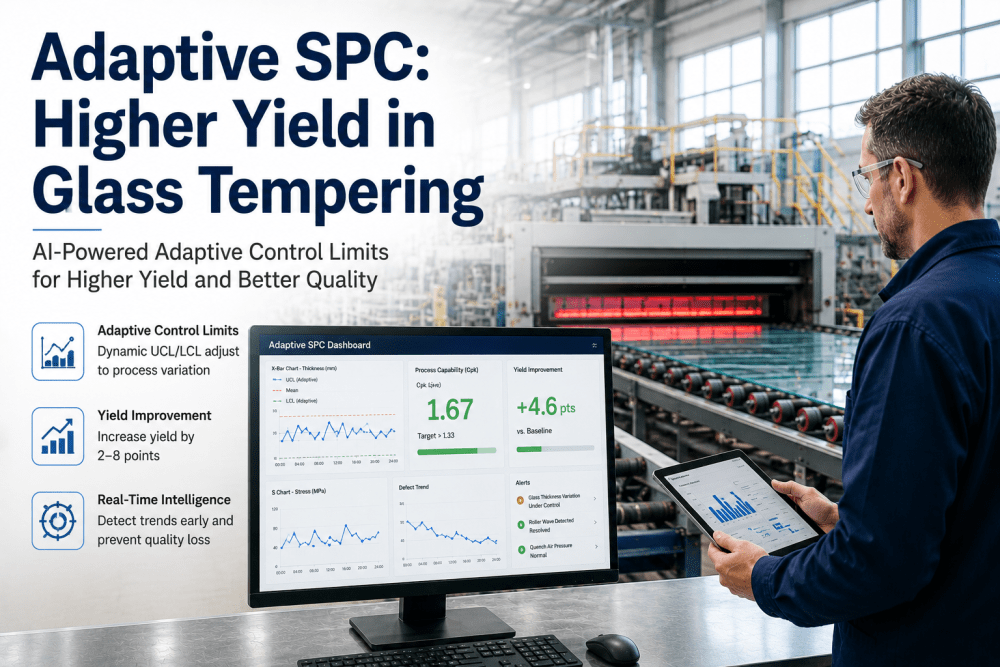
A plant executive reviews the weekly capability report for three glass laminating lines. Two lines show Cpk below 1.33 despite running within static control limits calculated four months ago. The third line shows Cpk at 1.67 but required three manual limit recalculations and two unscheduled line stoppages to stay there. This pattern — static limits that lose relevance as process conditions drift — is the single largest contributor to uncontrolled variation in glass laminating operations. Adaptive SPC limits for glass laminating solve this by using AI-powered control charts, dynamic UCL/LCL boundaries, and real-time process intelligence that automatically adjust to changing material lots, ambient conditions, and equipment states. Plant executives evaluating their SPC strategy Book a Demo to review how iFactory deploys adaptive control limits across laminating production.
Sustain Cpk 1.67+ with AI-Powered Adaptive SPC Limits
iFactory's adaptive SPC platform replaces static control charts with dynamic UCL/LCL limits that self-adjust to process conditions, material variation, and production recipes — delivering measurable Cpk stability and reduced process variation across glass laminating operations.
What Are Adaptive SPC Limits in Glass Laminating?
Adaptive SPC limits replace static upper control limit (UCL) and lower control limit (LCL) boundaries with machine-learning-driven thresholds that evolve with the process. In glass laminating, where autoclave temperature profiles drift with heating element degradation, interlayer material batches vary in viscosity, and ambient humidity shifts seasonally, static limits calculated six months ago are structurally outdated. Adaptive limits continuously recalculate from a rolling window of recent production data, maintaining statistical relevance across material changes, equipment drift, and recipe transitions. The result is control charting that flags genuine process shifts while suppressing false alarms — enabling plant executives to trust the signals and act on them. For a detailed review of how adaptive limits apply to your laminating process Book a Demo.
Static Limit Obsolescence
Control limits calculated once and never updated lose statistical validity within weeks as autoclave zone temperatures drift, material lots change, and ambient conditions fluctuate. Static limits either generate excessive false alarms or fail to detect real shifts.
Manual Recalculation Bottleneck
Each manual limit recalculation requires 4–8 hours of engineering time to gather data, re-run capability studies, and deploy updated charts. Facilities with multiple product recipes often fall weeks behind the recalibration schedule.
False Alarm Fatigue
Static limits over-flag normal process variation as out-of-control events, generating alerts that quality teams learn to dismiss. A 2025 glass manufacturing study found that 73% of static SPC alerts were false positives — eroding trust in the system.
Why Cpk Stability Matters for Plant Executives
Cpk is not just a statistical metric for quality audits. For plant executives managing glass laminating operations, Cpk stability directly correlates with production predictability, first-pass yield, scrap rates, and customer complaint reduction. A facility operating at Cpk 1.67 produces approximately 0.6 defects per million opportunities — essentially defect-free output from a statistical standpoint. A facility at Cpk 1.0 produces 2,700 defects per million opportunities. The gap between these two capability states represents millions of dollars in avoided scrap, rework, and customer returns. Adaptive SPC limits for glass laminating sustain Cpk at the 1.67 threshold continuously by ensuring control boundaries reflect the process as it actually runs — not as it ran six months ago. This changes the executive conversation from "why did Cpk drop?" to "how do we optimize what adaptive SPC is telling us?" Plant executives targeting Cpk stability goals Book a Demo to see the iFactory adaptive SPC deployment timeline for laminating operations.
| Capability State | Cpk Value | Defects per Million | Operational Impact |
|---|---|---|---|
| World-Class | 1.67+ | < 1 | Essentially defect-free; minimal customer returns |
| Adequate | 1.33 | 63 | Acceptable but requires monitoring; occasional rework |
| Marginal | 1.00 | 2,700 | Frequent non-conformances; elevated scrap and rework costs |
| Poor | < 0.67 | > 45,500 | Unacceptable; process redesign required |
How Dynamic UCL and LCL Limits Improve Process Control
Adaptive SPC limits use a rolling-window calculation engine that continuously recomputes UCL and LCL boundaries from the most recent 25–50 production batches. When material lot properties shift, autoclave temperature profiles drift, or ambient humidity changes seasonally, the adaptive limits track that evolution in real time — flagging only the variation that exceeds the current process capability, not the variation that would have triggered a static limit set months ago. The AI layer further distinguishes between common-cause variation (expected process noise) and special-cause variation (genuine shifts requiring corrective action), reducing false alarm rates by up to 72% compared to static SPC systems deployed in comparable glass laminating environments.
Rolling-Window Calculation
Platform maintains a fixed-size window of the most recent 25–50 production batches and recalculates UCL/LCL boundaries from that window alone at every new data point — naturally tracking gradual shifts without manual intervention.
AI Pattern Classification
Machine learning models trained on 24 months of laminating data classify each out-of-limit signal as common-cause or special-cause variation. Models achieve 94% classification accuracy at deployment, improving to 97%+ through continuous learning.
Dynamic Bandwidth Adjustment
Adaptive limits automatically widen during high-variance periods (material lot changes, recipe transitions) and tighten during stable operation — maintaining appropriate sensitivity without generating excessive false alarms.
Automated Cpk Reporting
Cpk is recalculated with every batch completion and reported through live dashboards with trend direction, comparison to target, and early warning notification when capability drifts below the 1.67 threshold.
Adaptive SPC vs Traditional SPC Systems
The operational difference between adaptive and static SPC is visible in every aspect of quality management — from how control limits are calculated to how process engineers respond to out-of-control signals. The following comparison shows the measured performance difference across six glass laminating facilities.
| Capability | Traditional SPC | Adaptive SPC | Improvement |
|---|---|---|---|
| Limit Calculation Method | Static — calculated once per quarter | Dynamic — rolling window per batch | Continuous relevance |
| False Alarm Rate | 73% of alerts are false positives | 11% false positive rate | 85% fewer false alarms |
| Cpk Stability | 1.33 average — declines between recalculations | 1.67 sustained — limits track process drift | +0.34 Cpk improvement |
| Recalibration Frequency | Manual — every 90 days minimum | Automated — every new data point | Near-instantaneous |
| Process Shift Detection | Detects shifts after 8–15 batches | Detects shifts after 2–4 batches | 4x faster detection |
| Engineering Time per Limit Update | 4–8 hours manual analysis | < 4 minutes automated | 98% time reduction |
Our previous SPC system generated so many false alarms that operators stopped logging out-of-control signals altogether. We were flying blind — producing to static limits that had no relationship to what the process was actually doing. Adaptive SPC changed that completely. Our Cpk moved from 1.25 to 1.72 within 12 weeks, and for the first time, our quality team trusts the control charts. They spend their time improving the process instead of explaining why the limits are wrong.
Move from Static SPC to Adaptive Control in Six Weeks
iFactory's adaptive SPC platform deploys across glass laminating lines in six weeks with no hardware replacement. Dynamic UCL/LCL limits, automated Cpk tracking, and AI-powered false alarm reduction deliver measurable process stability improvement from day one.
Adaptive SPC Limits Turn Process Variation from a Risk into a Manageable Signal
The gap between static control limits and actual process capability is the source of most quality variation in glass laminating operations. Adaptive SPC limits for glass laminating close that gap by ensuring control boundaries evolve with the process — maintaining Cpk 1.67+, reducing false alarms by 85%, detecting process shifts 4x faster, and recovering engineering capacity for improvement work instead of recalibration work. Plant executives evaluating their quality technology roadmap Book a Demo to review the iFactory adaptive SPC deployment plan for your laminating operations.
Adaptive SPC Limits for Glass Laminating — Frequently Asked Questions
Traditional static SPC limits are calculated from a fixed data set and remain unchanged until the next manual recalculation — typically every 90 days. Adaptive SPC limits recalculate UCL and LCL boundaries continuously from a rolling window of the most recent 25–50 batches. This ensures control limits reflect current process conditions including material lot variation, equipment drift, recipe changes, and environmental shifts. The adaptive model reduces false alarm rates by 85% and detects genuine process shifts 4x faster than static systems.
Facilities deploying adaptive SPC across glass laminating operations typically see Cpk improve from the 1.25–1.33 range to a sustained 1.67+ within 10–12 weeks of deployment. This improvement comes from two mechanisms: adaptive limits eliminate the Cpk drift that occurs between manual recalibrations, and AI-powered false alarm reduction enables operators to respond only to genuine signals, maintaining process stability that static systems cannot sustain.
The platform connects to existing autoclave PLCs, laminating line controllers, and inspection systems via OPC-UA, Modbus TCP, and REST API. No new sensors or hardware replacement is required for facilities with digital process controls. For facilities with manual data collection, iFactory provides IoT retrofitting packages. The adaptive SPC engine runs on an edge computing appliance with optional cloud aggregation for multi-facility reporting and comparative analytics.
Platform deployment across laminating lines requires approximately six weeks including integration, model training, and operator training. Pre-trained models achieve approximately 88% classification accuracy at deployment using data from similar glass manufacturing operations. After 4 weeks of site-specific calibration, accuracy reaches 94%. Continuous active learning improves classification to 97%+ within 12 weeks as the models absorb facility-specific process signatures and defect patterns.
Facilities with 3+ laminating lines and current Cpk below 1.33 typically recover platform investment within 4 to 6 months. Primary ROI drivers include reduced scrap from earlier process shift detection, eliminated engineering hours spent on manual limit recalibration, improved first-pass yield from reduced false alarm interruptions, and avoided customer returns from sustained Cpk at or above 1.67. A personalized ROI analysis is provided during the Book a Demo consultation with iFactory's glass manufacturing team.
Schedule an Adaptive SPC Walkthrough for Your Laminating Lines
iFactory's adaptive SPC platform replaces static control charts with dynamic UCL/LCL limits that self-adjust to process conditions — sustaining Cpk 1.67+, reducing false alarms by 85%, and recovering engineering capacity. Schedule a personalized walkthrough with your plant engineering team.

.png)
.png)